
Fターム[4E002AC07]の内容
Fターム[4E002AC07]に分類される特許
1 - 9 / 9
不等辺山形鋼の短辺端部の成形方法、及びその装置
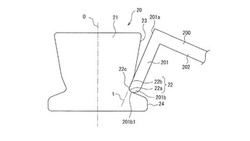
【課題】短辺の端面の平坦度を高くする。
【解決手段】短辺端部成形装置は、不等辺山形鋼の熱間圧延工程において、中間圧延工程又は仕上圧延工程を経た不等辺山形鋼200の短辺201の端部201bを、外周面21に形成した成形部22上をその周方向に通過させながら、該成形部22により押圧し成形する成形ローラ20を有し、成形部22は、成形ローラ20の外周面21の全周にわたって凹形状をなして形成され、成形ローラ20の軸方向に沿う形状が、円弧形状及び該円弧形状の部位22aに隣接する直線形状とされ、直線形状の部位22bは、円弧形状の部位22aにおける前記隣接する端部22cの接線tと一致する。
(もっと読む)
不等辺不等厚山形鋼の製造方法、及びその製造に使用される冷却水噴射搬送ローラテーブル、並びに冷却床

【課題】連続式圧延機配列とすることによって、前記中間圧延機IMの前後面及び仕上圧延機FMの前面に行っていた強制水冷工程を不要としながら、更に、より良い圧延を行える不等辺不等厚山形鋼の製造方法を提供する。
【解決手段】加熱炉RFで加熱された不等辺不等厚圧延材を粗圧延機RM、中間圧延機IM及び仕上圧延機FMを串型配列の1ロール1方向1パスの連続圧延として断面が略への字型の不等辺不等厚圧延材を最終成形する連続圧延工程1と、当該不等辺不等厚圧延材の短辺A2の表裏面に水を噴射して冷却させる水冷工程2と、不等辺不等厚山形鋼Aを冷却床CBの床桟の上面へその長手方向の中央部が短辺側へ弓形に膨らむようにして送り出す弓形送り出し工程3と、ミストを噴射して更に冷却させるミスト噴射冷却工程4と、不等辺不等厚山形鋼Aをローラ矯正RSするローラ矯正工程5と、を具備する。
(もっと読む)
原油タンク用熱間圧延形鋼およびその製造方法
【課題】塗膜の存在状態に左右されることなく、全面腐食や局部腐食に対して優れた耐食性を有すると共に、YPが315MPa以上の強度を有する原油タンク用熱間圧延形鋼とその製造方法を提案する。
【解決手段】C:0.001〜0.16mass%、Si:0.01〜1.5mass%、Mn:0.1〜2.5mass%、P:0.025mass%以下、S:0.01mass%以下、Al:0.005〜0.1mass%、N:0.001〜0.008mass%、W:0.001〜0.5mass%およびCr:0.06mass%以上0.20mass%未満を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、加工フェライトを全組織に対して面積率で10%以上含むフェライトとパーライトとからなるミクロ組織を有する原油タンク用熱間圧延形鋼。
(もっと読む)
船舶用熱間圧延形鋼およびその製造方法
【課題】船舶のバラストタンク等の厳しい腐食環境下において優れた耐食性を有すると共にYPが315MPa以上の強度を有する縦通材(ロンジ材)等に用いられる船舶用熱間圧延形鋼を安価に提供する。
【解決手段】質量%で、C:0.03〜0.25%、Si:0.05〜0.50%、Mn:0.1〜2.0%、P:0.025%以下、S:0.01%以下、Al:0.005〜0.10%、W:0.01〜1.0%、Cr:0.01%以上0.20%未満、N:0.001〜0.008%を含有する鋼素材を1000〜1350℃に加熱後、Ar3温度以下での累積圧下率を10〜80%、圧延仕上温度を(Ar3−30℃)〜(Ar3−180℃)とする熱間圧延し、その後、放冷することにより、加工フェライトを含むフェライトとパーライト組織とからなるミクロ組織を有する船舶用熱間圧延形鋼とする。
(もっと読む)
高強度鋼構造部材の温間加工
【課題】高強度鋼素材から広範な高強度鋼構造部材を作るのに有用な方法の提供。
【解決手段】高強度鋼構造部材、および少なくとも約800N/mm2(120000プサイ)の引張り強度および少なくとも約600N/mm2(90000プサイ)の降伏強度を有する高強度鋼材の素材を準備し、その素材の強度特性を実質的に保持するか高める状態で所望幾何形状の部材を作るように該素材を温間加工することで高強度鋼構造部材を作る方法が開示される。
(もっと読む)
形鋼圧延用水平ロール及びこれを用いた形鋼圧延方法
【課題】形鋼ウェブ部両端の増厚部の解消を達成する強圧下と、増厚部が認められない場合の寸法精度向上を達成する軽圧下の両方の圧延ができ、同一セットのロールから均一なウェブ厚みとなる圧延を実現できる圧延ロール及びこれを用いた圧延方法を提供する。
【解決手段】形鋼のユニバーサル圧延過程でウェブ部をその厚み方向に圧下する水平ロールにおいて、ロール圧延面の両端に頂上がロール軸方向に平坦となるリング状の凸部6を有することを特徴とする形鋼圧延用水平ロールである。このロールを用いて形鋼を圧延するに際し、被圧延材である形鋼がウェブ両端部に局部的な増厚部7を有する場合、ロール圧延面がウェブに接し、凸部6全体がウェブに食い込むようにウェブ両端部を強圧下し、被圧延材である形鋼が増厚部7を有しない場合、凸部6頂上における平坦部のみがウェブに接するように両端部を軽圧下する。
(もっと読む)
T形鋼又は山形鋼の製造方法
【課題】歪みや捻れのない適正な形状のT形鋼又は山形鋼を製造する。
【解決手段】ユニバーサル圧延機30によりH形鋼1を熱間で仕上圧延成形する際に,上下の各水平ロール10,11に同心に取り付けられた円形切刃対50,51により,H形鋼1のウェブ1aの上下面に,ほぼ同じ深さで対向するノッチN1,N2を形成する。その後,H形鋼1を冷却し,ローラ矯正を施してH形鋼1の残留応力を軽減する。その後,H形鋼1のウェブ1aの下面を円筒形ローラ60により支持しつつ,その円筒形ローラ60に対向して配置された円形切刃80をウェブ1aの上面のノッチN1に挿入し,未切断部sを切断する。
(もっと読む)
長辺と短辺の強度が異なる不等辺不等厚山形鋼およびその製造方法
【課題】ウエブ、フランジの厚、幅が異なる不等辺不等厚山形鋼で、製品歪みも少なく、更にウエブとフランジに強度差がある不等辺不等厚山形鋼を熱間圧延法で製造する方法を提供する。
【解決手段】仕上げ圧延機前段に配置された中間圧延機の前後面で、不等辺不等厚山形鋼圧延材を各パス毎に、サイドガイドで拘束しながらフランジ(短辺側)部を制御冷却し、仕上げ圧延機前面におけるフランジ(短辺側)部の表面温度を800〜600℃とする。
(もっと読む)
不等辺不等厚山形鋼の製造方法
【課題】本発明は表面性状に優れる不等辺不等厚山形鋼の製造方法を提供する。
【解決手段】長辺を圧延する部分の先端部に、長辺の足先部近傍の板厚が先端部にかけて増大するように、加工部を設けている上ロールを用いて仕上げ圧延する際、前記加工部を、長辺の平坦部から最先端部にかけて、その区間を、各製品長辺幅の4〜6%となる長さとし、上ロールの長辺側の最先端部において、正規孔型寸法部より、各製品の長辺板厚の1.2〜4%外側に離れるテーパ部とする。または、長辺の平坦部から最先端部にかけて、その区間を、各製品長辺幅の4〜6%となる長さとし、孔型ロールの長辺側の最先端部において、正規孔型寸法部より、各製品の長辺板厚の1.2〜4%外側に離れる、半径100〜350mmの曲線部を設ける。
(もっと読む)
1 - 9 / 9
[ Back to top ]