
Fターム[4E002AD13]の内容
Fターム[4E002AD13]に分類される特許
1 - 20 / 71
圧延銅箔
【課題】銅箔表面近傍のせん断帯を抑制し、屈曲性が向上した圧延銅箔を提供する。
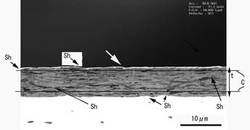
【解決手段】再結晶組織の面積率が50%未満(0%を含む)であり、かつ圧延平行断面から見て、銅箔表面から厚み方向に銅箔厚みの1/10の深さの線を横切って該表面に到達するせん断帯が表裏面の合計値で0.1本/μm以下である圧延銅箔である。
(もっと読む)
圧延銅箔

【課題】再結晶前後の寸法変化が小さく、かつ寸法変化の異方性が小さい圧延銅箔を提供する。
【解決手段】圧延平行断面から見て、好ましくは、350℃で30分焼鈍前の圧延平行断面から見て、或いは最終冷間圧延後において、圧延平行断面から見て、銅箔表面から厚み方向に1μmの深さの線Cを横切って該表面に到達するせん断帯の本数が、表裏面の合計値で0.1本/μm以下である圧延銅箔である。350℃で30分間焼鈍前、或いは焼鈍後において、再結晶組織の面積率が50%未満(0%を含む)である。最終冷間圧延において、最終5パスの中で前のパスより加工度が高いパスが存在し、当該5パス中のいずれかのパスの最大加工度が40%を超え、かつ最終パスでの加工度が前記5パス中で最小となり、鋳塊を熱間圧延後、冷間圧延と焼鈍とを繰り返し、最後に最終冷間圧延を行って製造され、当該最終冷間圧延の総加工度が98.5%以下である圧延銅箔である。
(もっと読む)
圧延銅箔
【課題】再結晶前後の寸法変化が小さく、かつ寸法変化の異方性が小さい圧延銅箔を提供する。
【解決手段】 350℃で30分間焼鈍前後の寸法変化率が、圧延平行方向と圧延直角方向でいずれも0〜0.01%である圧延銅箔である。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】圧延平行方向に測定した表面の60度光沢度G60RDが100以上300以下で、200℃で30分間加熱して再結晶組織に調質した状態において、圧延面のX線回折で求めた200回折強度(I)が、微粉末銅のX線回折で求めた200回折強度(I0)に対し、20≦I/I0≦40であり、銅箔表面で圧延平行方向に長さ175μmで、かつ圧延直角方向にそれぞれ50μm以上離間する3本の直線上で、オイルピットの最大深さに相当する各直線の厚み方向の最大高さと最小高さの差の平均値dと、前記銅箔の厚みtとの比率d/tが0.1以下であり、圧延平行方向に測定した表面の60度光沢度G60 RDと、圧延直角方向に測定した表面の60度光沢度G60 TDとの比率G60 RD /G60 TDが0.8未満である圧延銅箔である。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】銅箔表面で圧延平行方向に長さ175μmで測定した表面粗さRaと、前記銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、200℃で30分間加熱して再結晶組織に調質した状態において、圧延面のX線回折で求めた200回折強度(I)が、微粉末銅のX線回折で求めた200回折強度(I0)に対し、20≦I/I0≦40であり、銅箔表面で圧延平行方向に長さ175μmで、かつ圧延直角方向にそれぞれ50μm以上離間する3本の直線上で、オイルピットの最大深さに相当する各直線の厚み方向の最大高さと最小高さの差の平均値dと、銅箔の厚みtとの比率d/tが0.1以下であり、コンフォーカル顕微鏡で測定したときのオイルピットの面積率が6%以上15%以下である圧延銅箔である。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、銅箔の取り扱い時に表面にキズが生じ難く、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】表面粗さRaと、銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、集束イオンビームを用い、銅箔の圧延平行方向に沿う長さ25μmの断面を作製し、該断面の走査イオン顕微鏡像を観察したとき、銅箔の厚み方向へのせん断帯の到達深さのLsの平均値Lsaが、銅箔の厚みtに対し、0.01≦Lsa/t≦0.4の関係を満たす圧延銅箔である。
(もっと読む)
グラフェン製造用銅箔、グラフェン製造用銅の製造方法、及びグラフェンの製造方法
【課題】大面積のグラフェンを低コストで生産可能なグラフェン製造用銅箔及びそれを用いたグラフェンの製造方法を提供する。
【解決手段】銅箔基材の表面に、厚み5μm未満の銅めっき層を設けてなり、水素を20体積%以上含有し残部アルゴンの雰囲気中で、1000℃で1時間加熱後の前記銅めっき層表面の圧延平行方向及び圧延直角方向の60度光沢度が共に300%以上である。
(もっと読む)
圧延銅箔、並びにこれを用いた負極集電体、負極板及び二次電池
【課題】タフピッチ銅または無酸素銅を素材とする圧延銅箔を改良することにより、リチウムイオン二次電池をはじめとする二次電池の負極集電体材料として好適な、充放電サイクル寿命に優れる圧延銅箔、並びにこれを用いた負極集電体、負極板及び二次電池を提供する。
【解決手段】本発明は、200℃で30分間焼鈍することにより、引張強さが250MPa以下に低下し、Cube方位{001}<100>面積率が30%以上、Brass方位{110}<112>面積率が20%以下、Copper方位{112}<111>面積率が20%以下なる結晶方位が発現し、オイルピットの面積率が3〜20%であり、圧延方向と直交する方向の算術平高さRaが0.05〜0.12μmであることを特徴とする、良好なサイクル特性を有する二次電池の負極集電体用銅箔である。
(もっと読む)
銅箔及びそれを用いた銅張積層板
【課題】銅張積層板に用いたときに曲げ性に優れた銅箔及びそれを用いた銅張積層板を提供する。
【解決手段】厚み5〜30μm、350℃で0.5時間焼鈍後のI(220)/I(200)が0.11以下で、かつ350℃で0.5時間焼鈍後の加工硬化指数が0.3以上0.45以下の銅箔である。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、銅箔の取り扱い時に表面にキズが生じ難く、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】表面粗さRaと、銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、集束イオンビームを用い、銅箔の圧延平行方向に沿う長さ25μmの断面を作製し、該断面の走査イオン顕微鏡像を観察したとき、銅箔の厚み方向へのせん断帯の到達深さのLsの平均値Lsaが、銅箔の厚みtに対し、0.01≦Lsa/t≦0.4の関係を満たす圧延銅箔である。
(もっと読む)
銅箔及びそれを用いた二次電池
【課題】二次電池の集電体に用いた場合に充放電によるクラックや破断の発生を防止した銅箔及びそれを用いた二次電池を提供する。
【解決手段】厚み5〜30μmであり、350℃で0.5時間焼鈍後に、加工硬化指数が0.3以上0.45以下となり、かつI(220)/I(200)が0.11以下となる銅箔である。
(もっと読む)
グラフェン製造用銅箔及びそれを用いたグラフェンの製造方法
【課題】大面積のグラフェンを低コストで生産可能なグラフェン製造用銅箔及びそれを用いたグラフェンの製造方法を提供する。
【解決手段】圧延平行方向及び圧延直角方向の60度光沢度が共に500%以上であり、1000℃で1時間加熱後の平均結晶粒径が200μm以上であるグラフェン製造用銅箔である。
(もっと読む)
グラフェン製造用銅箔及びそれを用いたグラフェンの製造方法
【課題】大面積のグラフェンを低コストで生産可能なグラフェン製造用銅箔及びそれを用いたグラフェンの製造方法を提供する。
【解決手段】圧延平行方向及び圧延直角方向の60度光沢度が共に500%以上であり、水素を20体積%以上含有し残部アルゴンの雰囲気中で1000℃で1時間加熱後の平均結晶粒径が200μm以上であるグラフェン製造用銅箔である。
(もっと読む)
Zn−Al−Cu合金圧延材およびそのZn−Al−Cu合金圧延材の製造方法
【課題】CuをAlと共に合金元素として亜鉛に添加してろう付け接合後の疲労強度を高めても、圧延加工時に素材に割れが発生することがない、ろう付け用の亜鉛合金箔を得るための中間素材、或いはそのままでろう付け用亜鉛合金箔として用いることができるZn−Al−Cu合金圧延材およびその製造方法を提供することを課題とする。
【解決手段】Alを3.5〜18質量%、Cuを1〜3.5質量%含有し、残部がZnおよび不可避的不純物であって、平均結晶粒径が10〜40μmの単体Cu粒が500μm2あたり4個以上存在し、且つ、厚みが80〜150μmである。
(もっと読む)
金属帯の冷間圧延機および冷間圧延方法
【課題】ステンレス鋼帯あるいはステンレス箔などの金属帯Sを冷間圧延する際に金属帯Sに光沢ムラが発生するのを防止できる、あるいは圧延荷重を低減しても良好な圧延が可能となる、金属帯の冷間圧延機および冷間圧延方法を提供する。
【解決手段】金属帯Sの冷間圧延に用いる圧延機100の上ワークロール1aの軸芯Xaを下ワークロール1bの軸芯Xbに対して金属帯Sの搬送方向Aにオフセットさせて圧延する。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】銅箔表面で圧延平行方向に長さ175μmで測定した表面粗さRaと、前記銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、200℃で30分間加熱して再結晶組織に調質した状態において、圧延面のX線回折で求めた(200)面の強度(I)が、微粉末銅のX線回折で求めた(200)面の強度(I0)に対し、I/I0≧50であり、銅箔表面で圧延平行方向に長さ175μmで、かつ圧延直角方向にそれぞれ50μm以上離間する3本の直線上で、オイルピットの最大深さに相当する各直線の厚み方向の最大高さと最小高さの差の平均値dと、銅箔の厚みtとの比率d/tが0.1以下であり、コンフォーカル顕微鏡で測定したときのオイルピットの面積率が6%以上15%以下である圧延銅箔である。
(もっと読む)
リチウムイオン二次電池ラミネートケース用フェライト系ステンレス鋼箔および製造法
【課題】リチウムイオン二次電池ケース用のラミネートシートに用いるフェライト系ステンレス鋼箔であって、それを用いたラミネートシートにおいて良好なプレス成形性および熱融着部での優れた耐剥離性が発揮されるステンレス鋼箔を提供する。
【解決手段】質量%で、C:0.050%以下、Si:0.10〜1.00%、Mn:1.00%以下、Cr:11.0〜14.0%、Al:0〜0.003%、N:0.050%以下、残部Feおよび不可避的不純物からなる組成を有する厚さ40〜150μmのステンレス鋼箔であって、箔厚をt、箔中に存在する非金属介在物の箔厚方向粒子径をkとするとき、個々の非金属介在物がk/t≦0.02の関係を満たし、非金属介在物の面積割合が0.1%以下に調整された表面を箔の少なくとも片面に有するリチウムイオン二次電池ラミネートケース用フェライト系ステンレス鋼箔。
(もっと読む)
電子部品用銅又は銅合金圧延箔及びその製造方法
【課題】従来の銅又は銅合金圧延箔より高い耐折性を持つ圧延箔を提供する。
【解決手段】厚さ200μm未満であり、EBSD法にて測定した全ての結晶粒界長さLに対する特殊粒界長さLσの比率(Lσ/L)が60%以上であり、銅又は銅合金からなる鋳塊の熱間圧延工程の後に、粗冷間圧延及びその歪みを除去する焼鈍処理を行い、その後、仕上げ圧延及び熱処理を行って、粗冷間圧延前の板厚と仕上げ圧延後の板厚から計算される総圧延率が93%以上で、厚さを200μm未満の圧延箔とする冷間圧延工程とを有するとともに、前記仕上げ圧延及び熱処理は、圧下率が5〜25%の仕上げ冷間圧延と、被加工材の再結晶温度をTs(℃)としたときに、熱処理温度Ta(℃)を(Ts−150)<Ta<(Ts+150)とし、熱処理時間を5〜3600秒とした仕上げ再結晶熱処理とを行って、圧延箔を部分再結晶化させる。
(もっと読む)
フレキシブルプリント配線板用銅箔及びその製造方法
【課題】屈曲部を有するFPCに好適な銅箔を提供する。
【解決手段】柔軟性樹脂基板と銅箔から形成された配線とを備え、配線の少なくとも一箇所の屈曲部における稜線が銅箔の長さ方向と2.9〜87.1°の角度を成すフレキシブルプリント配線板の配線部材として用いられる銅箔であって、360℃×6分間の熱処理を施して該銅箔を再結晶させると、厚み方向のX線回折で求めた(200)面の強度(I)が微粉末銅のX線回折で求めた(200)面の強度(I0)に対してI/I0≧25である立方体集合組織が発現し、さらに銅箔の長さ方向に対し45°方向の伸びが、銅箔の長さ方向に対し0°および90°方向の伸びの4倍以上である伸び特性が発現するフレキシブルプリント配線板用銅箔。
(もっと読む)
電池集電体用アルミニウム硬質箔
【課題】ある程度の強度を有し、優れた伸びを有すると共に、且つ電気抵抗の低い電池集電体用アルミニウム硬質箔を提供する。
【解決手段】Fe:0.2〜1.3質量%、Cu:0.01〜0.5質量%を含有し、Si:0.2質量%以下に抑制し、残部がAlおよび不可避的不純物からなり、純度が98.0質量%以上であるとともに、サブグレインのサイズが厚み方向で0.8μm以下、圧延方向で45μm以下であることを特徴とする。
(もっと読む)
1 - 20 / 71
[ Back to top ]