
Fターム[4E002BC01]の内容
Fターム[4E002BC01]に分類される特許
1 - 20 / 82
熱間圧延装置および熱間圧延方法
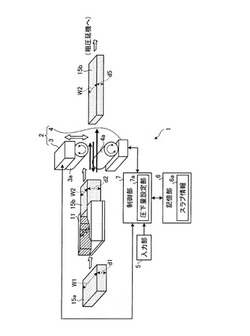
【課題】たとえ未圧延の被圧延金属材を熱間圧延する場合であっても、被圧延金属材の厚みに応じて被圧延金属材を最大限に圧下でき、これによって、所望の厚みに被圧延金属材を熱間圧延するまでに必要な熱間圧延処理の回数を低減して、熱間圧延後の金属材を用いた金属製品の生産効率を向上できること。
【解決手段】本発明の一態様にかかる熱間圧延装置1は、被圧延金属材の一例であるスラブ15bを熱間圧延する可逆回転圧延機2と、制御部7とを備える。制御部7は、1パス目の正圧延処理の際に、スラブ15bの圧延前の厚みd2に応じて設定した最大圧下量まで圧延ロール3aを圧下して、スラブ15bのうちの先端部以外を熱間圧延するように可逆回転圧延機2を制御する。また、制御部7は、2パス目の逆圧延処理の際に、少なくとも、この圧延し残した先端部を熱間圧延するように可逆回転圧延機2を制御する。
(もっと読む)
圧延銅箔

【課題】銅箔表面近傍のせん断帯を抑制し、屈曲性が向上した圧延銅箔を提供する。
【解決手段】再結晶組織の面積率が50%未満(0%を含む)であり、かつ圧延平行断面から見て、銅箔表面から厚み方向に銅箔厚みの1/10の深さの線を横切って該表面に到達するせん断帯が表裏面の合計値で0.1本/μm以下である圧延銅箔である。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】銅箔表面で圧延平行方向に長さ175μmで測定した表面粗さRaと、前記銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、200℃で30分間加熱して再結晶組織に調質した状態において、圧延面のX線回折で求めた200回折強度(I)が、微粉末銅のX線回折で求めた200回折強度(I0)に対し、20≦I/I0≦40であり、銅箔表面で圧延平行方向に長さ175μmで、かつ圧延直角方向にそれぞれ50μm以上離間する3本の直線上で、オイルピットの最大深さに相当する各直線の厚み方向の最大高さと最小高さの差の平均値dと、銅箔の厚みtとの比率d/tが0.1以下であり、コンフォーカル顕微鏡で測定したときのオイルピットの面積率が6%以上15%以下である圧延銅箔である。
(もっと読む)
帯鋼又は鋼板の製造方法
【課題】
従来、比較的厚さが薄く、幅が狭い帯鋼又は鋼板を製造するためには、通常の熱延鋼板又は冷延鋼板を所定の厚さまで圧延し、スリットして更に圧延するか、予めスリットしてから所定の厚さまで圧延する。スリット工程の省略、スタート材から製品までの歩留まり向上、薄帯鋼板から製品までの歩留まり向上、小規模な設備による製造の可能性、少量で多品種の製品から大量で特定の品種の製造までに利用可能な帯鋼又は鋼板の製造方法を提案する。
【解決手段】
市販されている炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼をスタート材とし、冷間温度域において最終厚さまで平ロールで圧延する方法、又は、先ず孔型ロールで冷間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか若しくは先ず孔型ロールで温間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか、のいずれかとし、スタート材から中間材及び最終材の所定の段階までに、大ひずみを導入する。
(もっと読む)
鋼片の圧延方法
【課題】(長さ/幅)の比や(長さ/厚さ)の比が3より小さい鋼片であっても、よりクロップ低減を図ることが可能な鋼片の圧延方法を提供する。
【解決手段】複数パスのリバース圧延によって幅圧下圧延を行う鋼片1の圧延方法である。上記複数パスの少なくとも連続する2パスにおいて、1パス目で一方から予め設定した長さだけ噛み戻し圧延を行い、2パス目で、反対側から圧延する。上記2パス目の圧延速度の最大値を20[m/分]以上50[m/分]以下とした。
(もっと読む)
高能率熱延鋼板の製造方法
【課題】粗圧延機の上流側に幅プレス装置が設置されている熱間圧延ライン(特に、後から幅プレス装置を導入した熱間圧延ライン)において、大幅な設備投資を招くことなく、生産能率を向上させることができる高能率熱延鋼板の製造方法を提供する。
【解決手段】幅プレス装置14と粗圧延機16の距離(A)に対して、幅プレス後の当該スラブ12の長さ(B)と、粗圧延最終パス前の前スラブ13の長さ(C)の合計(B+C)を比較し、(B+C)が(A)を超える時((B+C)>A)は、前スラブ13の粗圧延が終了してから、当該スラブ11の幅プレスを開始し、(B+C)が(A)以下である時((B+C)≦A)は、前スラブ13の粗圧延が終了しているか否かにかかわらず、当該スラブ11の幅プレスを開始する。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、銅箔の取り扱い時に表面にキズが生じ難く、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】表面粗さRaと、銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、集束イオンビームを用い、銅箔の圧延平行方向に沿う長さ25μmの断面を作製し、該断面の走査イオン顕微鏡像を観察したとき、銅箔の厚み方向へのせん断帯の到達深さのLsの平均値Lsaが、銅箔の厚みtに対し、0.01≦Lsa/t≦0.4の関係を満たす圧延銅箔である。
(もっと読む)
T形鋼の製造方法
【課題】T形鋼の左右曲がりを防止するユニバーサル圧延方法方法を提供する。
【解決手段】略T字形状に粗成形されたT形鋼片に対し、ユニバーサル圧延機によりウェブとフランジを圧下するとともにエッジャ圧延機によりフランジの端面を圧下する中間圧延工程を有するT形鋼の製造方法において、ユニバーサル圧延機による各圧延パスにおけるフランジ圧下率rfとウェブ圧下率rwの差rf−rwを圧下率差とし、中間圧延工程におけるユニバーサル圧延機の各圧延パスでの前記圧下率差が0〜10%、且つ、中間圧延工程を圧延初期、圧延中期、圧延後期に分けたときの各期の圧延パスの平均圧下率差が下記(1)式を満たし、好ましくは圧延初期の平均圧下率差を7%±3%、圧延後期の平均圧下率差を2%±2%とする。
(圧延初期の平均圧下率差)>(圧延中期の平均圧下率差)>(圧延後期の平均圧下率差) ・・・・・・(1)
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】銅箔表面で圧延平行方向に長さ175μmで測定した表面粗さRaと、前記銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、200℃で30分間加熱して再結晶組織に調質した状態において、圧延面のX線回折で求めた(200)面の強度(I)が、微粉末銅のX線回折で求めた(200)面の強度(I0)に対し、I/I0≧50であり、銅箔表面で圧延平行方向に長さ175μmで、かつ圧延直角方向にそれぞれ50μm以上離間する3本の直線上で、オイルピットの最大深さに相当する各直線の厚み方向の最大高さと最小高さの差の平均値dと、銅箔の厚みtとの比率d/tが0.1以下であり、コンフォーカル顕微鏡で測定したときのオイルピットの面積率が6%以上15%以下である圧延銅箔である。
(もっと読む)
双ロール式縦型鋳造装置及び複合材料シート製造方法
【課題】アルミニウム・ケイ素合金の縦型双ロール式鋳造法で安定的にシートを採取する方法を提供する。
【解決手段】アルミニウムシリコン合金と炭化ケイ素粉末とを混合した複合材又はケイ素含有率が7%を超えるアルミニウム・ケイ素合金をシートに製造する双ロール式縦型鋳造装置であって、間隔を空けて対向した2つの銅製又は溶湯に接触する部分の厚みが10mm以下の軟鋼製にてなる一対の水冷回転ロールと水冷回転ロール12、14と、水冷回転ロール12、14上に溶湯16を受けるための堰20とを有し、堰20が、水冷回転ロール12、14の回転軸12A、14Aと平行な2つの板状の主堰22、24と、主堰22、24の端をつなぐ横堰42、44とからなり、主堰22、24の下端が水冷回転ロール12、14の表面と接触又は2mm以下の隙間を形成し、横堰42、44の側面が水冷回転ロール12、14の表面と接触又は2mm以下の隙間とする。
(もっと読む)
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分には凸状の段差部を有さず、少なくとも中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分にH形鋼最終製品のウェブに付与する板厚差の1/2以上の高さの凸状段差部を有することを特徴とするものである。
(もっと読む)
サイジングプレスの操業方法
【課題】本発明は、サイジングプレスの予測プレス荷重の精度向上を課題とし、それを実際の現場でも使える程度に簡便な方法で実現し、サイジングプレスの効率的な使用に供し、結果としてサイジングプレスの生産性の向上を果たすことを目的とする。
【解決手段】鉄鋼スラブをサイジングプレス装置で幅圧下プレスする方法において、プレス荷重実績値とそれに対応するプレス荷重予測値に基づいて、それ以降のパスにおけるプレス荷重予測値を補正し、当該プレス荷重予測値を設定して幅圧下プレスすることを特徴とする鉄鋼スラブのサイジングプレス装置の操業方法であり、さらにピンチロールによりスラブを搬送することにより、一層効果を高めることができる。
(もっと読む)
熱間圧延方法
【課題】圧延時の圧着によるザクの解消をより効率的に促進することが可能な、手法を与える。
【解決手段】鋼材に、2軸以上の方向に圧延ロールによる圧下を施すに当たり、該圧延ロールとして、ロール直径:800mm以上、かつ(ロール直径)/(被圧延鋼材厚さ):2.5以上のロールを用いて、圧下時の鋼材の中心部温度:950℃以上1300℃以下、鋼材の中心部と表面の温度差:30℃以上、1パスの圧下率:10%以上および鋼材表面各部のロールとの接触時間:0.10秒以上5秒未満を満足するパスを、少なくとも1回は施したのち、当該パスとは別方向からの圧下が加わるまでに10秒以上の間隔を設ける。
(もっと読む)
鋼板の圧延方法及びパススケジュール算出方法
【課題】目的とする形状に鋼板を高精度に圧延すること。
【解決手段】パススケジュール演算装置が、分割部の断面積がパス間で同じになるように各パスの鋼板を長手方向に仮想的に分割し、各分割点のパス間の位置変化に基づいて、各分割点における先進率を予測する。これにより、マスフロー一定の原則からi番目のパスにおける鋼板2の分割点の位置PAは、次のi+1番目のパスでは位置PA’となり、i+1番目のパスにおける鋼板2の分割点の位置PBと一致するので、先進率を算出する際に用いられる出側板厚に誤差が生じない。このため、鋼板2の長手方向位置を高精度に算出し、目的とする形状に鋼板を高精度に圧延することができる。
(もっと読む)
厚鋼板の製造方法および水冷パス数の決定方法
【課題】厚鋼板を制御圧延によって製造する場合等において、圧延材の冷却待ち時間を短縮でき、生産性を飛躍的に向上させることができる厚鋼板の製造方法を提供する。
【解決手段】加熱したスラブを、可逆式圧延機により1パス以上の圧延を行って所定の板厚の厚鋼板とした後、該厚鋼板を冷却設備による1パス以上の水冷および/または空冷によって制御圧延開始温度まで冷却し、さらに前記可逆式圧延機により1パス以上の圧延を行って仕上板厚とする厚鋼板の製造方法において、前記制御圧延開始温度までの冷却における空冷待機時間を最短とするように、前記冷却設備による水冷における厚鋼板の搬送速度および/または前記冷却設備の冷却水量を調整することを特徴とする厚鋼板の製造方法。
(もっと読む)
U型鋼矢板の製造方法および製造装置
【課題】U型鋼矢板の製造に際し、メタルフローによる影響を考慮した造形孔型の修正を行うことにより、U型鋼矢板の品質不良、主として爪部の品質不良の発生を低減する。
【解決手段】U型鋼矢板の製造に用いる複数の造形孔型から最終の造形孔型を除いた複数の造形孔型それぞれにおける、上ロールのウェブ相当部と下ロールのウェブ相当部とにより構成されるウェブ相当部と、上ロールのフランジ相当部と下ロールのフランジ相当部とにより構成されるフランジ相当部の合計長さを、Ln≦Ln−1≦・・・・≦L3≦L2を満足するように設定する。nは複数の造形孔型の総数であり、Lnは最終の造形孔型を1番目として順次遡って数える場合のn番目の造形孔型におけるウェブ相当部およびフランジ相当部の合計長さである。
(もっと読む)
金属線の製造方法
【課題】金属線材の圧延中において金属線材の捻転を防止することができる金属線の製造方法を提供する。
【解決手段】全工程を通じての総減面率を75%以上となるように、金属線材を第1偏平成形ロールで温間圧延し、次に第1カリバーロールで拘束部分と下記式(1)及び式(2)を満たす非拘束部分とからなる断面形状を有するように温間圧延し、そして前記非拘束部分が押圧されるように第2偏平成形ロールで温間圧延し、さらに偏平率を低下させるように温間圧延する。
w1 ≧ 0.26w10 (1)
r1 ≧ 2.23w10 (2)
(式中、w1は非拘束部分の両端の直線距離、w10は第1カリバーロールで温間圧延した後の金属線材の幅、r1は非拘束部分の外周の曲率半径を示す。)
(もっと読む)
厚鋼板の製造方法
【課題】厚鋼板の需要状況等に応じて、圧延能率向上と歩留まり向上のどちらを優先するかで圧延パススケジュールを決定する厚鋼板の製造方法を提供する。
【解決手段】エッジャ圧延及び水平圧延を行って所望の寸法の厚鋼板を得る圧延を行う厚鋼板の製造方法であって、圧延能率向上と歩留まり向上のうちいずれを優先して圧延するかを選択するに際し、圧延能率向上を選択したとき、設定圧延パススケジュールに対し、エッジャ圧延の回数を削減した変更圧延パススケジュールにて、設定圧延パススケジュールで製造する場合と同寸法の厚鋼板を製造する際に必要なスラブ寸法を計算し、計算後のスラブ寸法のスラブを用意し、変更圧延パススケジュール又は再度圧延パススケジュール計算を行った再変更圧延パススケジュールで圧延を行うことを特徴とする。
(もっと読む)
タンデム圧延機の動作制御方法及びこれを用いた熱延鋼板の製造方法
【課題】超微細粒鋼を製造することが可能なタンデム圧延機の動作制御方法、及び、これを用いた熱延鋼板の製造方法を提供する。
【解決手段】各スタンドの出側板厚を決定する出側板厚決定工程が、被圧延材の定常部を圧延するときの第1スタンドから第Nスタンドの出側板厚を決定する第1出側板厚決定工程(S11)と、被圧延材の先端圧延部を圧延するときの第1スタンドから第Nスタンドの出側板厚を決定する第2出側板厚決定工程(S12)とを含み、少なくとも被圧延材の最先端部が各スタンドに噛み込まれるまでは当該各スタンドの圧延潤滑剤を用いずに被圧延材を第2出側板厚決定工程で決定した出側板厚に圧延し、被圧延材の定常部は圧延潤滑剤を用いて第1出側板厚決定工程で決定した出側板厚に圧延する。但し第2出側板厚決定工程では、第1出側板厚決定工程よりも出側板厚が厚い。
(もっと読む)
供給製品を異なるサイズの仕上げ製品に圧延する方法
供給製品は、圧延機パスラインに沿って配置されたモジュール式の複数の圧延ユニット(RU1,RU2,RU3,RU5)より成る圧延機仕上げセクションにおいて、異なるサイズの仕上げ製品に圧延される。各圧延ユニットは、連続的な楕円形及び円形の圧延パスを形成するように構成された作業ロールを供えた2つのロールスタンド(S1−S10)を有している。ロールスタンドは、これらのロールスタンドの各楕円形及び円形の圧延パスを通って圧延された製品に一定の断面積減少を生ぜしめるように構成されている。同じエントリーサイズを有する供給製品(FP1)は、切り替えられた圧延工程によって異なる減少サイズを有する仕上げ製品(FP2)に圧延され、前記切り替えられた圧延工程において、選択された圧延ユニット(RU5)が、パスラインに沿って、交換された圧延ユニットのロールスタンドの断面積減少とは異なる断面積減少を生ぜしめるように構成されたロールスタンドを有する圧延ユニット(RU5a,RU5b)に置き換えられる。置き換えられた圧延ユニットから上流側の圧延ユニットのロールスタンドは、交換されない。  (もっと読む)
(もっと読む)
1 - 20 / 82
[ Back to top ]