
Fターム[4E002AD01]の内容
Fターム[4E002AD01]の下位に属するFターム
粗圧延 (96)
ホットストリップ仕上圧延 (245)
Fターム[4E002AD01]に分類される特許
1 - 20 / 218
熱延コイルの冷却方法と製造方法および冷却装置
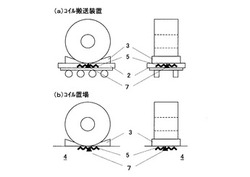
【課題】高強度鋼板の母材である熱延コイルを冷間圧延する際に起こる板厚変動を効果的に防止することができる熱延コイルの冷却方法とその方法で熱延コイルを製造する方法を提案すると共に、それらの方法に用いる冷却装置を提供する。
【解決手段】熱間圧延した熱延鋼帯を巻き取った直後の熱延コイルを、上記熱延コイルを搬送する搬送装置および/またはコイル置場において冷却するに当たり、上記熱延コイルの外周面のコイル置台または地面に接する部分と接していない部分の冷却速度を、熱延コイル外周面のコイル置台または地面と接していない部分に対して接している部分を加熱する方法、あるいは、熱延コイル外周面のコイル置台または地面と接している部分に対して接していない部分を強制冷却する方法のいずれかの方法で等しくなるよう冷却する。
(もっと読む)
連続熱延鋼板製造ラインにおける搬送制御方法

【課題】シートバー裏面のすり疵を防止し、先行するシートバー及び後行するシートバーの間隔を狭めることにより生産性の向上を図る。
【解決手段】 図2(b)に示すように、先行するシートバー2Aの尾端TE及び後行するシートバー2Bの先端LEが、セクションSnの駆動ローラ群11…上に位置したときに、このセクションの駆動ローラ群に対する回転駆動指令を停止し、当該駆動ローラ群をアイドリング状態とする。そして、図2(c)に示すように、先行するシートバー2Aの尾端TEが最終セクションSnの駆動ローラ群11…上を通過し終わったときに、このセクションの駆動ローラ群に対して回転駆動指令Vnを出力する。
(もっと読む)
熱間圧延方法
【課題】鉄鋼の熱間圧延を行うに際して、圧延機に生じるスラスト力を適切に打ち消すことができる熱間圧延方法を提供する。
【解決手段】鉄鋼の熱間圧延において、仕上圧延機または/および粗圧延機の圧延ロール(バックアップロールまたはワークロール)の幅方向スラスト力を測定して、バックアップロールとワークロールをクロスさせて当該スラスト力を打ち消すことを特徴とする熱間圧延方法。
(もっと読む)
成形性と母材および溶接熱影響部の疲労特性とを兼備した高強度熱延鋼板
【課題】成形性に優れるとともに、母材のみならずHAZについても疲労特性を改善しうる鋼強度熱延鋼板を提供する。
【解決手段】質量%で、C:0.05〜0.20%、Si:2.0%以下、Mn:1.0〜2.5%、Al:0.001〜0.10%、V:0.0005〜0.10%を含み、さらに、Ti:0.02〜0.20%、および/または、Nb:0.02〜0.20%を、C−12×(V/51+Ti/48+Nb/93)>0.03を満たすように含み、残部が鉄および不可避的不純物からなり、全組織に対する面積率で、フェライト:50〜90%、ベイナイト:10〜50%、マルテンサイト+残留オーステナイト:10%未満の組織を有し、前記フェライト中に存在する析出炭化物の平均粒径が6nm未満で、かつ、その析出炭化物を構成するV、TiおよびNbの合計含有量が0.02%以上である。
(もっと読む)
化成処理性に優れた高Si含有高張力冷延鋼帯の製造方法
【課題】引張強さ590MPa以上を有し、化成処理性に優れた、高Si含有高張力冷延鋼帯の製造方法を提供する。
【解決手段】質量%で、C:0.03〜0.20%、Si:0.5〜1.8%、Mn:1.5〜3.5%、P:0.1%以下、S:0.01%以下、Al:0.02〜0.1%、N:0.005%以下を含む組成の鋼素材に、粗圧延、仕上圧延からなる熱間圧延を施し、540〜640℃で巻取る熱延工程を施し、ついで、溶解量を80〜200g/m2とする酸洗処理を行う酸洗工程を施し、さらに冷間圧延工程、焼鈍工程、さらに焼鈍工程後酸洗工程とを順次施す。このような工程とすることにより、表層の粒界腐食層、さらには酸化物濃化層を除去でき、冷間圧延性に優れ、かつ化成処理性、および塗膜密着性に優れた高Si含有高張力熱延鋼帯を、容易にしかも安定して製造することができる。
(もっと読む)
低温靭性に優れた低降伏比高強度熱延鋼板およびその製造方法
【課題】鋼管素材用として好適な、低温靭性に優れた低降伏比高強度熱延鋼板を提供する。
【解決手段】質量%で、C:0.03〜0.10%、Si:0.01〜0.50%、Mn:1.4〜2.2%、Al:0.005〜0.10%、Nb:0.02〜0.10%、Ti:0.001〜0.030%、Mo:0.05〜0.50%、Cr:0.05〜0.50%、Ni:0.01〜0.50%を含み、下記(1)式で定義されるMoeqが1.4〜2.2%の範囲を満足するように含有する組成と、平均粒径が10μm以下のベイニティックフェライトを主相とし、第二相は、面積率で1.4〜15%の、アスペクト比:5.0未満の塊状マルテンサイトを含む組織であり、塊状マルテンサイトの大きさは、最大で5.0μm以下、平均で0.5〜3.0μmとすることが好ましい。Moeq(%)=Mo+0.36Cr+0.77Mn+0.07Ni・・(1)
(もっと読む)
厚中板の製造方法。
【課題】 薄く長いスラブを使用して、スラブを転回することなく厚中板を製造するに当たり、加熱炉在炉中にスラブの熱間撓みが大きくならないようにすることで、加熱炉抽出に支障が出ないようにしてスラブを加熱し、加熱炉から抽出したスラブの圧延時間を短くして圧延温度を高くし、ミスロールの発生を抑制した厚中板の製造方法を提供する。
【解決手段】 ウォーキングビーム式加熱炉に装入して加熱した2段重ねのスラブを加熱炉から抽出して、2段重ねのスラブのまま脱スケールした後、スラブ吊上げ装置で上段の厚中板用薄スラブを吊上げ、下段の厚スラブは粗圧延機に移送して熱間圧延し、下段の厚スラブを移送した後、スラブ吊上げ装置で吊上げていた上段の厚中板用薄スラブを降ろして仕上圧延機に移送して厚中板に熱間圧延することを特徴とする厚中板の製造方法。
(もっと読む)
冷間割れ性に優れたフェライト系ステンレス熱延鋼板およびその製造方法
【課題】冷間割れ性に優れたフェライト系ステンレス熱延鋼板を提供する。
【解決手段】質量%で、C:0.0010%〜0.010%、Si:0.01%〜1.0%、Mn:0.01%〜2.00%、P:0.040%未満、S:0.010%以下、Cr:10.0%〜30.0%、Cu:1.0〜2.0%、Al:0.001%〜0.10%、及び、N:0.0030%〜0.0200%をそれぞれ含有し、残部がFeおよび不可避的不純物からなる鋼組成を有し、結晶粒内において、Cuよりなる最大径5nm以下のCuクラスタの個数密度が2×1013個/mm3未満であることを特徴とする冷間割れ性に優れたフェライト系ステンレス熱延鋼板を採用する。
(もっと読む)
高強度鋼板の圧延方法
【課題】 設備の増設や製造工程の複雑化を招来することなく冷間圧延機への負荷を大幅に軽減しつつ冷間圧延を行う。
【解決手段】本発明の高強度鋼板の圧延方法は、熱間圧延機と、熱間圧延機の下流側に配備されて熱間圧延された圧延材を冷却する冷却帯と、冷却帯の下流側に配備されて冷却された圧延材を巻き取る巻取機とを備える熱間圧延設備で、圧延材としてCを0.1〜0.3mass%、Mnを1.0〜3.0mass%、Siを0.8〜2.0mass%含む高強度鋼板を圧延するに際して、熱間圧延機の最終圧延スタンドの出側温度が870℃〜900℃になるように鋼板を熱間圧延した後、冷却帯中で熱間圧延された高強度鋼板を600〜700℃の温度で10秒以上空冷し、空冷された鋼板を熱間圧延設備の下工程で冷間圧延することを特徴とするものである。
(もっと読む)
表面性状に優れるマグネシウム合金鋳造板およびその製造方法ならびに表面性状に優れるマグネシウム合金板
【課題】表面性状に優れるマグネシウム合金鋳造板およびその製造方法ならびにマグネシウム合金板を提供する。
【解決手段】質量%で、Mn:0.1〜0.4%、Al:0.5〜2.7%を含有し、さらにSr、Ca、REの1種以上を含有し、かつ、Al、Mn、Ca、Sr、REの合計質量%が1.0〜3.2%の範囲内にあり、残部がMgおよび不可避不純物からなる組成を有し、EPMA面分析におけるセル境界上のAl検出量の値が40以下であるマグネシウム合金鋳造板とし、このマグネシウム合金鋳造板を製造する際、上記成分のマグネシウム合金溶湯から溶湯直接圧延により厚み2.5〜10mmの帯状板に圧延し、このマグネシウム合金鋳造板を熱間圧延または熱間および温間圧延してマグネシウム合金板とする。
(もっと読む)
双ロール式縦型鋳造装置及び複合材料シート製造方法
【課題】アルミニウム・ケイ素合金の縦型双ロール式鋳造法で安定的にシートを採取する方法を提供する。
【解決手段】アルミニウムシリコン合金と炭化ケイ素粉末とを混合した複合材又はケイ素含有率が7%を超えるアルミニウム・ケイ素合金をシートに製造する双ロール式縦型鋳造装置であって、間隔を空けて対向した2つの銅製又は溶湯に接触する部分の厚みが10mm以下の軟鋼製にてなる一対の水冷回転ロールと水冷回転ロール12、14と、水冷回転ロール12、14上に溶湯16を受けるための堰20とを有し、堰20が、水冷回転ロール12、14の回転軸12A、14Aと平行な2つの板状の主堰22、24と、主堰22、24の端をつなぐ横堰42、44とからなり、主堰22、24の下端が水冷回転ロール12、14の表面と接触又は2mm以下の隙間を形成し、横堰42、44の側面が水冷回転ロール12、14の表面と接触又は2mm以下の隙間とする。
(もっと読む)
熱間圧延方法
【課題】本発明は、生産性の高い圧延処理ができ、次パスにおけるワークロールへの金属素材の噛み込みを円滑にできるようにした熱間圧延方法の提供を目的とする。
【解決手段】本発明は、ワークロール3aから金属素材の後端側が抜け出る際、規定長さの範囲にわたり、金属素材の通過速度を減速し、ワークロール前後の一側センサと他側センサを設け、減速点までの金属素材長さをL1、該当圧延処理工程後の金属素材の予測長さをL、減速開始直前の出側金属素材の速度をVE、ワークロールから金属素材後端が出る際の出側の金属素材速度をVE1、減速レートをγ、先進率をαとすると、金属素材長さ30m未満の際、L1=L−(VE2−VE12)/2γ(1+α)の式に従って減速ポイントを算出して自動減速圧延を行うことを特徴とする。
(もっと読む)
塗装耐食性と疲労特性に優れた熱延鋼板およびその製造方法
【課題】スケール層を有する熱延鋼板に電着焼付塗装を施した場合であっても、スケールと地鉄との密着性を損なうことが無く、且つ、良好な化成処理皮膜を形成することが可能な、塗装耐食性と疲労特性に優れた熱延鋼板およびその製造方法を提供する。
【解決手段】スケール層中のマグネタイトの体積分率を60%以上、かつ、前記マグネタイトの平均結晶粒径を3μm以下とし、スケール/地鉄界面の粗さを平均粗さRaで1.5μm以下とする。
(もっと読む)
圧延製品の製造方法および製造プラント
【課題】薄型スラブの技術により、鋳造鋼の全ての品質の製造を可能とするプラントの配置を提供するとともに、小規模のメンテナンス、ロールの交換および/または事故のための長い中断をしないで管理することが可能な圧延方法及びその設備を提供する。
【解決手段】30〜140mmの厚みの薄型スラブに鋳造される全ての品質の鋼材が用いられ、0.7〜20mmの間で変化する厚みの帯状板を得るための圧延ライン10であって、連続鋳造機11と、均質化および必要に応じて加熱を行うトンネル炉15と、荒削りトレイン18a、18b、18cと、急加熱ユニット20と、仕上げトレイン21a〜21eとを備え、荒削りトレインと仕上げトレインを形成するスタンドの数が、前記製品の厚みと薄型スラブの速度との関数として計算され、コイル−トゥ−コイル、準エンドレスまたはエンドレスの3つのモードのうちから1つを選択できる。
(もっと読む)
熱延鋼板の製造方法及び溶融亜鉛めっき鋼板の製造方法
【課題】熱間圧延で鋼板表面に酸化スケール(黒皮スケール)の生成を抑制できる熱延鋼板の製造方法を提供する。また、Si含有熱延鋼板に対して、赤スケールに起因する表面欠陥の発生を防止して、良好な外観を有する熱延鋼板の製造方法を提供する。また、不めっきや赤スケールに起因する外観不良の発生を防止して美麗な外観を有する溶融亜鉛めっき鋼板の製造に適した熱延鋼板の製造方法を提供する。また、CGLの加熱炉の形式に係わらず、不めっきや赤スケールに起因する外観不良が発生せず、美麗な外観を有する溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】鋼スラブをスラブ加熱炉にて加熱するスラブ加熱工程、加熱した鋼スラブを粗圧延機及び仕上圧延機で熱間圧延してストリップとする工程、ストリップを巻取り機で巻き取る巻取り工程を行なう熱延鋼板の製造方法において、スラブ加熱工程〜巻取り工程までの工程の雰囲気を非酸化性雰囲気にする。
(もっと読む)
板圧延機、タンデム式板圧延機及び板圧延方法
【課題】ワークの板厚分布不良を低減でき、エッジドロップの局部制御が可能な板圧延機、タンデム式板圧延機及び板圧延方法の提供。
【解決手段】軸方向一方側において漸次縮径するテーパー部を備えると共に軸方向にシフト可能なワークロールと、上記ワークロールと径方向側で隣接し、軸方向の上記テーパー部とは他方側に、軸方向のどのシフト位置でもバックアップロールと接しないように縮径されている延長バレル部を備えると共に、上記延長バレル部に寄った位置に凸中心を置いて径方向に膨出する膨出部を備えて、軸方向にシフト可能な中間ロールと、を備える板圧延機を採用する。
(もっと読む)
エッジシームを低減した熱延鋼帯の製造方法
【課題】類似規格の被圧延材におけるエッジシーム回り込み量を安定させ、余幅を少なくしつつエッジシームを低減すること。
【解決手段】幅プレスの途中または幅プレス後の圧延開始前に光学的手段によるスラブ側面形状測定(スラブ1側面をスラブ厚み方向に平行なスリット光で走査し、その反射光を捉えてスラブ側面上のスリット光映像を撮影した画像を用いて行う)をして幅プレス金型4によるスラブ叩き位置のスラブ厚み方向のずれCを算出し、これに基づいて、当該スラブの後に幅プレスする類似規格の後行スラブを対象に、スラブ側面中心と幅プレス金型中心との上下方向位置合わせをして幅プレスを行う。
(もっと読む)
Si含有鋼板の製造方法
【課題】鋼板表面温度のバラツキや冷却ムラを低減し、表面性状に優れたSi含有鋼板を製造することのできる有用な方法を提供する。
【解決手段】C:0.02〜0.6%、Si:0.2〜3.0%、Mn:0.2〜3.5%、P:0.02%以下(0%を含まない)、S:0.02%以下(0%を含まない)、Al:0.15%以下(0%を含まない)を夫々含有する鋼材を、加熱炉内の水蒸気濃度を15〜40体積%、酸素濃度を1.0体積%以下とした雰囲気中において、1173〜1300℃で15〜40分加熱し、デスケーリングした後粗圧延を行い、その後仕上げ圧延直前までの雰囲気を、酸素濃度が10体積%以下の窒素雰囲気として酸化する。
(もっと読む)
高強度熱延鋼板およびその製造方法
【課題】TSが590〜880MPa、Elが32%以上、λが70%以上で、かつ鋼板内おけるΔTSが安定して15MPa以下となる高強度熱延鋼板及びその製造方法を提供する。
【解決手段】高強度熱延鋼板が、質量%で、C:0.060〜0.150、Si:0.1以下、Mn:0.8〜1.8、P:0.030以下、S:0.005以下、Al:0.005〜0.1、N:0.005以下、Ti:0.032〜0.120、残部がFe及び不可避的不純物からなり、C、Ti、Nを数式で規定し、フェライト(F)相と、ベイナイト(B)相を含む第二相とからなり、組織全体に占めるF相の面積率が65〜80%で、組織全体に占めるF相とB相の合計の面積率が95%以上であり、F相の面積率のばらつきΔSFが2%以下で、F相と第二相のビッカース硬度差の絶対値|ΔHv|が150以下であるミクロ組織を有する。
(もっと読む)
高強度熱延鋼板およびその製造方法
【課題】TSが690〜980MPa、Elが27%以上、λが50%以上で、かつ鋼板内におけるTSのばらつきΔTSが安定して15MPa以下となる高強度熱延鋼板及びその製法を提供する。
【解決手段】高強度熱延鋼板が、質量%で、C:0.060〜0.150、Si:0.1以下、Mn:0.8〜1.8、P:0.030以下、S:0.005以下、Al:0.005〜0.1、N:0.005以下、Ti:0.032〜0.120を含み、残部Fe及び不可避的不純物からなり、C、Ti、Nを数式で規定し、フェライト(F)相とマルテンサイト(M)相を含む第二相とからなり、F相の面積率が65〜80%で、F相とM相の合計の面積率が95%以上であり、F相の面積率のばらつきΔSFが2%以下で、F相と第二相のビッカース硬度差ΔHvが250以下であるミクロ組織を有する。
(もっと読む)
1 - 20 / 218
[ Back to top ]