
Fターム[4E002BD09]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | 熱処理 (200)
Fターム[4E002BD09]に分類される特許
1 - 20 / 200
調質圧延装置および調質圧延方法
曲げ加工性に優れた直接焼入れ焼戻し型高張力鋼板およびその製造方法
【課題】引張強度が780MPa以上で、従来の鋼板よりも曲げ加工性に優れた直接焼入れ焼戻し型高張力鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.06〜0.25%、Si:0.01〜0.8%、Mn:0.5〜2%、P:0.010%以下、S:0.003%以下、Al:0.005〜0.1%、N:0.0005〜0.008%を含有し、さらにMo:0.01〜1%、Nb:0.001〜0.1%、V:0.001〜0.5%、Ti:0.001〜0.1%の中から選ばれる1種以上を含有し、残部Feおよび不可避的不純物からなり、鋼板の表面から1/4板厚部までの鋼板表面に平行な面の一様伸びが3%以上であることを特徴とする曲げ加工性に優れた直接焼入れ焼戻し型高張力鋼板。
(もっと読む)
帯鋼又は鋼板の製造方法
【課題】
従来、比較的厚さが薄く、幅が狭い帯鋼又は鋼板を製造するためには、通常の熱延鋼板又は冷延鋼板を所定の厚さまで圧延し、スリットして更に圧延するか、予めスリットしてから所定の厚さまで圧延する。スリット工程の省略、スタート材から製品までの歩留まり向上、薄帯鋼板から製品までの歩留まり向上、小規模な設備による製造の可能性、少量で多品種の製品から大量で特定の品種の製造までに利用可能な帯鋼又は鋼板の製造方法を提案する。
【解決手段】
市販されている炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼をスタート材とし、冷間温度域において最終厚さまで平ロールで圧延する方法、又は、先ず孔型ロールで冷間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか若しくは先ず孔型ロールで温間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか、のいずれかとし、スタート材から中間材及び最終材の所定の段階までに、大ひずみを導入する。
(もっと読む)
冷間圧延用高炭素熱延鋼板の製造方法
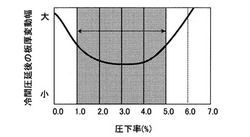
【課題】熱間圧延時の硬さムラに起因して発生する鋼板先端部100m程度に対する周期の短いゲージ変動(板厚変動)が抑制され、冷間圧延後の板厚精度に優れた高炭素熱延鋼板を得ることができる冷間圧延用高炭素熱延鋼板の製造方法を提供する。
【解決手段】冷間圧延用高炭素熱延鋼板の製造に際し、熱間圧延、次いで、焼鈍を施した後、圧下率1.0〜5.0%の軽圧下を付与することを特徴とする冷間圧延用高炭素熱延鋼板の製造方法。
(もっと読む)
非調質低降伏比高張力鋼板およびその製造方法
【課題】建築構造物部材用として好適な、非調質低降伏比高張力厚鋼板を提供する。
【解決手段】C:0.05〜0.10%、Mn:1.2〜1.8%、S:0.0010〜0.0030%、Ti:0.005〜0.020%、N:0.0030〜0.0060%を含み、Ti/Nが2.0〜4.0を満足するように含有し、さらに、Cu、Ni、Cr、V、Bのうちから選ばれた1種または2種以上を含有し、さらに、不純物元素としてNb、Moを、Nb:0.004%以下、Mo:0.04%以下に制限し、Ceqが、0.35〜0.48を満足する組成とする。そして、少なくとも、表層部を、フェライトと、硬質相としてパーライト、ベイナイト、マルテンサイトのうち1種または2種以上を有し、フェライトの平均結晶粒径が4.0〜18.0μmとする組織とし、表層部の平均硬さが225HV以下で、表層部と板厚中央部との硬度差を60HV以下とする。
(もっと読む)
電子部品用銅又は銅合金圧延箔及びその製造方法
【課題】従来の銅又は銅合金圧延箔より高い耐折性を持つ圧延箔を提供する。
【解決手段】厚さ200μm未満であり、EBSD法にて測定した全ての結晶粒界長さLに対する特殊粒界長さLσの比率(Lσ/L)が60%以上であり、銅又は銅合金からなる鋳塊の熱間圧延工程の後に、粗冷間圧延及びその歪みを除去する焼鈍処理を行い、その後、仕上げ圧延及び熱処理を行って、粗冷間圧延前の板厚と仕上げ圧延後の板厚から計算される総圧延率が93%以上で、厚さを200μm未満の圧延箔とする冷間圧延工程とを有するとともに、前記仕上げ圧延及び熱処理は、圧下率が5〜25%の仕上げ冷間圧延と、被加工材の再結晶温度をTs(℃)としたときに、熱処理温度Ta(℃)を(Ts−150)<Ta<(Ts+150)とし、熱処理時間を5〜3600秒とした仕上げ再結晶熱処理とを行って、圧延箔を部分再結晶化させる。
(もっと読む)
給排水システムおよび金属製品の製造ライン

【課題】水資源の効率的な活用を可能にすると共に、冷却装置におけるノズルの詰まりを抑制して金属製品を均一に冷却することが可能な、給排水システムおよび金属製品の製造ラインを提供する。
【解決手段】金属製品を製造する製造ラインに設置され、該製造ライン内で使用された工業用水を回収し再利用する給排水システムであって、製造ラインに備えられている冷却装置で金属材を冷却する際に使用された工業用水を回収する第1の水処理系統と、製造ラインに備えられている冷却装置以外の装置で使用された工業用水を回収可能な第2の水処理系統と、を具備する給排水システム、および、該給排水システムと、冷却装置と、金属材を処理する処理装置と、を備える金属製品の製造ラインとする。
(もっと読む)
低温用厚鋼板およびその製造方法
【課題】低温環境下でも9%Ni鋼並みの耐破壊安全性に優れたNi低減型の低温用厚鋼板を低コストで提供する。
【解決手段】質量%で、C:0.01〜0.12%、Si:0.01〜0.3%、Mn:0.4〜2.0%、P:0.05%以下、S:0.008%以下、Ni:5.0%を超え8.0%未満、Al:0.002〜0.08%、N:0.0050%以下を含有し、残部はFeおよび不純物からなり、常温での降伏強度が590MPa以上である厚鋼板であって、板厚(1/4)t位置での残留γ量が3.0体積%以上であり、かつ平均有効結晶粒径が5.5μm以下であり、次の(1)式で示される値が1.3以上であることを特徴とする耐破壊安全性に優れた低温用厚鋼板およびその製造方法。。
σy,−165℃/σy,RT ・・・・・・(1)式
ここで、σy,−165℃は−165℃における降伏強度[MPa]を、そして、σy,RTは常温における降伏強度[MPa]を、それぞれ表す。
(もっと読む)
熱延鋼板の製造方法及び溶融亜鉛めっき鋼板の製造方法
【課題】熱間圧延で鋼板表面に酸化スケール(黒皮スケール)の生成を抑制できる熱延鋼板の製造方法を提供する。また、Si含有熱延鋼板に対して、赤スケールに起因する表面欠陥の発生を防止して、良好な外観を有する熱延鋼板の製造方法を提供する。また、不めっきや赤スケールに起因する外観不良の発生を防止して美麗な外観を有する溶融亜鉛めっき鋼板の製造に適した熱延鋼板の製造方法を提供する。また、CGLの加熱炉の形式に係わらず、不めっきや赤スケールに起因する外観不良が発生せず、美麗な外観を有する溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】鋼スラブをスラブ加熱炉にて加熱するスラブ加熱工程、加熱した鋼スラブを粗圧延機及び仕上圧延機で熱間圧延してストリップとする工程、ストリップを巻取り機で巻き取る巻取り工程を行なう熱延鋼板の製造方法において、スラブ加熱工程〜巻取り工程までの工程の雰囲気を非酸化性雰囲気にする。
(もっと読む)
脆性き裂伝播停止特性に優れた厚手高強度鋼板及びその製造方法
【課題】板厚50mm以上、降伏強度355〜460MPa、Kca=6000N/mm1.5となる温度TKca=6000が−10℃以下の、脆性き裂伝播停止特性に優れた鋼板及び該鋼板の、安定的かつ効率的な製造方法を提供する。
【解決手段】質有効結晶粒の平均円相当径が、表層部では25μm以下、板厚中心部では35μm以下であり、圧延面、圧延方向に対する集合組織強度比が、表層部では、I{001}<110>+I{112}<110>+I{332}<113>≧5、I{110}<001>+I{110}<110>+I{001}<010>≦3を満足し、かつ板厚中心部では、I{001}<110>+I{112}<110>+I{332}<113>≧3.5を満足する脆性き裂伝播停止特性に優れた厚手高強度鋼板。粗圧延後に加速冷却を行い、鋼板の表裏面がAr3−50℃以上Ar3+50℃以下、板厚中心部がAr3+80℃以上900℃以下となる温度で仕上圧延を行い、加速冷却する製造方法。
(もっと読む)
粗度転写効率に優れた調質圧延機および調質圧延方法
【課題】金属ストリップが所望とする表面粗度、特に軟質材、さらには硬質材の金属ストリップが所望とする表面粗度を有する金属ストリップを効率的に製造するができるダルワークロールを用いた調質圧延機を提供する。
【解決手段】表面粗度が1μmRa以上、ロール径が1000mm以上、1400mm以下のダルワークロール1、2を備え、0.2%耐力が350MPa以下の金属ストリップSを伸び率0.2%以上、3.0%以下で圧延する調質圧延機である。また、表面粗度が1μmRa以上、ロール径が1000mm以上、1400mm以下、且つ、ロール表層のヤング率が450GPa以上のダルワークロール1、2を備え、0.2%耐力が350MPaを超える金属ストリップSを伸び率0.2%以上、3.0%以下で圧延する調質圧延機である。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】鉄損特性に優れる方向性電磁鋼板の有利な製造方法を提案する。
【解決手段】方向性電磁鋼板用熱延鋼板を、1回あるいは中間焼鈍を挟む2回以上の冷間圧延で最終板厚の冷延鋼板とし、その後、一次再結晶焼鈍し、二次再結晶焼鈍する一連の工程からなる方向性電磁鋼板の製造方法において、最終冷間圧延における1パス以上を、ロール周方向に対して2°以上90°未満傾斜した研磨目と、上記研磨目とは逆向きに0°以上90°未満傾斜した研磨目とからなるクロス研磨目を有するワークロールを用いて圧延することを特徴とする方向性電磁鋼板の製造方法。
(もっと読む)
厚肉低降伏比高張力鋼板の製造方法
【課題】40mmを超える引張強さが550MPa以上の厚肉高張力鋼板において、Q’プロセスを必要とせずに、板厚方向の特性差が小さく1/4t位置と1/2t位置の双方において低降伏比かつ高強度を達成することができる低降伏比高張力鋼板の製造方法を提供すること。
【解決手段】スラブを1000〜1300℃に加熱し、熱間圧延した後、500℃以下の温度まで水冷により加速冷却し、その後Ac1変態点以下の温度で焼戻しを行って、質量%で、C:0.01〜0.18%、Si:0.01〜0.5%、Mn:0.3〜2.5%を含有し、残部がFeおよび不可避不純物からなる板厚40mm以上の厚肉高張力鋼板を製造するにあたり、加速冷却時の板厚方向1/4t位置と板厚方向1/2t位置の少なくとも700〜500℃の温度帯の冷却速度の差が15%以内となるように鋼板の表面からの冷却を制御する。
(もっと読む)
缶用鋼板およびその製造方法
【課題】イーシ゛ーオーフ゜ン缶の材料として好適である高強度高加工性缶用鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.070%以上0.080%未満、Si:0.003%以上0.10%以下、Mn:0.51%以上0.60%以下等を含有し、圧延方向断面において、平均結晶粒径が5μm以上、結晶粒の展伸度が2.0以下であり、板厚の3/8の深さから板厚の4/8の深さまでの間の断面の平均ビッカース硬度から、表面から板厚の1/8の深さまでの間の断面の平均ビッカース硬度を引いた硬度差が10ポイント以上、および/又は板厚の3/8の深さから板厚の4/8の深さまでの間の断面の最大ビッカース硬度から、表面から板厚の1/8の深さまでの間の断面の最大ビッカース硬度を引いた硬度差が20ポイント以上、引張強度が500MPa以上、破断伸びが10%以上であることを特徴とする高強度高加工性缶用鋼板。
(もっと読む)
アルミニウム合金板材の製造方法、アルミニウム合金板材およびアルミニウム合金板材の製造装置
【課題】軽量かつ強度の確保された選択的に強度を高めたアルミニウム合金板材を製造する。
【解決手段】アルミニウム合金の溶湯100を一対の鋳造ロール22、24間に供給する溶湯供給工程と、鋳造ロール22、24間にアルミニウム合金を通過させることで、アルミニウム合金を固化しつつ圧延して板状のアルミニウム合金材102を形成する鋳造圧延工程と、アルミニウム合金材102の少なくとも一部を圧延ロール52、54で圧延する圧延工程とを含み、鋳造圧延工程では、アルミニウム合金の部位に応じて鋳造ロール22、24間の距離を異ならせることで、鋳造ロール22、24の並び方向の厚みが互いに異なる部位を有するアルミニウム合金材102を成形し、圧延工程では、アルミニウム合金材102のうち少なくともその厚みが他の部分よりも厚い部位を圧延する。
(もっと読む)
チタン板及びチタン板の製造方法
【課題】良好な耐焼付き性、耐割れ性を有し、かつ表面を平滑とすることで、優れたプレス成形性及び洗浄性を発揮するチタン板を提供する。
【解決手段】チタン板は、表面のC濃度が及びN濃度が、それぞれ6at%以下、7at%以下であり、表面の酸化皮膜の厚さが3〜15nmの範囲内であり、表面の算術平均粗さ(Ra)が0.25μm以下であり、表面の最大高さ(Rz)が2.0μm以下である。製造方法はエステル油または油脂からなる潤滑油を用いて冷間圧延を行い、真空度が5×10−4torr以下、またはアルゴン雰囲気の不活性環境下で真空焼鈍を行なう。
(もっと読む)
中〜高炭素鋼線材の連続加工熱処理ライン
【課題】 3方ロールの圧延機や4方ロールの圧延機で製造している中〜高炭素鋼線材よりも、さらなる高強度・高靭性の中〜高炭素鋼線材を製造することができる中〜高炭素鋼線材の加工熱処理ラインを提供すること
【解決手段】 中〜高炭素鋼線材の連続加工熱処理ラインにおいて、素線鋼材を圧延温度に加熱する第1の加熱装置の下流にトータル減面率50%以上を可能とする2方ロール圧延機群および圧延直後5秒以内に冷却を開始する圧延直後冷却装置、鋼材全断面をMf点温度以下に冷却する焼入れ冷却ジャケット、焼き戻し温度に加熱する第2の加熱装置、インデント加工用ロールダイスもしくは寸法調整のためのスキンパスロールダイスと、焼き戻し冷却ジャケットとを順に設置したことを特徴とする中〜高炭素鋼線材の連続加工熱処理ライン。
(もっと読む)
銅合金の製造方法及び銅合金
【課題】従来の銅合金に比べて高い導電率、高い強度、及び高い曲げ加工性を有すると共に、耐応力緩和性に優れた銅合金の製造方法及び銅合金を提供する。
【解決手段】本発明に係る銅合金の製造方法は、金属元素を含む銅合金を準備する原料準備工程と、金属元素を含む銅合金を溶製してインゴットを鋳造する鋳造工程と、インゴットにから板状部材を形成する板状部材形成工程と、板状部材を冷間圧延して第1の板材を形成する冷間圧延工程と、第1の板材に加熱処理を施して加熱処理済み第1板材を形成する第1の熱処理工程と、加熱処理済み第1板材に、1パスあたりの予め定められた加工度で冷間圧延を施して第2の板材を形成する圧延工程と、第2の板材に張力を加えつつ加熱処理を施す第2の熱処理工程とを備える。
(もっと読む)
耐再結晶軟化特性に優れた冷延鋼板の製造方法およびオートマチック・トランスミッション用冷延鋼板
【課題】自動車のオートマチック・トランスミッション部材等として使用される、硬さ・表面粗度および耐再結晶軟化特性等に優れた冷延鋼板を提供する。
【解決手段】質量%で、C:0.15-0.25%,Si:0.25%以下,Mn:0.3-0.9%,P:0.03%以下,S:0.015%以下,Al:0.01-0.08%,N:0.008%以下,Cr:0.05-0.5%,Ti:001-0.05%,B:0.002-0.005%,残部Fe及び不可避不純物からなる成分組成を有するスラブを、加熱炉で1230℃を超える温度に加熱し抽出して、熱延仕上げ温度:Ar3変態点以上、巻取温度:500〜600℃の熱間圧延により、フェライト結晶粒径:5-15μm、パーライト+セメンタイト分率:40%以上のフェライト−パーライト混合組織を有する熱延鋼板を得、これを酸洗処理した後、焼鈍処理無しで圧下率30%以上の冷間圧延により製造される。
(もっと読む)
耐遅れ破壊特性および溶接性に優れる高強度厚鋼板およびその製造方法
【目的】耐遅れ破壊特性および溶接性に優れる高強度厚鋼板とその製造方法を提供する。
【解決手段】
質量%で、C:0.18%以上、0.23%以下、Si:0.03%以上、0.5%以下、Mn:1.0%以上、2.2%以下、P:0.020%以下、S:0.010%以下、Nb:0.003%以上、0.10%以下、Ti:0.005%以上、0.030%以下、Al:0.01%以上、0.10%以下、B:0.0003%以上、0.0030%以下、N:0.006%以下を含み、Pcmが0.33%以下である成分組成を有し、マルテンサイト組織分率が90%以上であり、降伏強度が1300MPa以上であり、引張強度が1400MPa〜1650MPaであり、かつ旧オーステナイト結晶粒の平均アスペクト比(AR)と引張強度(TS)との関係が、AR≧([TS]−1400)×0.004+1.8の関係を満たす。
(もっと読む)
1 - 20 / 200
[ Back to top ]