
Fターム[4E002BD20]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | その他 (164)
Fターム[4E002BD20]に分類される特許
1 - 20 / 164
鋼線、及び鋼線の製造方法
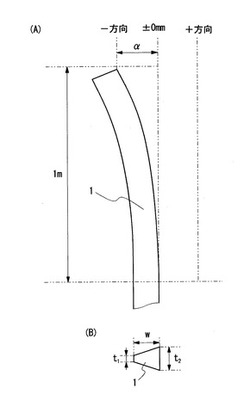
【課題】鋼線を環の一部が開口した形状に曲げ加工した際、環の軸方向における鋼線の端部同士のずれ(歪み量)を小さく、かつその歪み量のばらつきを小さくできる鋼線を提供する。
【解決手段】鋼線1の横断面形状は、互いに対向する短辺と長辺とを有する異形状である。その鋼線1は、外力が作用しない無負荷時に、上記短辺側に湾曲している。特に、鋼線の長さ1m当たりの湾曲量αが、−5mm以上であることが好ましい。湾曲量αは、鋼線1の長さ方向の一端側を位置決めし、当該一端側において上記長辺側に接する平面を基準としたとき、当該基準から当該長さ方向の他端側までの垂直距離である。
(もっと読む)
熱延鋼板の製造方法

【課題】超微細粒鋼を製造する際に必要となる冷却速度、冷却量の大きな強冷却を鋼板の先端から実施し、冷却された先端部をピンチロールに噛みこませて鋼板に張力を付与するような製造方法をおこなう場合に、最終圧延機とピンチロールとの間の張力が所望の値になり、歩留まりを向上させることが可能な熱延鋼板の製造方法を提供する。
【解決手段】仕上げ圧延機列の最終圧延機1の直後に設置された冷却装置2と、該冷却装置の出側に設置されて鋼板の上下両面に当接するピンチロール3とを備えた装置を用いて、鋼板Sの先端がピンチロール3に到達する以前より鋼板Sの冷却を開始し、その後にピンチロール3で鋼板Sを狭圧して鋼板Sに張力を付与する過程を経る熱延鋼板の製造方法において、冷却による鋼板Sの長さ変化を予測し、長さ変化の予測値に基づいてピンチロール3の速度を初期設定する、熱延鋼板の製造方法。
(もっと読む)
異形断面条の仕上げ圧延方法及び仕上げ圧延装置
【課題】仕上げ圧延時に厚板部と薄板部との段差を接続する斜面の押し込み不良を防止し、歩留まり悪化による製造コストの増加や納期遅延を防止することができる異形断面条の仕上げ圧延方法及び仕上げ圧延装置を提供する。
【解決手段】長手方向に沿って凸部33が形成された異形断面条32を溝が形成された圧延ロール42で仕上げ圧延する異形断面条32の仕上げ圧延方法において、曲げにより異形断面条32の凸部33の幅を調整して圧延ロール42の溝の幅に対応させた後、圧延ロール42で仕上げ圧延するものである。
(もっと読む)
ローラレベラおよびそれを用いた金属板の処理設備および処理方法
【課題】金属板の搬送時にレベリングロールに疵が発生し難いローラレベラを提供すること。
【解決手段】ローラレベラ100は、矯正すべき金属板の通板ラインの上下に千鳥状に配置され、金属板を挟んで矯正しつつ金属板を通板させるように回転する複数のレベリングロール6,8と、レベリングロール6,8をバックアップする複数のバックアップロール7,9と、レベリングロール6,8を介して金属板Pを圧下する圧下シリンダ4と、レベリングロール6(8)とバックアップロール7(9)を接離させる接離機構(シリンダ)15,16とを具備する。
(もっと読む)
洗浄装置、洗浄方法および調質圧延機
【課題】ワークロール表面の異物を除去しつつ異物の付着を抑制できるとともに、洗浄廃液量を低減できる洗浄装置、洗浄方法および調質圧延機を提供すること。
【解決手段】調質圧延機1のワークロール2を洗浄する洗浄装置5は、0℃未満の昇華性の固体粒子と噴出媒体とを含むブラスト材、高圧流体および低圧流体を噴出可能な洗浄ノズル51と、洗浄ノズル51に対してそれぞれ、ブラスト材を供給するブラスト材供給手段52と、高圧流体を供給する高圧流体供給手段53と、低圧流体を供給する低圧流体供給手段54と、を備え、洗浄ノズル51は、高圧流体を噴出する第1噴出口と、第1噴出口を囲み低圧流体およびブラスト材を噴出する第2噴出口と、を有し、ブラスト材、高圧流体および低圧流体の供給量を調整する第1調整手段525、第2調整手段533、第3調整手段543が、それぞれ配管P1,P2,P3の途中に設けられていることを特徴とする。
(もっと読む)
複合ライン及び複合ラインの制御方法。
【課題】冷間圧延機を含む複合ラインを効率的に稼動させつつ、複合ラインを構成する機械数を低減し、又は設備が小型化する。
【解決手段】この発明の複合ラインは、圧延加工に供される金属板を、巻き取り、巻き戻す巻取巻戻機と、巻取巻戻機の下流に設置され、巻取巻戻機から新たに供給された金属板を、先に供給された金属板に溶接する溶接機と、溶接機の下流に設置され、通過する金属板を圧延する可逆式冷間圧延機と、可逆式冷間圧延機の下流に設定され、金属板を蓄積する中間ルーパと、中間ルーパの下流側に配置され、中間ルーパを通過した金属板に、所定の処理を施す連続処理設備と、を備える。
(もっと読む)
厚中板の製造方法。
【課題】 薄く長いスラブを使用して、スラブを転回することなく厚中板を製造するに当たり、加熱炉在炉中にスラブの熱間撓みが大きくならないようにすることで、加熱炉抽出に支障が出ないようにしてスラブを加熱し、加熱炉から抽出したスラブの圧延時間を短くして圧延温度を高くし、ミスロールの発生を抑制した厚中板の製造方法を提供する。
【解決手段】 ウォーキングビーム式加熱炉に装入して加熱した2段重ねのスラブを加熱炉から抽出して、2段重ねのスラブのまま脱スケールした後、スラブ吊上げ装置で上段の厚中板用薄スラブを吊上げ、下段の厚スラブは粗圧延機に移送して熱間圧延し、下段の厚スラブを移送した後、スラブ吊上げ装置で吊上げていた上段の厚中板用薄スラブを降ろして仕上圧延機に移送して厚中板に熱間圧延することを特徴とする厚中板の製造方法。
(もっと読む)
マグネシウムストリップを製造するための最終圧延装置及びマグネシウムストリップの製造方法
【課題】マグネシウムストリップを最終圧延装置の範囲内でより効果的に加熱する。
【解決手段】薄いマグネシウムストリップ30を製造するための最終圧延装置10に、ロールギャップ31を定義する2つの加工ロール32,33を収容するロール架台11と、コイル29を収容してロールギャップ31にマグネシウムストリップ30を供給するための第1コイラー13と、マグネシウムストリップ30がロールギャップ31を貫通した後、マグネシウムストリップ30を巻くための第2コイラー12とを設ける。予熱炉15による予熱プロセスの後、第1コイラー13及びロール架台11に熱放射からコイル29又はマグネシウムストリップ30を守るフード装置21,22と加熱装置27,37とを設ける。第1コイラー13のフード装置21がコイル29をロール架台11の外方を向くそのハウジング側上のフード装置21に導入するためのコイル通過孔23の役割をする。
(もっと読む)
耐海水孔食性に優れたステンレスクラッド鋼
【課題】耐海水孔食性に優れたステンレスクラッド鋼を提供する。
【解決手段】Cr(質量%)+3Mo(質量%)+16N(質量%)で示される孔食指数PIが35.0以上であるステンレス鋼を合わせ材とするステンレスクラッド鋼。前記ステンレスクラッド鋼表面の、JIS B 0601−2001に準拠して測定される圧延(長手)方向(L)の平均粗さRzJIS(L)が1.0μm以下、圧延方向に対して垂直方向(C)の平均粗さRzJIS(C)が1.0μm以下、各測定箇所での前記圧延(長手)方向(L)の平均粗さRzJIS(L)と前記圧延方向に対して垂直方向(C)の平均粗さRzJIS(C)の比(L/C)の平均である平均L/Cが、0.5〜2.0の範囲である。
(もっと読む)
耐食性に優れたステンレスクラッド鋼
【課題】耐食性に優れたステンレスクラッド鋼を提供する。
【解決手段】ステンレスクラッド鋼の表面に形成される不動態皮膜部におけるCr/Fe濃度(at%)と母相であるステンレス鋼のCr/Fe濃度(at%)の比が1.2以上である。かつ、前記ステンレスクラッド鋼表面の、JIS Z 8741「鏡面光沢度−測定方法」に準拠して測定角度60°で測定される圧延方向(L)、垂直方向(C)および圧延45度方向(D)の各々の光沢度(Gs(60))がいずれも50以上であり、さらに、下記式(1)で算出される平均光沢度指標が60以上である。
平均Gs(60)=(Gs(60)L +2×Gs(60)D + Gs(60)C)/4 --- (1)
なお、平均Gs(60):平均光沢度指標、Gs(60)L:圧延方向(L)の光沢度、Gs(60)C:垂直方向(C)の光沢度、Gs(60)D:圧延45度方向(D)の光沢度を示す。
(もっと読む)
縞鋼板の圧延後冷却方法
【課題】熱間圧延ラインの冷却設備で、突起面を上面にして搬送される圧延後の縞鋼板を冷却する場合に、スケールが剥がれにくく、コイル巻き取りまでに鋼板の上面に冷却水が残らない縞鋼板の圧延後冷却方法を提供する。
【解決手段】仕上げ圧延機2の出側直下流に設けられた急冷装置5で縞鋼板1の上下面に冷却水を吹き付けて所定の温度まで冷却し、急冷装置5内の急冷工程直下流の水切りロール9で縞鋼板1の上面の冷却水を水切りし、その下流に設けられた所定長の冷却ライン7で縞鋼板1の下面にのみ所定量の冷却液を吹き付けると共に、必要に応じてパージ装置6から縞鋼板1の上面にエアを吹き付けて冷却水を吹き飛ばすことにより、縞鋼板1を速やかに早く冷却すると共に縞鋼板1の上面の冷却水を速やかに除去する。
(もっと読む)
ステンレス鋼スラブの表面手入れ方法
【課題】 ステンレス鋼スラブの表面をグラインダーによって手入れするにあたり、研削バリの除去作業を設けなくても、製品の表面品質を確保することができる、生産性に優れた表面手入れ方法を提供する。
【解決手段】 熱間圧延時にスラブ幅が圧下されるステンレス鋼スラブをグラインダーによって手入れする方法において、回転方向がスラブ長手方向に対して傾斜したグラインダー砥石2を、固定したスラブ1の一方の端部から他方の端部に向かって移動させて研削し、スラブ端部に到達したなら、グラインダー砥石を1回の研削面の幅に相当する長さ分またはそれよりも少ない長さ分だけ幅方向にずらし、当該砥石を前回の移動方向とは逆方向に移動させて表面を研削し、この操作を反復繰り返しする表面手入れ方法であって、グラインダー砥石の回転方向下流側に位置するスラブコーナー部は、研削を行わずに未研削のままとする。
(もっと読む)
ステッケルミルの振動を軽減する方法及び装置
【課題】本発明の目的は、調整の観点における振動の軽減のための既知の方法を単純化することである。
【解決手段】本発明は、ステッケルミルにおけるステッケルロールのフラットスポットによって生じる振動を軽減するための方法及び対応する装置に関する。調製可能なロール(3)は、ステッケルファーネスのステッケルロール(1)と圧延機スタンド(5)の駆動装置(2)との間に取り付けられ、圧延素材(6)に接触することができる。本発明は、ロール(3)によって圧延素材(6)上に加えられる力が規定された値に調整されることを特徴としている。
(もっと読む)
異形線材の成形装置
【課題】 本発明の目的は、素材表面の汚れ等の異物付着の問題を解決し、成形性に優れた高い寸法精度の異形線材を得ることができる成形装置を提供することである。
【解決手段】 本発明は、成形ユニットとして4方ロールスタンドを具備する異形線材の成形装置であって、前記成形ユニットの最前段には線材表面を洗浄する洗浄装置が配置される異形線材の成形装置であり、前記洗浄装置は、前記線材表面を溶媒により洗浄することが好ましく、前記溶媒に超音波振動を印加して洗浄することがより好ましい。
(もっと読む)
熱延鋼板の製造方法および製造設備
【課題】製品厚み12mm以上の熱延鋼板を製造するに際して、巻き取り温度が450〜550℃と比較的低い温度域であっても、ランアウト冷却において高精度で安定な冷却を実現し、高強度で高靭性の材質を確保することができる熱延鋼板の製造方法および製造設備を提供する。
【解決手段】デスケーリング装置3におけるデスケーリング水の鋼板10への衝突圧力が2.0MPa以上になっているとともに、ランアウト冷却設備5は鋼板10の上面冷却をラミナー方式で行う冷却設備であって、上流側冷却設備6と下流側冷却設備7に分割されており、鋼板10の上面冷却を行うための冷却水の水量密度が、上流側冷却設備6では1.0〜2.4m3/m2min、下流側冷却設備7では0.5〜1.0m3/m2minとなっている。
(もっと読む)
連続鋳造鋳片の脱水素方法
【課題】省スペースでかつ効率的に鋳片に脱水素処理を施すことが可能な、連続鋳造鋳片の脱水素方法を提供する。
【解決手段】連続鋳造鋳片の脱水素方法であって、バーナーを設置した徐冷カバー内に複数の鋳片を収容し、前記鋳片の鋼種に応じ、前記バーナーによって前記徐冷カバー内の雰囲気を加熱して、前記鋳片の温度をAr3点よりも低い温度で、かつ水素の拡散係数の値がAr3点における値よりも大きくなる温度に保持しながら、前記鋳片を徐冷して脱水素を行うことを特徴とする連続鋳造鋳片の脱水素方法。前記バーナーの雰囲気加熱により前記鋳片をAr3点よりも100〜300℃低い温度に保持することが好ましい。また、前記バーナーの雰囲気加熱により前記鋳片を前記所定の温度に保持する時間は、前記鋳片を圧延して得られる鋼板において要求される水素濃度に応じて設定することが好ましい。
(もっと読む)
ロール疵起因ロールの特定方法
【課題】ロール疵発生時にロール疵の起因となっているロールを短時間に特定できると共に、高精度のロール疵判定ができる、ロール疵起因ロールの特定方法を提供することを課題とする。
【解決手段】複数のスタンドで構成される仕上圧延機を有する熱間圧延ラインにおいて、仕上圧延ロールが起因で鋼板表面に周期的に発生するロール疵を検出し、検出したロール疵の起因であるロールを特定する、ロール疵起因ロールの特定方法であって、ロール疵発生条件ステップと、表面疵の検知ステップと、疵の発生ピッチ演算ステップと、出側疵周期と発生ピッチとを比較する比較ステップと、一致する出側疵周期があれば、その圧延ロールを検出したロール疵の起因ロールであると特定する起因ロールの特定ステップと、一致する出側疵周期がなければ、検出したロール疵は非ロール疵であると判定する非ロール疵判定ステップとを有する。
(もっと読む)
異形断面条材の製造方法
【課題】コイル交換後の作業開始時に生じる板厚変動を低減することにより、仕上げ圧延時の不良発生を防ぎ、歩留を向上させ製造コストを低減することができる異形断面条材の製造方法を提供する。
【解決手段】圧延加工面が先端側からV字状に末広がりとなっている突起部61a,61bを有する平盤状V型ダイス60と、平盤状V型ダイス60の圧延加工面に対向して設けられた遊星圧延ロール71とを備えた異形断面条材製造装置70を用い、平盤状V型ダイス60と遊星圧延ロール71との間に平板状条材73を導入して平板状条材73を異形断面条材82へ圧延加工する異形断面条材の製造方法において、平盤状V型ダイス60に温度調整機構1を設け、異形断面条材製造装置70の停止時に平盤状V型ダイス60の温度低下を防止する方法である。
(もっと読む)
帯鋼の冷間仕上圧延方法および冷間仕上圧延装置
【課題】板厚が2.5mm以下の帯鋼を、微少な表面疵を確実に生じることなく、所要の厚みに冷間仕上圧延する帯鋼の冷間仕上圧延方法、およびこれに用いる冷間仕上圧延装置を提供する。
【解決手段】板厚tが2.5mm以下の帯鋼s1に対し、1.0〜10%の圧下率により冷間仕上圧延を施す上下一対のワークロールw1,w2と、係るワークロールw1,w2の入側INにおける上記帯鋼s1のパスラインPSの上下に対向して配置した油含有冷却液W,wのノズル管(噴射手段)6,ノズル孔(噴射手段)9と、係るノズル管6,ノズル孔9におけるワークロールw1,w2側に隣接する位置において、帯鋼s1のパスラインPSの上下にそれぞれ配置した合成ゴム製の第1ワイパ2a,2bと、ワークロールw1,w2の出側OUTにおける冷間仕上圧延後の帯鋼s2のパスラインPSの上下にそれぞれ配置した合成ゴム製の第2ワイパ12a,12bと、を含む、帯鋼s1の冷間仕上圧延装置1。
(もっと読む)
熱間圧延鋼板の製造設備列および熱間圧延鋼板の製造方法
【課題】本発明は、最終デスケーリング後に複数回の圧延をする場合や仕上げ圧延後に矯正を施す場合に発生するブリスタリング(スケール剥離)を、鋼材の温度調整や薬剤を用いることなく抑制し、表面状態の優れた熱間圧延鋼材を得ることを課題とする。
【解決手段】本発明は、デスケーリングの後、仕上げ圧延を行うとき、仕上げ圧延の前もしくは後または前記仕上げ圧延が複数の圧延で構成される場合はそれら圧延の間の、少なくとも1箇所で、大気よりも酸素濃度の低いガスを鋼板表面に吹き付けることを特徴とする熱間圧延鋼板の設備列および製造方法に関する。
(もっと読む)
1 - 20 / 164
[ Back to top ]