
Fターム[4E002AD10]の内容
Fターム[4E002AD10]に分類される特許
1 - 20 / 33
鋼板及びその鋼板からなる鋼管
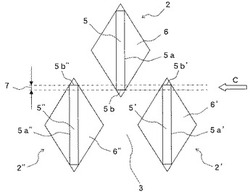
【課題】鋼管を成形する際に意匠性の悪化を防ぐと共に表面の凹凸形状の凹凸段差の低下を抑制することのできる鋼板及びその鋼板からなる鋼管を提供する。
【解決手段】鋼板の一方の表面には、複数の凸部2及び隣り合う凸部2間の凹部3からなる凹凸形状が形成されている。凸部2は、凹部3からの高さが最も高い位置に形成され凹部3と平行な長方形形状の平坦な頂上部5と、頂上部5の周縁5aから凹部3に向かって傾斜する傾斜面6とを有している。鋼板の表面に平行且つ各頂上部5の長手方向に垂直な方向から見ると、凸部2の頂上部5は、隣り合う凸部2’及び2”それぞれの頂上部5’及び5”と部分的に重なり合い、ラップ代7が構成される。
(もっと読む)
表面に凹凸模様を有する鋼板の製造方法

【課題】意匠性や滑り止めなどの機能性が要求される凹凸模様鋼板を多段圧延によって製造するにあたり、凹凸模様形状によらずワークロールの耐久性を落とすことなく、低コストでの凹凸模様鋼板の工業生産を可能とする方法を提案する。
【解決手段】表面に凹凸部を有したワークロールを用いた多段圧延機で圧延して金属帯板表面に凹凸模様を形成する際、胴長方向の一部を小径化した部位に凹凸部を有するロールを少なくとも一方のワークロールとして用いた多段圧延機で圧延する。
ワークロールとしては、ロールの胴長方向の両側部を残し中央部のみ小径化したロールを用いることが好ましい。
(もっと読む)
金属帯の冷間圧延機および冷間圧延方法
【課題】ステンレス鋼帯あるいはステンレス箔などの金属帯Sを冷間圧延する際に金属帯Sに光沢ムラが発生するのを防止できる、あるいは圧延荷重を低減しても良好な圧延が可能となる、金属帯の冷間圧延機および冷間圧延方法を提供する。
【解決手段】金属帯Sの冷間圧延に用いる圧延機100の上ワークロール1aの軸芯Xaを下ワークロール1bの軸芯Xbに対して金属帯Sの搬送方向Aにオフセットさせて圧延する。
(もっと読む)
縞鋼板の圧延後冷却方法
【課題】熱間圧延ラインの冷却設備で、突起面を上面にして搬送される圧延後の縞鋼板を冷却する場合に、スケールが剥がれにくく、コイル巻き取りまでに鋼板の上面に冷却水が残らない縞鋼板の圧延後冷却方法を提供する。
【解決手段】仕上げ圧延機2の出側直下流に設けられた急冷装置5で縞鋼板1の上下面に冷却水を吹き付けて所定の温度まで冷却し、急冷装置5内の急冷工程直下流の水切りロール9で縞鋼板1の上面の冷却水を水切りし、その下流に設けられた所定長の冷却ライン7で縞鋼板1の下面にのみ所定量の冷却液を吹き付けると共に、必要に応じてパージ装置6から縞鋼板1の上面にエアを吹き付けて冷却水を吹き飛ばすことにより、縞鋼板1を速やかに早く冷却すると共に縞鋼板1の上面の冷却水を速やかに除去する。
(もっと読む)
金属板
【課題】金タワシのステンレス繊維がシンク表面に擦れることによる疵の付着、塗装の剥離を防止する。
【解決手段】最大径が直径0.45mm未満であって深さが5〜30μmである複数の微小凹部13が形成された基板11上に、微小凹部13より径大の凸部12を設けたことによるエンボス模様41を形成し、基板11には、その表層に着色塗装を施した着色塗装付きエンボス板1を、実用時において微小凹部13以外に塗布された着色塗装の一部又は全部が剥離した場合であっても、微小凹部13に蓄積した着色塗料により着色塗装付きエンボス板1全体からその色彩を発揮させる。
(もっと読む)
摺動部材用鋼板
【課題】スクロール式コンプレッサーなどの回転部位に用いられるスラスト軸受の代替となり、全方向で安定した摺動性と、曲げ加工などにおいて良好な加工性を有する、表面に凹凸模様が形成された摺動部材用鋼板を提供する。
【解決手段】表面に凹凸模様を有する摺動部材用鋼板であって、鋼板表面の凹凸模様が複数の凹部からなり、鋼板の幅方向に隣接する凹部10が鋼板の長手方向に隣接する二個の凹部10に挟まれる領域に入り込むように互いに千鳥配置とする。
(もっと読む)
台車が上を走行する産業用床を製造するための金属縞薄板、圧延によりこのような薄板を得ることを可能にする彫刻ロール
凹凸模様付き異形断面条およびその製造方法
【課題】軽量化と強度確保が実現できる両端部にフランジを有し、好ましくは板幅方向で段差形状となっている低コストの異形断面条とその製造方法を提供する。
【解決手段】両端部にフランジを有する異形断面条の外表面および/又は内表面の全体あるいは部分領域に凹凸形状を付与する。凹凸形状を成形および付与する方法としては、所定の断面形状に応じたプロフィールを持つロールと表面に凹凸模様を有したロールを四方ロール圧延機に配置して、圧延によって実施する。
(もっと読む)
αアルミナを得るために熱処理されたアルミニウムシートと、接合圧延により表面に埋め込まれる、凹凸を表面に有する他のシートとを具備する金属集成体の製造方法
電気光学的または電気機械的な構造部材または摺動部材
本発明は、CuまたはCu合金帯板、AlまたはAl合金帯板、FeまたはFe合金帯板、TiまたはTi合金帯板、NiまたはNi合金帯板または特殊鋼帯板からなる金属帯板またはそれから製造された薄板の圧延された金属基体からなる、電気光学的または電気機械的な構造部材、特にLED、コネクタあるいはリードフレーム、または摺動部材に関する。この表面の構造は、高い反射性の表面被覆の場合であっても、光学的な方法での接合を可能にし、同時に使用中の部材の機能性を改善する。 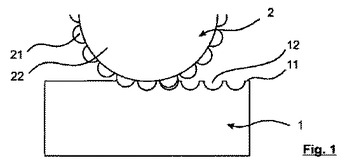 (もっと読む)
(もっと読む)
ディンプル板およびその製造方法、並びに放熱板およびその製造方法
【課題】放熱板の厚さ方向の熱伝導率を高くし、かつ、放熱板の厚さ方向における放熱特性を放熱板の部分によらず均一に維持することができ、さらに、Invar比が大きく、板面方向の熱膨張係数が低い放熱板を実現できるディンプル板およびその製造方法、並びに放熱板およびその製造方法を提供する。
【解決手段】平板5の表面に、平板5の長手方向と幅方向に所定のピッチで形成された複数のディンプル2を有するディンプル板1において、ディンプル2の幅方向のピッチが0.5mm以下であり、平板5の表面積に対して、ディンプル2の底部にて平板5を貫通する空孔3が形成されている領域の面積の割合が15%以下である。
(もっと読む)
圧延板、および圧延板の製造方法
【課題】マグネシウム合金からなる板材であって、薄くても剛性が高い板材、およびその製造方法を提供する。
【解決手段】圧延板本体10と、この本体10に一体化され、本体10厚さの10倍以上の長さを有する突条20とを有し、マグネシウム合金からなる圧延板1とする。突条20は、圧延板1におけるリブの役割を果たすので、圧延板1の剛性を大きく向上させることができる。このような圧延板1は、外周に凹溝Gを有する圧延ロールRを用意し、この圧延ロールRによりマグネシウム合金からなる素材を圧延することで得ることができる。
(もっと読む)
エンボス圧延加工用ロールおよび銅条・銅箔の製造方法
【課題】生産能率や製造歩留まりの低下を引き起こすことなく、銅条材や銅箔材の表面に所望の寸法の微細な凸状の立体パターンを常に正確かつ均一に形成することが可能なエンボス圧延加工用ロール、銅条・銅箔の製造方法を提供する。
【解決手段】エンボス凹型穴15が無限軌条状のベルト材の外周面に形成され、かつエンボス凹型穴15に連なりベルト材の厚さ方向を貫通するように伸びてその方向へと余剰な圧延油を逃がすように設定された圧延油逃し孔3が形成された金型本体ベルト1と、金型本体ベルト1の内周面に外周面が接触してその外周面の回転運動を金型本体ベルト1の内周面に伝達することで、金型本体ベルト1を無限軌条的に運動させるためのロール軸体2と、ロール軸体2と共に金型本体ベルト1に対して所定のテンションを掛け、エンボス圧延加工用ロール10を用いて、凸状の立体パターンを被加工物である銅条材の表面に形成する。
(もっと読む)
金属シート成形用ロールおよび金属シートの成形方法
【課題】金属の塑性変形を利用して金属シート表面に凸部を成形できる金属シート成形用ロールおよびそれを用いる金属シートの成形方法を提供することである。
【解決手段】 同一の軸線を有する第1胴部10、第2胴部11、12および軸部13、14を含み、第1胴部10を、その表面に複数の凹部が形成されるロール部材とし、第2胴部11、12を、第1胴部10の軸線方向の両端面20a、20bから第1胴部10に離反する方向に延び、その径が第1胴部10の軸線方向端部の径よりも小さいロール部材とし、軸部13、14を、第2胴部11、12の軸線方向の端面21a、21bから第1胴部10に離反する方向に延び、その径が第2胴部11、12の径よりも小さいロール部材とし、第1胴部10と第2胴部との間に段差がある金属シート成形用ロールを用いて金属シートを加圧成形する。
(もっと読む)
エンボス圧延加工用ロールおよび銅条・銅箔の製造方法
【課題】 生産能率や製造歩留まりの低下を引き起こすことなく、被加工物の銅条材や銅箔材の表面に所望の寸法の微細な凸状の立体パターンを常に正確かつ均一に形成する。
【解決手段】 所望の凸状の立体パターン9を被加工物(銅条材5)の表面に形成するためのエンボス凹型穴15が中空円筒状のスリーブ材の外周面に形成され、かつ前記エンボス凹型穴15に連なり前記スリーブ材の円筒中心方向へと伸びて当該方向へと余剰な圧延油8b、8cを逃がすように設定された圧延油逃し孔3が形成された金型本体スリーブ1と、外周に前記金型本体スリーブ1が同軸的に重ね合わされて、前記金型本体スリーブ1と共に回転するように設定されたロール軸体2とを備えて、圧延油8aを用いつつ前記金型本体スリーブ1の外周面を前記ロール軸体2と共に回転させながら前記被加工物である銅条材5の表面に押圧させることで、前記凸状の立体パターン9を前記被加工物(銅条材5)の表面に形成する。
(もっと読む)
摩擦低減テクスチャ表面を有する金属シート及びプレート並びにそれらの製造方法
【解決手段】
摩擦低減テクスチャ表面を有する金属シート及びプレート並びにこれらの金属シート及びプレートを製造する方法を開示する。一実施例において、少なくとも1つの表面に溝が刻設された少なくとも1つの金属製品を含む輸送容器が提供され、溝が刻設された少なくとも1つの表面を有する少なくとも1つの金属製品を含んでおり、溝が刻設された表面はリブレット形体を形成し、該リブレット形体は、複数の隣接する永久的ローリングされた長手リブレットが表面の少なくとも一部に沿って延びており、リブレット形体は、該リブレット形体を保護するために構成された少なくとも1つのコーティングでコートされている。一実施例において、複数の隣接する永久的ローリングされた長手リブレットは、摩擦低減テクスチャ表面となる。一実施例において、金属製品は航空機の少なくとも一部分を製造するのに用いられる。一実施例において、金属製品はロータブレードの少なくとも一部分を製造するのに用いられる。
(もっと読む)
固体高分子型燃料電池用セパレータ製造装置
【課題】低コスト・高耐久型の固体高分子型燃料電池に適用でき、加工後の捻れやうねりが極めて少ない密閉性に優れた燃料電池用セパレータの製造装置を提供する。
【解決手段】上下一対のロールの軸方向中央部に、第1凹凸部(11a、11b)と、前記第1凹凸部(11a、11b)より外側で、前記第1凹凸部(11a、11b)のコーナー部近傍の4箇所のみに、それぞれエンボス状凹凸部(12a−1、12a−2、12a−3、12a−4、12b−1、12b−2、12b−3、12b−4)を有する1段目の圧下ロールと、上下一対のロール軸方向中央部に前記第1凹凸部と対応する第2凹凸部を有する2段目の圧下ロールからなるロール列を有する。
(もっと読む)
複合粗面化鋼板およびその製造法
【課題】ステンレス鋼ではない普通鋼や特殊鋼の鋼板において、接着剤や塗料との密着性に優れた粗面化鋼板を提供する。
【解決手段】質量%で、C:0.10〜0.38%、Si:0.35%以下、Mn:0.30〜0.90%、P:0.030%以下、S:0.035%以下、残部Feおよび不可避的不純物の組成を有する鋼板の表面に、ダルロール圧延による第1の凹凸と、その凹凸の上にエッチングによるピッチの小さい第2の凹凸を形成して、圧延方向に測定した中心線平均粗さRaを0.6〜1.5μm、最大高さRyを5.0〜15.0μmとした複合粗面化鋼板。この複合粗面化鋼板は、上記組成の鋼板にダルロール圧延を施して圧延方向に測定した中心線平均粗さRaが0.4μm以上の第1の凹凸を形成した後、塩酸水溶液に浸漬して前記第1の凹凸の上にピッチの小さい第2の凹凸を形成する手法によって製造できる。
(もっと読む)
金属箔材の製造方法
【課題】 エンボス圧延ロールのエンボス金型における凹状の立体的パターンの空間内が圧延油の充満に因って塞がれた状態となることを回避すると共に、金属箔材のエンボス金型への固着を回避して、エンボス金型における凹状の立体的パターンを転写してなる凸状のパターンを確実かつ正確に形成する。
【解決手段】 エンボス圧延プロセスに先立って、圧延油8がエンボス圧延ロールであるワークロール1のエンボス金型における凹状の立体的パターン10の空間内に所定量を超えて充満することなく、かつ金属箔材5がエンボス金型に固着することのないように、金属箔材5の表面上における圧延油8の被膜圧延油量を調節して、金属箔材5の表面に圧延油8aを塗油した状態としておき、その後、ワークロール1を回転させながら金属箔材5の表面に押圧することで、金属箔材5の表面にエンボス金型の凹状の立体的パターン10を転写してなる凸状のパターン9を含んだエンボスパターンを形成する。
(もっと読む)
熱交換用の金属プレートの製造方法
【課題】核沸騰を促進する形状を簡単に製造することができるようにする。
【解決手段】核沸騰を促進させる核沸騰促進部8が表面に形成された熱交換用の金属プレートの製造方法であって、核沸騰促進部8の形成にあたっては、移送している金属プレート5の表面に加工ロール3の加工部7を押圧することで金属プレート5の表面に凸状の被加工部6を形成すると共に、この被加工部6を加工ロール3の加工部7で切り欠くことで核沸騰促進部8を形成する。
(もっと読む)
1 - 20 / 33
[ Back to top ]