
Fターム[4E002BC05]の内容
Fターム[4E002BC05]に分類される特許
1 - 20 / 491
熱間圧延装置および熱間圧延方法
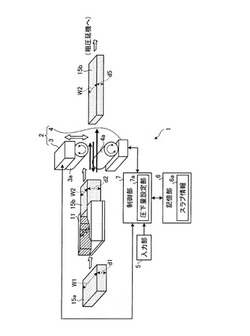
【課題】たとえ未圧延の被圧延金属材を熱間圧延する場合であっても、被圧延金属材の厚みに応じて被圧延金属材を最大限に圧下でき、これによって、所望の厚みに被圧延金属材を熱間圧延するまでに必要な熱間圧延処理の回数を低減して、熱間圧延後の金属材を用いた金属製品の生産効率を向上できること。
【解決手段】本発明の一態様にかかる熱間圧延装置1は、被圧延金属材の一例であるスラブ15bを熱間圧延する可逆回転圧延機2と、制御部7とを備える。制御部7は、1パス目の正圧延処理の際に、スラブ15bの圧延前の厚みd2に応じて設定した最大圧下量まで圧延ロール3aを圧下して、スラブ15bのうちの先端部以外を熱間圧延するように可逆回転圧延機2を制御する。また、制御部7は、2パス目の逆圧延処理の際に、少なくとも、この圧延し残した先端部を熱間圧延するように可逆回転圧延機2を制御する。
(もっと読む)
曲げ加工性に優れた直接焼入れ焼戻し型高張力鋼板およびその製造方法
【課題】引張強度が780MPa以上で、従来の鋼板よりも曲げ加工性に優れた直接焼入れ焼戻し型高張力鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.06〜0.25%、Si:0.01〜0.8%、Mn:0.5〜2%、P:0.010%以下、S:0.003%以下、Al:0.005〜0.1%、N:0.0005〜0.008%を含有し、さらにMo:0.01〜1%、Nb:0.001〜0.1%、V:0.001〜0.5%、Ti:0.001〜0.1%の中から選ばれる1種以上を含有し、残部Feおよび不可避的不純物からなり、鋼板の表面から1/4板厚部までの鋼板表面に平行な面の一様伸びが3%以上であることを特徴とする曲げ加工性に優れた直接焼入れ焼戻し型高張力鋼板。
(もっと読む)
圧延銅箔

【課題】再結晶前後の寸法変化が小さく、かつ寸法変化の異方性が小さい圧延銅箔を提供する。
【解決手段】圧延平行断面から見て、好ましくは、350℃で30分焼鈍前の圧延平行断面から見て、或いは最終冷間圧延後において、圧延平行断面から見て、銅箔表面から厚み方向に1μmの深さの線Cを横切って該表面に到達するせん断帯の本数が、表裏面の合計値で0.1本/μm以下である圧延銅箔である。350℃で30分間焼鈍前、或いは焼鈍後において、再結晶組織の面積率が50%未満(0%を含む)である。最終冷間圧延において、最終5パスの中で前のパスより加工度が高いパスが存在し、当該5パス中のいずれかのパスの最大加工度が40%を超え、かつ最終パスでの加工度が前記5パス中で最小となり、鋳塊を熱間圧延後、冷間圧延と焼鈍とを繰り返し、最後に最終冷間圧延を行って製造され、当該最終冷間圧延の総加工度が98.5%以下である圧延銅箔である。
(もっと読む)
圧延銅箔
【課題】再結晶前後の寸法変化が小さく、かつ寸法変化の異方性が小さい圧延銅箔を提供する。
【解決手段】 350℃で30分間焼鈍前後の寸法変化率が、圧延平行方向と圧延直角方向でいずれも0〜0.01%である圧延銅箔である。
(もっと読む)
タングステン線の圧延方法
【課題】タングステン線を、割れや裂けを発生させることなく、冷間にて圧延加工する方法を提供する。
【解決手段】
タングステン線の圧延方法において、タングステン線1の表面に、金属めっき2を施し、タングステン線1の表面を保護することにより圧延加工を行うことで、割れや裂けを発生させることなく、冷間での圧延加工を可能にした。前記金属めっき2がニッケルめっき、銅めっき、亜鉛めっきであることを特徴とするタングステン線の圧延方法。
(もっと読む)
圧延銅箔
【課題】銅箔表面近傍のせん断帯を抑制し、屈曲性が向上した圧延銅箔を提供する。
【解決手段】再結晶組織の面積率が50%未満(0%を含む)であり、かつ圧延平行断面から見て、銅箔表面から厚み方向に銅箔厚みの1/10の深さの線を横切って該表面に到達するせん断帯が表裏面の合計値で0.1本/μm以下である圧延銅箔である。
(もっと読む)
靭性に優れた高張力鋼板およびその製造方法
【課題】降伏強度350MPa以上、CTOD値0.3mm以上、板厚40mm以上の靭性に優れた高張力鋼板およびその製造方法の提供。
【解決手段】質量%で、C:0.03〜0.12%、Si:0.01〜0.3%、Mn:1.0〜2.0%、P:0.012%以下、S:0.005%以下、Cu:0.1〜0.5%、Ni:0.1〜2.5%、Cr:0.01〜0.5%、Ti:0.005〜0.03%、Al:0.001〜0.050%及びN:0.001〜0.010%を含有し、残部はFe及び不純物からなり、不純物中のNb:0.003%以下、B:0.0005%以下、O:0.003%以下である化学組成を有し、板厚中心部における結晶粒径20μm以下のフェライト分率が40%以上、板厚中心部における島状マルテンサイト組織の面積率が4.0%以下、板厚中心部における介在物量がJIS G 0555における点算法にて0.020%以下、板厚中心部におけるC含有量が0.15%以下であることを特徴とする、板厚中心部の降伏強度が350MPa以上の靭性に優れた高張力鋼板。
(もっと読む)
平角線の製造方法
【課題】幅及び厚さが長さ方向に沿って変化する平角線の製造において、長さ方向に沿って断面積を均一化させるための圧延条件の設定を短時間で行えるようにする。
【解決手段】平角線10の断面積が同一となる第1圧延ロール21の通過前後の第1圧下寸法と第2圧延ロール22の通過前後の第2圧下寸法との関係を予め求めておき、その関係に基づいて、平角線10が所定の断面積となる第1及び第2圧下寸法の組合せとなるように第1及び第2圧延ロール21,22のロール間隔を接近-離間制御する。
(もっと読む)
鋼帯の連続冷間圧延方法
【課題】後行鋼帯の材質が先行鋼帯よりも軟質である場合や後行鋼帯の板厚が先行鋼帯よりも厚い場合あるいは後行鋼帯の板幅が先行鋼帯よりも狭い場合でも鋼帯の連続冷間圧延を安定して行うことのできる鋼帯の連続冷間圧延方法を提供する。
【解決手段】タンデム圧延機6の第1圧延スタンド8aを各圧延スタンド8b〜8dを先行鋼帯1aと後行鋼帯1bとの溶接部が通過する前に圧延スタンド8b〜8dのロール圧下位置をロール間隔が拡大する方向に変更し、後行鋼帯1bの先端が第1圧延スタンド8aを通過した直後に第1圧延スタンド8aのロール圧下位置をロール間隔が拡大する方向に変更する。
(もっと読む)
銅合金板条およびその製造方法
【課題】高強度と良好な曲げ加工性をあわせ持つコルソン系銅合金を提供する。
【解決手段】質量%で、Ni:1.00〜5.00%、Si:0.25〜1.20%、さらに、Sn、Ag、Mn、Fe、Cr、Co、Zn、Mg、Zr、P、B、及びTiからなる群から選ばれる少なくとも1種を総量で0.05〜2.0%含有し、残部がCuおよび不可避不純物からなる銅合金であり、下記式(1)を満たすことを特徴とする銅合金板条。(Brass方位:{011}<2−11>方位の方位密度)+(S方位:{123}<634>方位の方位密度)+(Copper方位:{112}<111>方位の方位密度)≦23式(1)
(もっと読む)
熱間スラブのサイジング圧延方法
【課題】幅圧下量をより大きくしようとすると圧延パス数が増して能率が下がり、然も先尾端部のフィッシュテールも増大して歩留まりも低下するという課題があり、素材スラブ供給元である連続鋳造工程における工程合理化の一環である鋳込み幅集約化の推進を図る熱間スラブのサイジング圧延技術を提供する。
【解決手段】2つの厚み圧下用水平圧延機1,3と1つの幅圧下用竪型圧延機2とを、第1の水平圧延機1、竪型圧延機2、第2の水平圧延機3の並び順で近接配置したサイジング圧延設備を用い、圧延ロールとスラブとのスリップが発生しない範囲内で圧縮力が作用するように、1つの熱間スラブ4を、隣接する竪型圧延機2と第1或いは第2の水平圧延機1或いは2にて同時に圧延し、或いは隣接する第1の水平圧延機1と竪型圧延機2と第2の水平圧延機3にて同時に圧延する。
(もっと読む)
帯鋼又は鋼板の製造方法
【課題】
従来、比較的厚さが薄く、幅が狭い帯鋼又は鋼板を製造するためには、通常の熱延鋼板又は冷延鋼板を所定の厚さまで圧延し、スリットして更に圧延するか、予めスリットしてから所定の厚さまで圧延する。スリット工程の省略、スタート材から製品までの歩留まり向上、薄帯鋼板から製品までの歩留まり向上、小規模な設備による製造の可能性、少量で多品種の製品から大量で特定の品種の製造までに利用可能な帯鋼又は鋼板の製造方法を提案する。
【解決手段】
市販されている炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼をスタート材とし、冷間温度域において最終厚さまで平ロールで圧延する方法、又は、先ず孔型ロールで冷間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか若しくは先ず孔型ロールで温間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか、のいずれかとし、スタート材から中間材及び最終材の所定の段階までに、大ひずみを導入する。
(もっと読む)
無方向性電磁鋼板およびその製造方法
【課題】本発明は、高効率モータ鉄心に使用することが好適な、磁気特性と生産性に優れた無方向性電磁鋼板を提供することを主目的とする。
【解決手段】本発明は、質量%で、Si:1.0%以上3.0%以下、sol.Al:0.1%以上2.0%以下、Mn:0.05%以上2.0%以下、P:0.03%以上0.15%以下、S:0.0010%以上0.0050%以下、C:0.0050%以下、As:0.0050%以下、Nb:0.0030%以下、Ti:0.0030%以下、V:0.0030%以下、Zr:0.0030%以下およびN:0.0050%以下を含有し、残部がFeおよび不純物からなるとともに、S+As+Nb+Ti+V+Zr+N≦0.018を満足する化学組成を有し、平均結晶粒径が60μm以上180μm以下である鋼組織を有し、板厚が0.10mm以上0.35mm以下であることを特徴とする無方向性電磁鋼板を提供する。
(もっと読む)
負圧缶蓋用アルミニウム合金板及びその製造方法
【課題】薄肉化しても、高い成形性と優れた強度を保持しつつ、異方性の均一化が図られ得、且つ缶蓋からのタブ外れが効果的に阻止され得る負圧缶蓋用アルミニウム合金板を提供する。
【解決手段】Mg:0.80〜1.50%、Mn:0.80〜1.20%、Fe:0.40〜0.60%、Si:0.20〜0.40%、及びCu:0.15〜0.25%を含み、且つMn/Fe=1.5〜2.5及びMg/Mn≧1.0を満足するアルミニウム合金からなる、板厚:0.22〜0.25mmの塗装焼付け板材であって、45°耳率が1.5〜3.0%、0−180°耳率が1.0〜2.5%であって、式:−0.5%≦(45°耳率)−(0−180°耳率)≦1.5%を満足し、更に圧延方向に対して0°の方向における、引張強さが270〜300MPa及び耐力が240〜270MPaとなるように構成した。
(もっと読む)
熱延鋼板の製造方法
【課題】高強度と良好な延性及び伸びフランジ性とを併せ持つ熱延鋼板を製造する。
【解決手段】質量%で、C:0.08%超0.30%未満、Mn:1.0〜4.0%、Si:0.10%以上3.0%未満、sol.Al:0.01〜3.0%、但し、Siおよびsol.Alの合計量=0.8〜3.0%、P:0.05%以下、S:0.01%以下およびN:0.01%以下を含有し、残部がFeおよび不純物からなる化学組成を有するスラブに、最終圧延パスにおける圧下率を5%以上50%以下として860℃以上1050℃以下の温度域で圧延を完了する多パス熱間圧延を施して1.2mm超6mm以下の板厚に仕上げた後、熱間圧延完了後1秒間以内に720℃以下の温度域まで冷却し、500℃超720℃以下の温度域に1秒間以上20秒間以下の滞在時間で滞在させた後、350℃以上500℃以下の温度域で巻き取る。
(もっと読む)
耐圧潰性に優れた高強度耐サワーラインパイプ及びその製造方法
【課題】耐圧潰性および耐サワー性能を低下させることなく、高生産性、低コストで製造できる高強度ラインパイプおよびその製造方法を提供することを目的とする。
【解決手段】厚鋼板からなる母材を管状に成形し、その突合せ部を2層以上の溶接によって接合した溶接鋼管であって、質量%で、C: 0.02〜0.08%、Si: 0.01〜0.50%、Mn: 0.5〜1.5%その他一定含有量のP、S、Al、Nb、
Ca、Oを含有し、さらに、一定量のCu、Ni、Cr、Moの中から選ばれる1種以上を含有し、さらに、Ceqが0.30以上、PHICが0.10以下、ACRが1.00〜6.00で、残部Feおよび不可避的不純物からなり、表層部、管厚中心部の金属組織と硬さを規定した高強度耐サワーラインパイプ及びその製造方法。
(もっと読む)
高成形性Al−Mg系合金板およびその製造方法
【課題】異周速圧延を適用して集合組織制御を行なってAl−Mg系合金の平均r値を向上させ、深絞り性を向上させるプロセスとして、工業的な量産規模での製造により確実かつ安定して深絞り性に優れた成形加工用Al合金板を得る方法を提供する。
【解決手段】Mg2.0〜6.0%を含有し、必要に応じてCu、Mn、Cr、Zr、Vの1種以上を更に含有し、残部がAlと不可避的不純物からなる板材で集合組織を適切に制御する。鋳塊に150℃以上でしかも非再結晶温度域内の温度で50%を越える圧下率で粗圧延を行ない、更に150℃以上でしかも非再結晶温度域内の温度でロール周速比1.2〜4.0の異周速圧延を50%を越える圧下率で行なって最終板厚とし、その後焼鈍処理を行ない平均ランクフォード値が0.9以上のアルミニウム合金板を得る。
(もっと読む)
高い{110}面集積度または{222}面集積度を有するFe系金属板の製造方法
【課題】{110}面または{222}面がより高集積化されており、さらに、高い磁気特性や加工性が付与されたFe系金属板を効率的に製造する方法を提供する。
【解決手段】C:0.8%未満を含有し、α−γ変態成分系のFe系金属よりなる鋳片を熱間圧延し、さらに、圧下率が20%以上95%以下で冷間圧延して、母材金属板を製造し、該母材金属板の表面にα生成元素を付着し、この母材金属板を母材金属のA3点まで加熱して、母材金属板内にα生成元素を拡散させ、合金化させ、母材金属板をA3点以上1300℃以下の温度に加熱、保持して、α生成元素の拡散によって合金化されたα−Fe相の{110}または{222}面集積度をさらに増加させ、その後母材金属板をA3点未満の温度へ冷却し、母材金属板の{110}または{222}面集積度が30%〜95%となるようにするFe系金属板の製造方法。
(もっと読む)
銅箔及びそれを用いた銅張積層板
【課題】銅張積層板に用いたときに曲げ性に優れた銅箔及びそれを用いた銅張積層板を提供する。
【解決手段】厚み5〜30μm、350℃で0.5時間焼鈍後のI(220)/I(200)が0.11以下で、かつ350℃で0.5時間焼鈍後の加工硬化指数が0.3以上0.45以下の銅箔である。
(もっと読む)
高成形性Al−Mg−Si系合金板及びその製造方法
【課題】特異な集合組織状態とすることで、平均r値および深絞り性を向上させたAl−Mg−Si系合金板に関する技術を提示する。異周速圧延を適用して集合組織制御を行ない、工業的な量産規模での製造により、確実かつ安定して深絞り性が優れた成形加工用Al合金板を得ることができる方法を提供する。
【解決手段】Mg0.3〜2.0%、Si0.3〜2.5%を含有し、さらに必要に応じてCu、Mn、Cr、Zr、Vの1種以上を含有し、残部が実質的にAlからなる合金の板材で集合組織を適切に制御する。その方法は、鋳塊に150℃以上でしかも非再結晶温度域内の温度で、50%を越える圧下率で粗圧延を行ない、さらに150℃以上でしかも非再結晶温度域内の温度で、ロール周速比1.2〜4.0の異周速圧延を、50%を越える圧下率で行なって最終板厚とし、その後溶体化処理を行なう。
(もっと読む)
1 - 20 / 491
[ Back to top ]