
Fターム[4E002AA08]の内容
Fターム[4E002AA08]に分類される特許
1 - 20 / 308
曲げ加工の異方性が少なく耐応力緩和特性に優れた異形断面銅合金板及びその製造方法
【課題】曲げ加工性の異方性が少なく耐応力緩和特性が良好な寸法精度に優れたCu−Cr−Zr系の異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であって、質量%でZr;0.05〜0.2%、Cr:0.2〜0.4%、残部はCu及び不可避的不純物からなる組成を有し、JIS H3110に準拠した90°W曲げ試験において割れが発生しない最小曲げ半径Rと板厚tとの比(R/t)である曲げ加工性について、BadWay方向の曲げ加工性(R/t)をR2、GoodWay方向の曲げ加工性(R/t)をR1とした場合に、R2/R1が0.8〜1.7であり、後方散乱電子回折像システム付の走査型電子顕微鏡によるEBSD法にて観察した、(薄肉部のGOS1)/(厚肉部のGOS2)が0.9〜1.4である。
(もっと読む)
圧延銅箔

【課題】再結晶前後の寸法変化が小さく、かつ寸法変化の異方性が小さい圧延銅箔を提供する。
【解決手段】 350℃で30分間焼鈍前後の寸法変化率が、圧延平行方向と圧延直角方向でいずれも0〜0.01%である圧延銅箔である。
(もっと読む)
圧延銅箔
【課題】銅箔表面近傍のせん断帯を抑制し、屈曲性が向上した圧延銅箔を提供する。
【解決手段】再結晶組織の面積率が50%未満(0%を含む)であり、かつ圧延平行断面から見て、銅箔表面から厚み方向に銅箔厚みの1/10の深さの線を横切って該表面に到達するせん断帯が表裏面の合計値で0.1本/μm以下である圧延銅箔である。
(もっと読む)
タングステン線の圧延方法
【課題】タングステン線を、割れや裂けを発生させることなく、冷間にて圧延加工する方法を提供する。
【解決手段】
タングステン線の圧延方法において、タングステン線1の表面に、金属めっき2を施し、タングステン線1の表面を保護することにより圧延加工を行うことで、割れや裂けを発生させることなく、冷間での圧延加工を可能にした。前記金属めっき2がニッケルめっき、銅めっき、亜鉛めっきであることを特徴とするタングステン線の圧延方法。
(もっと読む)
圧延銅箔
【課題】再結晶前後の寸法変化が小さく、かつ寸法変化の異方性が小さい圧延銅箔を提供する。
【解決手段】圧延平行断面から見て、好ましくは、350℃で30分焼鈍前の圧延平行断面から見て、或いは最終冷間圧延後において、圧延平行断面から見て、銅箔表面から厚み方向に1μmの深さの線Cを横切って該表面に到達するせん断帯の本数が、表裏面の合計値で0.1本/μm以下である圧延銅箔である。350℃で30分間焼鈍前、或いは焼鈍後において、再結晶組織の面積率が50%未満(0%を含む)である。最終冷間圧延において、最終5パスの中で前のパスより加工度が高いパスが存在し、当該5パス中のいずれかのパスの最大加工度が40%を超え、かつ最終パスでの加工度が前記5パス中で最小となり、鋳塊を熱間圧延後、冷間圧延と焼鈍とを繰り返し、最後に最終冷間圧延を行って製造され、当該最終冷間圧延の総加工度が98.5%以下である圧延銅箔である。
(もっと読む)
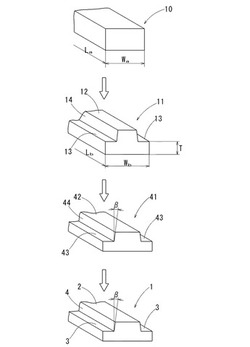
平角線の製造方法
【課題】幅及び厚さが長さ方向に沿って変化する平角線の製造において、長さ方向に沿って断面積を均一化させるための圧延条件の設定を短時間で行えるようにする。
【解決手段】平角線10の断面積が同一となる第1圧延ロール21の通過前後の第1圧下寸法と第2圧延ロール22の通過前後の第2圧下寸法との関係を予め求めておき、その関係に基づいて、平角線10が所定の断面積となる第1及び第2圧下寸法の組合せとなるように第1及び第2圧延ロール21,22のロール間隔を接近-離間制御する。
(もっと読む)
銅合金板条およびその製造方法
【課題】高強度と良好な曲げ加工性をあわせ持つコルソン系銅合金を提供する。
【解決手段】質量%で、Ni:1.00〜5.00%、Si:0.25〜1.20%、さらに、Sn、Ag、Mn、Fe、Cr、Co、Zn、Mg、Zr、P、B、及びTiからなる群から選ばれる少なくとも1種を総量で0.05〜2.0%含有し、残部がCuおよび不可避不純物からなる銅合金であり、下記式(1)を満たすことを特徴とする銅合金板条。(Brass方位:{011}<2−11>方位の方位密度)+(S方位:{123}<634>方位の方位密度)+(Copper方位:{112}<111>方位の方位密度)≦23式(1)
(もっと読む)
平版印刷版用アルミニウム合金板の製造方法、ならびに該製造方法により得られる平版印刷版用アルミニウム合金板および平版印刷版用支持体
【課題】表面組成が均一な平版印刷版用アルミニウム合金板を得ることができ、面状故障のない平版印刷版用支持体を作製することができる平版印刷板用アルミニウム合金板の製造方法の提供。
【解決手段】アルミニウム合金溶湯を溶湯供給ノズルを介して一対の冷却ローラの間に供給し、前記一対の冷却ローラによって前記アルミニウム合金溶湯を凝固させつつ圧延を行う、連続鋳造法による平版印刷版用アルミニウム合金板の製造方法であって、前記溶湯供給ノズル7に前記アルミニウム合金溶湯100を供給する容器6において、該容器の内部に存在する前記アルミニウム合金溶湯の液面の垂直方向の振幅を10mm以下とし、前記容器の内部に存在する前記アルミニウム合金溶湯の液面の垂直方向の振幅を10mm以下とする手段として、上部開口部の面積が50×50(cm2)以上の前記容器を用いることを特徴とした平版印刷版用アルミニウム合金板200の製造方法。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】圧延平行方向に測定した表面の60度光沢度G60RDが100以上300以下で、200℃で30分間加熱して再結晶組織に調質した状態において、圧延面のX線回折で求めた200回折強度(I)が、微粉末銅のX線回折で求めた200回折強度(I0)に対し、20≦I/I0≦40であり、銅箔表面で圧延平行方向に長さ175μmで、かつ圧延直角方向にそれぞれ50μm以上離間する3本の直線上で、オイルピットの最大深さに相当する各直線の厚み方向の最大高さと最小高さの差の平均値dと、前記銅箔の厚みtとの比率d/tが0.1以下であり、圧延平行方向に測定した表面の60度光沢度G60 RDと、圧延直角方向に測定した表面の60度光沢度G60 TDとの比率G60 RD /G60 TDが0.8未満である圧延銅箔である。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】銅箔表面で圧延平行方向に長さ175μmで測定した表面粗さRaと、前記銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、200℃で30分間加熱して再結晶組織に調質した状態において、圧延面のX線回折で求めた200回折強度(I)が、微粉末銅のX線回折で求めた200回折強度(I0)に対し、20≦I/I0≦40であり、銅箔表面で圧延平行方向に長さ175μmで、かつ圧延直角方向にそれぞれ50μm以上離間する3本の直線上で、オイルピットの最大深さに相当する各直線の厚み方向の最大高さと最小高さの差の平均値dと、銅箔の厚みtとの比率d/tが0.1以下であり、コンフォーカル顕微鏡で測定したときのオイルピットの面積率が6%以上15%以下である圧延銅箔である。
(もっと読む)
無酸素銅ロッドの製造方法
【課題】低酸素含有量でかつ銅線材が互いに接触状態が持続しても粘着しない銅ロッドを実現する無酸素銅ロッドの製造方法を提供する。
【解決手段】一本の種線を、銅の溶湯を保持する保持炉5に連通する付着室6を通過させ、溶湯を銅ロッド種線の表面に付着させて大径の銅ロッド31を形成する。銅ロッドに順に冷却、熱間圧延、再冷却、巻取り工程を施して無酸素銅ロッドが完成する。溶湯を保温する保持炉の温度は1140℃〜1180℃、溶湯を付着された銅ロッドの、冷却後に熱間圧延工程に入る前の温度は600℃〜800℃、巻取り時の温度は室温より高く且つ100℃より低い。これにより、酸素含有量が2ppm〜10ppmという高品質の銅線材を製造できる。また、特定の酸化被膜を形成することで、その後の巻き取り時の焼鈍工程において、線材が互いに粘着することを抑制する。
(もっと読む)
アルミニウム合金導体
【課題】十分な導電率と引張強度を有し、耐屈曲疲労特性に優れたアルミニウム合金導体を提供する。
【解決手段】Feを0.01〜1.5mass%、Mgを0.01〜1.2mass%、及びSiを0.01〜1.2mass%を含有し、残部が実質的にAlと不可避的不純物よりなる合金組成を有し、Mg2Si針状析出物の分散密度が10〜200個/μm2であり、引張強度240MPa未満、かつ、引張破断伸び10%以上を満たすアルミニウム合金線。
(もっと読む)
負圧缶蓋用アルミニウム合金板及びその製造方法
【課題】薄肉化しても、高い成形性と優れた強度を保持しつつ、異方性の均一化が図られ得、且つ缶蓋からのタブ外れが効果的に阻止され得る負圧缶蓋用アルミニウム合金板を提供する。
【解決手段】Mg:0.80〜1.50%、Mn:0.80〜1.20%、Fe:0.40〜0.60%、Si:0.20〜0.40%、及びCu:0.15〜0.25%を含み、且つMn/Fe=1.5〜2.5及びMg/Mn≧1.0を満足するアルミニウム合金からなる、板厚:0.22〜0.25mmの塗装焼付け板材であって、45°耳率が1.5〜3.0%、0−180°耳率が1.0〜2.5%であって、式:−0.5%≦(45°耳率)−(0−180°耳率)≦1.5%を満足し、更に圧延方向に対して0°の方向における、引張強さが270〜300MPa及び耐力が240〜270MPaとなるように構成した。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、銅箔の取り扱い時に表面にキズが生じ難く、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】表面粗さRaと、銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、集束イオンビームを用い、銅箔の圧延平行方向に沿う長さ25μmの断面を作製し、該断面の走査イオン顕微鏡像を観察したとき、銅箔の厚み方向へのせん断帯の到達深さのLsの平均値Lsaが、銅箔の厚みtに対し、0.01≦Lsa/t≦0.4の関係を満たす圧延銅箔である。
(もっと読む)
ワイヤーハーネス用被覆電線、及びワイヤーハーネス
【課題】高靭性及び高導電率であるアルミニウム合金、アルミニウム合金線、アルミニウム合金撚り線、被覆電線、及びワイヤーハーネス、並びにアルミニウム合金線の製造方法を提供する。
【解決手段】アルミニウム合金線は、Feを0.005質量%以上2.2質量%以下含有し、残部がAl及び不純物からなる。更に、質量%で、Mg、Si、Cu、Zn、Ni、Mn、Ag、Cr、及びZrから選択される1種以上の添加元素を合計で0.005質量%以上1.0質量%以下含有してもよい。このAl合金線は、導電率が58%IACS以上であり、かつ伸びが10%以上である。このAl合金線は、鋳造→圧延→伸線→軟化処理という工程を経て製造される。軟化処理を施すことで、伸びや耐衝撃性といった靭性に優れるため、ワイヤーハーネスを組み付ける際に端子部近傍で電線が破断することを低減することができる。
(もっと読む)
グラフェン製造用銅箔、グラフェン製造用銅の製造方法、及びグラフェンの製造方法
【課題】大面積のグラフェンを低コストで生産可能なグラフェン製造用銅箔及びそれを用いたグラフェンの製造方法を提供する。
【解決手段】銅箔基材の表面に、厚み5μm未満の銅めっき層を設けてなり、水素を20体積%以上含有し残部アルゴンの雰囲気中で、1000℃で1時間加熱後の前記銅めっき層表面の圧延平行方向及び圧延直角方向の60度光沢度が共に300%以上である。
(もっと読む)
圧延銅箔、並びにこれを用いた負極集電体、負極板及び二次電池
【課題】タフピッチ銅または無酸素銅を素材とする圧延銅箔を改良することにより、リチウムイオン二次電池をはじめとする二次電池の負極集電体材料として好適な、充放電サイクル寿命に優れる圧延銅箔、並びにこれを用いた負極集電体、負極板及び二次電池を提供する。
【解決手段】本発明は、200℃で30分間焼鈍することにより、引張強さが250MPa以下に低下し、Cube方位{001}<100>面積率が30%以上、Brass方位{110}<112>面積率が20%以下、Copper方位{112}<111>面積率が20%以下なる結晶方位が発現し、オイルピットの面積率が3〜20%であり、圧延方向と直交する方向の算術平高さRaが0.05〜0.12μmであることを特徴とする、良好なサイクル特性を有する二次電池の負極集電体用銅箔である。
(もっと読む)
高成形性Al−Mg系合金板およびその製造方法
【課題】異周速圧延を適用して集合組織制御を行なってAl−Mg系合金の平均r値を向上させ、深絞り性を向上させるプロセスとして、工業的な量産規模での製造により確実かつ安定して深絞り性に優れた成形加工用Al合金板を得る方法を提供する。
【解決手段】Mg2.0〜6.0%を含有し、必要に応じてCu、Mn、Cr、Zr、Vの1種以上を更に含有し、残部がAlと不可避的不純物からなる板材で集合組織を適切に制御する。鋳塊に150℃以上でしかも非再結晶温度域内の温度で50%を越える圧下率で粗圧延を行ない、更に150℃以上でしかも非再結晶温度域内の温度でロール周速比1.2〜4.0の異周速圧延を50%を越える圧下率で行なって最終板厚とし、その後焼鈍処理を行ない平均ランクフォード値が0.9以上のアルミニウム合金板を得る。
(もっと読む)
銅箔及びそれを用いた銅張積層板
【課題】銅張積層板に用いたときに曲げ性に優れた銅箔及びそれを用いた銅張積層板を提供する。
【解決手段】厚み5〜30μm、350℃で0.5時間焼鈍後のI(220)/I(200)が0.11以下で、かつ350℃で0.5時間焼鈍後の加工硬化指数が0.3以上0.45以下の銅箔である。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、銅箔の取り扱い時に表面にキズが生じ難く、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】表面粗さRaと、銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、集束イオンビームを用い、銅箔の圧延平行方向に沿う長さ25μmの断面を作製し、該断面の走査イオン顕微鏡像を観察したとき、銅箔の厚み方向へのせん断帯の到達深さのLsの平均値Lsaが、銅箔の厚みtに対し、0.01≦Lsa/t≦0.4の関係を満たす圧延銅箔である。
(もっと読む)
1 - 20 / 308
[ Back to top ]