
Fターム[4E002BD10]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | 酸洗・清浄・脱スケール (139)
Fターム[4E002BD10]に分類される特許
1 - 20 / 139
調質圧延装置および調質圧延方法
高強度溶融亜鉛めっき鋼板または高強度合金化溶融亜鉛めっき鋼板用熱延鋼板およびその製造方法
【課題】高強度(540MPa以上の引張強度TS)を有し、且つ表面外観に優れた溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板を得ることができる熱延鋼板を提供する。
【解決手段】C:0.04〜0.20質量%、Si:0.7〜2.3質量%、Mn:0.8〜2.8質量%、P:0.1質量%以下、S:0.01質量%以下、Al:0.1質量%以下、N:0.008質量%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、Si、Mn、Feの中から選ばれる1種以上の元素を含有する内部酸化物が地鉄の粒界および粒内に存在し、このうち地鉄の粒界の内部酸化物は、地鉄表面から5μm以内に存在し且つ鋼板幅方向における内部酸化物の形成深さの差が2μm以内である。
(もっと読む)
軟質熱延鋼板の製造方法
【課題】成形性に優れる軟質熱延鋼板の製造方法を提供する。
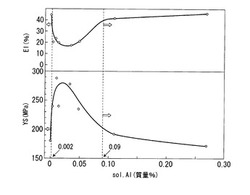
【解決手段】質量%で、C:0.01〜0.06%、Si:0.1%以下、Mn:0.1〜0.5%、P:0.03%以下、S:0.03%以下、N:0.005%以下、O:0.02%以下を含有し、さらに、sol.Al:0.002%以下を含み、残部Feおよび不可避的不純物からなる組成を有する鋼素材を加熱し、さらに、仕上圧延終了温度が750℃〜Ar3変態点の温度範囲とする仕上圧延を施したのち、巻取温度:600℃以上で巻き取る。なお、好ましくはさらに、酸洗を施した後、伸長率:0.5〜5%調質圧延を施してもよい。これにより、降伏強さ:210MPa未満の低強度で、伸び:40%以上の高延性を有し、成形性に優れた軟質熱延鋼板を、容易に得ることができる。
(もっと読む)
軟質熱延鋼板の製造方法

【課題】成形性に優れる軟質熱延鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.06%、Si:0.1%以下、Mn:0.1〜0.5%、P:0.03%以下、S:0.03%以下、N:0.005%以下、O:0.02%以下を含有し、さらに、sol.Al:0.09%以上を含み、残部Feおよび不可避的不純物からなる組成を有する鋼素材を加熱し、さらに、仕上圧延終了温度が750℃〜Ar3変態点の温度範囲とする仕上圧延を施したのち、巻取温度:600℃以上で巻き取る。なお、好ましくはさらに、酸洗を施した後、伸長率:0.5〜5%調質圧延を施してもよい。これにより、降伏強さ:210MPa未満の低強度で、伸び:40%以上の高延性を有し、成形性に優れた軟質熱延鋼板を、容易に得ることができる。
(もっと読む)
化成処理性に優れた高Si含有高張力冷延鋼帯の製造方法
【課題】引張強さ590MPa以上を有し、化成処理性に優れた、高Si含有高張力冷延鋼帯の製造方法を提供する。
【解決手段】質量%で、C:0.03〜0.20%、Si:0.5〜1.8%、Mn:1.5〜3.5%、P:0.1%以下、S:0.01%以下、Al:0.02〜0.1%、N:0.005%以下を含む組成の鋼素材に、粗圧延、仕上圧延からなる熱間圧延を施し、540〜640℃で巻取る熱延工程を施し、ついで、溶解量を80〜200g/m2とする酸洗処理を行う酸洗工程を施し、さらに冷間圧延工程、焼鈍工程、さらに焼鈍工程後酸洗工程とを順次施す。このような工程とすることにより、表層の粒界腐食層、さらには酸化物濃化層を除去でき、冷間圧延性に優れ、かつ化成処理性、および塗膜密着性に優れた高Si含有高張力熱延鋼帯を、容易にしかも安定して製造することができる。
(もっと読む)
耐圧潰性および耐サワー性に優れた高強度ラインパイプおよびその製造方法
【課題】耐圧潰性および耐サワー性能を低下させることなく、高生産性、低コストで製造できる高強度ラインパイプおよびその製造方法を提供することを目的とする。
【解決手段】厚鋼板からなる母材を管状に成形し、その突合せ部を2層以上の溶接によって接合した溶接鋼管であって、質量%で、C: 0.02〜0.08%、Si: 0.01〜0.50%、Mn: 0.5〜1.5%その他一定含有量のP、S、Al、Nb、
Ca、Oを含有し、さらに、一定量のCu、Ni、Cr、Moの中から選ばれる1種以上を含有し、さらに、Ceqが0.30以上、PHICが1.00以下、ACRが1.0〜6.0で、残部Feおよび不可避的不純物からなり、管厚全域で島状マルテンサイト(M−A)の体積分率が1%以下で、母材表層部、母材管厚中心部の金属組織と硬さを規定した耐圧潰性および耐サワー性に優れた高強度ラインパイプ及びその製造方法。
(もっと読む)
耐圧潰性および耐サワー性に優れた高強度ラインパイプおよびその製造方法
【課題】耐圧潰性および耐サワー性能を低下させることなく、高生産性、低コストで製造できる高強度ラインパイプおよびその製造方法を提供することを目的とする。
【解決手段】厚鋼板からなる母材を管状に成形し、その突合せ部を2層以上の溶接によって接合した溶接鋼管であって、質量%で、C: 0.02〜0.08%、Si: 0.01〜0.50%、Mn: 0.5〜1.5%その他一定含有量のP、S、Al、Nb、
Ca、Oを含有し、さらに、一定量のCu、Ni、Cr、Moの中から選ばれる1種以上を含有し、さらに、Ceqが0.30以上、PHICが1.00以下、ACRが1.0〜6.0で、残部Feおよび不可避的不純物からなり、管厚全域で島状マルテンサイト(M−A)の体積分率が4%以下で、母材表層部、母材管厚中心部の金属組織と硬さを規定した耐圧潰性および耐サワー性に優れた高強度ラインパイプ及びその製造方法。
(もっと読む)
耐圧潰性に優れた高強度耐サワーラインパイプ及びその製造方法
【課題】耐圧潰性および耐サワー性能を低下させることなく、高生産性、低コストで製造できる高強度ラインパイプおよびその製造方法を提供することを目的とする。
【解決手段】厚鋼板からなる母材を管状に成形し、その突合せ部を2層以上の溶接によって接合した溶接鋼管であって、質量%で、C: 0.02〜0.08%、Si: 0.01〜0.50%、Mn: 0.5〜1.5%その他一定含有量のP、S、Al、Nb、
Ca、Oを含有し、さらに、一定量のCu、Ni、Cr、Moの中から選ばれる1種以上を含有し、さらに、Ceqが0.30以上、PHICが0.10以下、ACRが1.00〜6.00で、残部Feおよび不可避的不純物からなり、表層部、管厚中心部の金属組織と硬さを規定した高強度耐サワーラインパイプ及びその製造方法。
(もっと読む)
鋼板異物除去方法
【課題】鋼板を冷間圧延するに際して、鋼板に付着した異物を効率的に除去することができる鋼板異物除去方法を提供する。
【解決手段】冷間タンデム圧延機15の入側(入側ブライドルロール14の上流側)に、非駆動式の直線ブラシを備えた直線ブラシ装置20を設置して、その直線ブラシ装置20によって、鋼板1に付着した異物を除去する。
(もっと読む)
高Si鋼の熱間圧延ラインにおける上反り防止方法
【課題】加熱時に生成されたスケールを除去し、材料の表面及び裏面を的確な温度差として圧延機で圧延することで上反りを確実に防止する。
【解決手段】加熱炉1の加熱により高Si鋼材料7の表層に生成され、ファイアライトを含んで地鉄中にくさび状に食い込んでいるスケール21は、サイジングプレス3において高Si鋼材料7に30mm以上の幅圧下を行なうことで亀裂22が生じ、高Si鋼材料7の表層から除去しやすくなる。そして、デスケーリング装置4において高圧水を噴射することで、スケール21は小さな塊に分割されて高Si鋼材料7の表層から外部に飛散していく。
(もっと読む)
厚中板の製造方法。
【課題】 薄く長いスラブを使用して、スラブを転回することなく厚中板を製造するに当たり、加熱炉在炉中にスラブの熱間撓みが大きくならないようにすることで、加熱炉抽出に支障が出ないようにしてスラブを加熱し、加熱炉から抽出したスラブの圧延時間を短くして圧延温度を高くし、ミスロールの発生を抑制した厚中板の製造方法を提供する。
【解決手段】 ウォーキングビーム式加熱炉に装入して加熱した2段重ねのスラブを加熱炉から抽出して、2段重ねのスラブのまま脱スケールした後、スラブ吊上げ装置で上段の厚中板用薄スラブを吊上げ、下段の厚スラブは粗圧延機に移送して熱間圧延し、下段の厚スラブを移送した後、スラブ吊上げ装置で吊上げていた上段の厚中板用薄スラブを降ろして仕上圧延機に移送して厚中板に熱間圧延することを特徴とする厚中板の製造方法。
(もっと読む)
橋梁用鋼板の製造方法
【課題】表面疵のない美麗な橋梁用鋼板を製造する。
【解決手段】Si、及び、Nbを含有するスラブを加熱した後、熱間圧延を施して橋梁用鋼板を製造する製造方法において、加熱炉で前記スラブを加熱する際、下記式(1)で定義する過加熱度DOHを、1.1以下に制御することを特徴とする橋梁用鋼板の製造方法。
過加熱度DOH=∫t1t2f(t)dt/{(1170)・(t2−t1)}・・・(1)
f(t):スラブ表面の温度上昇曲線、t1:スラブ表面の温度が1170℃に達した時間、t2:スラブを加熱炉から抽出した時間
(もっと読む)
リードフレーム用複合材の製造方法
【課題】より低コストで加工でき、板厚変動の少ない複合材提供が可能となるリードフレーム用複合材の製造方法を提供する。
【解決手段】銅または銅合金2、チタンまたはチタン合金3、銅または銅合金2の3層を順次積層し構成される複合材1を製造する際、貼り合せクラッド圧延の圧下率を60%以上とすると共に、最終板厚への仕上圧延の圧下率を5%以下とし、大気中にて冷間で貼り合せクラッド圧延と仕上圧延とを行うものである。
(もっと読む)
異物除去装置、異物除去装置を具える調質圧延設備、及び、異物除去装置を用いた調質圧延方法
【課題】粘着性を維持しつつ、耐久性の向上した粘着性ロールを具えた異物除去装置を提供する。また、かかる異物除去装置を具える調質圧延設備を提供する。粘着性ロールの使用期間を延ばし得る、異物除去装置を用いた調質圧延方法を提供する
【解決手段】金属帯表面の異物を除去する粘着性ロール14を具えた異物除去装置11である。かかる粘着性ロール14は、JIS−A硬度Xが5≦X≦45°の範囲にあり、慣性モーメントYが980N・m2以下であり、かつ、X≧0.5(log10(Y/9.8)+2.5)2+3.9を満たすものである。また、かかる異物除去装置11を具える調質圧延設備12である。更に、異物除去装置11を用いた調質圧延方法である。
(もっと読む)
異形線材の成形装置
【課題】 本発明の目的は、素材表面の汚れ等の異物付着の問題を解決し、成形性に優れた高い寸法精度の異形線材を得ることができる成形装置を提供することである。
【解決手段】 本発明は、成形ユニットとして4方ロールスタンドを具備する異形線材の成形装置であって、前記成形ユニットの最前段には線材表面を洗浄する洗浄装置が配置される異形線材の成形装置であり、前記洗浄装置は、前記線材表面を溶媒により洗浄することが好ましく、前記溶媒に超音波振動を印加して洗浄することがより好ましい。
(もっと読む)
耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管
【課題】鋼板の板厚方向および板幅方向の硬さのばらつきを効果的に軽減して、鋼板内の材質均一性を向上させた耐サワーラインパイプ用高強度鋼板を提供する。
【解決手段】質量%で、C:0.02〜0.08%、Si:0.01〜0.5%、Mn:0.5〜1.8%、P:0.01%以下、S:0.001%以下、Al:0.01〜0.08%およびCa:0.0005〜0.005%を含有し、残部がFeおよび不可避的不純物の組成とし、CP値(=4.46[%C]+2.37[%Mn]/6+(1.74[%Cu]+1.7[%Ni])/15+(1.18[%Cr]+1.95[%Mo]+1.74[%V])/5+22.36[%P])を1.0以下として、鋼組織をベイナイト組織とし、さらに板厚方向の硬さのばらつきをビッカース硬さのばらつきΔHVで30以下、かつ板幅方向の硬さのばらつきをビッカース硬さのばらつきΔHVで30以下とする。
(もっと読む)
鋼板内の材質均一性に優れた高強度高靭性厚肉鋼板及びその製造方法
【課題】鋼板の板厚方向および板幅方向の硬さのばらつきを効果的に軽減して、鋼板内の材質均一性を向上させた高強度鋼板を提供する。
【解決手段】質量%で、C:0.02〜0.15%、Si:0.01〜1.0%及びMn:0.5〜2.0%を含有し、残部がFeおよび不可避的不純物の組成とし、鋼組織をフェライトとベイナイト組織とし、さらに板厚方向の硬さのばらつきをビッカース硬さΔHVで50以下、かつ板幅方向の硬さのばらつきをビッカース硬さΔHVで50以下とする。
(もっと読む)
鋼板内の材質均一性に優れた高強度鋼板及びその製造方法
【課題】鋼板の板厚方向および板幅方向の硬さのばらつきを効果的に軽減して、鋼板内の材質均一性を向上させた高強度鋼板を提供する。
【解決手段】質量%で、C:0.02〜0.15%、Si:0.01〜1.5%及びMn:0.1〜2.5%を含有し、残部がFeおよび不可避的不純物の組成とし、また鋼組織はベイナイト組織とし、さらに板厚方向および板幅方向における硬さのばらつきをいずれもビッカース硬さΔHVで50以下とする。
(もっと読む)
熱延鋼板の製造方法および製造設備
【課題】製品厚み12mm以上の熱延鋼板を製造するに際して、巻き取り温度が450〜550℃と比較的低い温度域であっても、ランアウト冷却において高精度で安定な冷却を実現し、高強度で高靭性の材質を確保することができる熱延鋼板の製造方法および製造設備を提供する。
【解決手段】デスケーリング装置3におけるデスケーリング水の鋼板10への衝突圧力が2.0MPa以上になっているとともに、ランアウト冷却設備5は鋼板10の上面冷却をラミナー方式で行う冷却設備であって、上流側冷却設備6と下流側冷却設備7に分割されており、鋼板10の上面冷却を行うための冷却水の水量密度が、上流側冷却設備6では1.0〜2.4m3/m2min、下流側冷却設備7では0.5〜1.0m3/m2minとなっている。
(もっと読む)
塗装耐食性と疲労特性に優れた熱延鋼板およびその製造方法
【課題】スケール層を有する熱延鋼板に電着焼付塗装を施した場合であっても、スケールと地鉄との密着性を損なうことが無く、且つ、良好な化成処理皮膜を形成することが可能な、塗装耐食性と疲労特性に優れた熱延鋼板およびその製造方法を提供する。
【解決手段】スケール層中のマグネタイトの体積分率を60%以上、かつ、前記マグネタイトの平均結晶粒径を3μm以下とし、スケール/地鉄界面の粗さを平均粗さRaで1.5μm以下とする。
(もっと読む)
1 - 20 / 139
[ Back to top ]