
Fターム[4E003BA00]の内容
金属板状体の矯正 (494) | ロール矯正 (182)
Fターム[4E003BA00]の下位に属するFターム
ロール(単体の)構造 (40)
ロール(群全体の構造)調整 (51)
小型特殊ロール矯正
付帯(加工)条件 (69)
付属設備 (15)
Fターム[4E003BA00]に分類される特許
1 - 7 / 7
マグネシウム合金材の製造方法
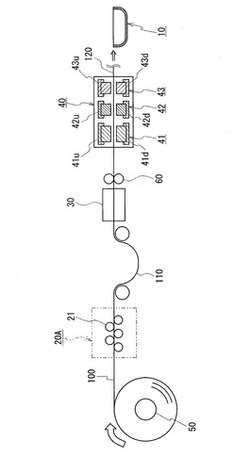
【課題】プレス加工が施されたマグネシウム合金材を生産性よく製造可能なマグネシウム合金材の製造方法を提供する。
【解決手段】マグネシウム合金からなる長尺な圧延板が巻き取られた圧延コイル材を素材とし、これを巻き戻して素材板100を矯正機構20Aに導入して、矯正板110を作製し、得られた矯正板110をプレス機構40に導入して、順送プレス加工を施し、マグネシウム合金材10を製造する。この製造方法では、矯正加工に連続して順送プレス加工を行うことで、矯正された素材をプレス機構40に連続供給でき、マグネシウム合金材10を生産性よく製造できる。特に、矯正された素材は平坦性に優れるため、プレス機構40の所定の位置に精度良く搬送でき、寸法精度に優れるマグネシウム合金材10を製造できる。
(もっと読む)
接合方法

【課題】摩擦攪拌接合後に金属要素同士の接合部分を平らにすること。
【解決手段】金属要素1,1同士の突合部J1における金属要素1,1の表面側から突合部J1に沿った方向としての縦方向に摩擦攪拌接合を行う第一の本接合工程と、当該第一の本接合工程の後に、前記第一の本接合工程における摩擦攪拌で表面側に発生したバリを除去するとともに第一の本接合工程における摩擦攪拌接合により形成された金属要素1,1の裏面側に凸の反りを矯正する歪矯正工程とを含むことを特徴とする。
(もっと読む)
円筒軸の製造方法
【課題】形状の安定した円筒軸の製造方法を提供する。
【解決手段】円筒軸の製造方法は、曲げ方向の長さがプレス型の円筒周長よりも短い所定
長さに形成された金属板を、曲げ方向の両端面が近接又は当接するように円筒状にプレス
曲げ加工して、軸方向において一定方向に湾曲した円筒軸を形成する円筒加工工程を有す
る。所定長さは、プレス型の円筒周長から金属板のプレス曲げ加工における曲げ方向の伸
びを除いた長さを基準として一定範囲内に規定される。
(もっと読む)
マグネシウム合金コイル材
【課題】平坦性に優れるマグネシウム合金コイル材及びその製造方法、このコイル材を用いたマグネシウム合金部材及びその製造方法を提供する。
【解決手段】マグネシウム合金からなる板状材が円筒状に巻き取られたコイル材であり、その内径が1000mm以下である。このコイル材から切り取った反り量用試験片1を水平台100に載置したとき、試験片1の幅wに対する、両者1,100の隙間110における鉛直方向の最大距離hの割合が0.5%以下である。このコイル材は、マグネシウム合金を連続鋳造した鋳造材に圧延を施し、得られた圧延板に温間矯正加工を施し、得られた加工板を円筒状に巻き取るとき、巻き取り直前の温度を100℃以下にしてから巻き取ることで製造できる。巻き取り直前に十分に低温にすることで、巻き取り後の板状材は、巻回数が多い場合でも幅方向の反りが生じ難い上に、巻き取り径が小さい場合でも巻き癖がつき難く平坦性に優れる。
(もっと読む)
伝熱板の製造方法
【課題】伝熱板の水密性及び気密性を高めるとともに、平坦性の高い伝熱板を製造することができる伝熱板の製造方法を提供することを課題とする。
【解決手段】表面10aに凹設された第一凹部12と、この第一凹部12の底面12aに凹設され熱発生体が発生する熱を外部に輸送する熱輸送流体が流れる第二凹部13とを有する本体10に、第二凹部13を封止する蓋部材30を摩擦攪拌接合によって固定して形成される伝熱板の製造方法であって、突合部40に沿って摩擦攪拌接合を行う蓋部材固定工程と、第二凹部13の開口周縁14に沿って回転ツールGを移動させて、重ね合わせ部18に対して摩擦攪拌接合を行う第二凹部密封工程と、本体10の裏面側に凸となる反りを、本体10の表面側に引張応力が発生するような曲げモーメントを作用させることで矯正する矯正工程と、を含むことを特徴とする。
(もっと読む)
鋼板の製造方法
【課題】生産性を低下させることなく、平坦度に優れ、所望の特性を有する鋼板をオンラインで製造できる方法を提供する。
【解決手段】少なくとも1台の熱間圧延機の下流側に、順に、少なくとも1台の冷却装置、少なくとも1台の矯正装置および少なくとも1台の誘導加熱装置が配置された鋼板の製造設備を用い、熱間圧延機により圧延された鋼板を冷却装置により加速冷却する工程と、加速冷却された鋼板を矯正装置で形状矯正する工程と、鋼板の形状矯正中に、鋼板の形状矯正された部分を順次誘導加熱装置で熱処理する工程と、を有する鋼板の製造方法。
(もっと読む)
燃料電池用金属セパレータの製造方法および製造装置
【課題】良好な生産性および製品精度を確保し得る燃料電池用金属セパレータの製造方法および製造装置を、提供する。
【解決手段】
燃料電池用セパレータの外面形状に対応する凹凸部が形成された成形ロールセット222,232の間に、燃料電池用セパレータの金属素板202を通し、金属素板202に形成されているガイド穴203を利用して、金属素板202を位置決めしながら、成形ロールセット222,232の凹凸部によって、金属素板202に連続的に幅方向の成形加工を施し、前記外面形状を形成する。
(もっと読む)
1 - 7 / 7
[ Back to top ]