
Fターム[4E003BA22]の内容
Fターム[4E003BA22]の下位に属するFターム
Fターム[4E003BA22]に分類される特許
1 - 8 / 8
鋼帯の製造設備
【課題】C反り及びL反りを矯正可能であり且つ設備の小型化及びランニングコスト低減を図ることが可能な、鋼帯の製造設備を提供する。
【解決手段】焼鈍炉を備えた鋼帯の製造ラインに設けられる鋼帯の製造設備であって、調質圧延機及びその出側に配置された通板ロールの下流側に、5本のロールを用いて鋼帯の反りを矯正する反り矯正装置を有し、5本のロールは、パスラインの一方の側に配置された2本のロール、及び、パスラインを挟んで反対側に配置された3本のロールが、パスラインに沿って交互に配置されており、5本のロールのうち、少なくとも2本のロールはパスラインに対する位置を独立に変更可能であり、5本のロールのロール径をパスラインの上流側から順にd1乃至d5とし、隣接するロールの間隔をパスラインの上流側から順にP1乃至P4とするとき、d1=d2=d3=d4<d5、且つ、P1=P2=P3<P4である、鋼帯の製造設備とする。
(もっと読む)
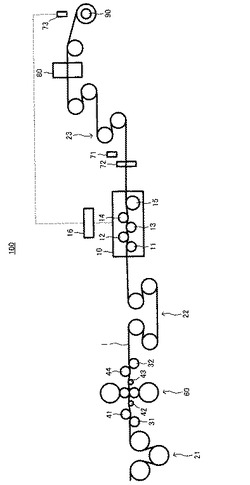
ローラレベラおよび金属板の矯正方法

【課題】薄くて降伏応力が大きい金属板であっても十分に矯正することができるローラレベラおよび金属板の矯正方法を提供すること。
【解決手段】切板状の金属板Pを矯正するローラレベラ100は、金属板Pを挟み込んで圧下しつつ金属板を通板させるように回転する複数のレベリングロール6,8と、レベリングロール6,8を介して金属板Pを圧下する油圧式の圧下シリンダ4と、レベリングロールを回転させて金属板Pを通板させる駆動装置15と、金属板Pのパスラインにおけるレベリングロール配置領域の外側部分に設けられたピンチロール31a,31bとを具備し、圧下シリンダ4により金属板Pの矯正に必要な圧下量でレベリングロール6,8を介して金属板Pを圧下しつつ、駆動装置15による駆動力およびピンチロール31a,31bによる引き抜き力により金属板Pを通板させる。
(もっと読む)
溶接歪取り装置
【課題】プレス式溶接歪取り装置が、騒音や粉塵の発生を抑制し、容易に溶接歪み(変形)を矯正できる。
【解決手段】溶接歪取り装置は、平板状の載置部(矩形板)11を有する台車と、この載置部に搭載した荷重手段と、載置部を貫通し上下動可能な押圧部20とを有する。押圧部は下端部に車輪からなる一対のキャスター70を有する。一対のキャスターを、溶接部を挟んで被溶接物に押圧しながら、溶接線方向に移動させて被溶接物の歪を取る。
(もっと読む)
差厚鋼板の自動矯正制御方法及び自動矯正制御装置ならびに差厚鋼板の製造方法
【課題】本発明は、オペレータの目視判断によるローラーレベラーによる差厚鋼板の矯正作業を自動判定と自動運転を可能とする差厚鋼板の自動矯正方法を提供することを目的とする。
【解決手段】板厚測定手段と鋼板移動距離測定手段とからの情報に基づき差厚鋼板の平坦度、板厚及び移動距離を算出するステップと、前記算出結果から差厚境界を判定するステップと、前記判定結果から矯正圧下量を変更するステップとを備えたことを特徴とする差厚鋼板の自動矯正制御方法。
(もっと読む)
テンションレベラー
【課題】従来のテンションレベラーでは矯正後の材料に大きな残留応力があり、裁断、印刷等の以後の加工が困難という問題があった。これはテンションレベラーがロールを使って材料を曲げて矯正しているためである。
【解決手段】テンションレベラーの入出口ブライドルロール間で金属帯版の表裏両面に中空ロールによって圧力をかけ、引張りによる矯正を行う。引張り矯正過程で材料に曲げが加えられることがなく、形状矯正後の材料の残留応力が少ない。
(もっと読む)
熱間ローラ矯正における被矯正材の降伏応力および弾性係数の推定方法ならびにローラレベラの操業方法
【課題】熱間ローラ矯正において被矯正材の降伏応力および弾性係数を精度良く予測する。
【解決手段】熱間で、上下に千鳥状に複数本のロールが配置されたローラレベラのロール間に被矯正材を通して繰り返し曲げを与えることによって、該被矯正材の反りや波形状を平坦化する、あるいは、該被矯正材に所望の反りや波形状を付与する熱間ローラ矯正において、被矯正材の降伏応力および弾性係数を任意の一つの媒介変数の関数とし、ローラレベラの各ロールの設定位置と、ローラ矯正時の矯正荷重とから前記媒介変数を推定し、この推定された媒介変数により、該被矯正材の降伏応力および弾性係数を推定する。
(もっと読む)
レリース機構及び該レリース機構を備えた矯正処理装置
【課題】 簡単な構成で、応答性良くレリース動作を行わせることができると共に、低騒音で作業環境も改善することができるレリース機構を提供する。
【解決手段】 プレス部300のプレス加工と連動してサーボモータ410、411にレリース信号が送られると、サーボモータ410、411が回動されボールネジ部420,421の出力部材422、423がレリース方向に移動される。これに伴い、出力部材422、423に連結部424、425を介して連結される上部ワークロール支持部材430がレリース方向に移動され、上部ワークロール支持部材430に支持される上部ワークロール242はレリース方向に移動される。これにより、上部ワークロール242と下部ワークロール244の間を搬送されるワーク2はレリースされる。
(もっと読む)
金属帯の形状矯正方法及び装置
【課題】熱間圧延後の鋼板など表面に酸化スケールを有する金属帯に対してもスケール噛み込みに起因する表面欠陥を発生させることなく形状矯正する。
【解決手段】形状矯正手段としてスキンパスミル101及びテンションレベラー201を用いて金属帯1の平坦度や反りを矯正する金属帯の形状矯正に際し、スキンパスミルの入側と出側、及び、テンションレベラーの入側と出側に設けた板速度検出手段30で板速度を検出して、スキンパスミル及びテンションレベラーの伸長率を測定し、予め通板材の材質、厚みなどの素材条件に応じて、それぞれ定めておいたスキンパスミル及びテンションレベラーでの所望の伸長率を確保すべく、通板張力、スキンパスミルの圧下量、及びテンションレベラーの押込み量の少なくともいずれか一つを調整する。
(もっと読む)
1 - 8 / 8
[ Back to top ]