
Fターム[4E004FA01]の内容
連続鋳造 (7,741) | タンディッシュノズル (89) | ノズル部開通に関するもの (25)
Fターム[4E004FA01]に分類される特許
1 - 20 / 25
汚染源のタンディッシュへの混入を防止する連続鋳造方法
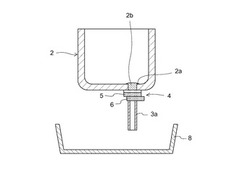
【課題】 鋼の連続鋳造において、予めスライディングノズル内の詰め物および初期溶鋼をタンディッシュ外で捨湯し、開いた注湯孔の溶鋼凝固による閉塞を防いで、取鍋をタンディッシュに移して溶鋼をタンディッシュへ注湯する方法を提供する。
【解決手段】 タンディッシュ8外で取鍋2のスライディングプレート4の注湯孔を開いて取鍋底部の注湯孔2aの詰め物2bと初期溶鋼をタンディッシュ8外の捨湯ポット9に捨湯し、スライディングプレート4を閉め、スライディングプレート4の上プレート5を通じて上部のスライディングノズル3の注湯孔から取鍋底部の注湯孔2aに不活性ガスを吹き込み、溶鋼凝固による注湯孔の閉塞の防止し、この取鍋2をタンディッシュ8の注湯位置へ移してロングノズル3aをタンディッシュ8内に装着し、上プレート5の注湯孔5aと下プレート6の注湯孔6aを連通してタンディッシュ8へ注湯を開始する。
(もっと読む)
開閉ノズル装置

【課題】取鍋からの溶鋼の流出がスラグの流出に切り替るタイミングを適正に検知してノズル孔を閉鎖することのできるスライディングノズル装置を提供する。
【解決手段】取鍋12の底部14に設けた注湯口16の下側の位置で開閉するノズル孔28を有し、ノズル孔28の開状態の下で注湯口16から流出した溶鋼15をタンディッシュに注入するスライディングノズル装置に、取鍋からの溶鋼をノズル孔に流しながら、ノズル孔にガス供給してガスバブリングさせるガス供給管路と、ガス供給管路の背圧の大きさを連続して検知する圧力検知手段とを有し、取鍋からの流れが溶鋼からスラグに切り替ることにより発生する背圧の急激な圧力変化に基づいてスラグ検知するスラグ検知装置を備えておく。
(もっと読む)
溶鋼の注湯装置及び注湯方法
【課題】時間を掛けないで詰砂を含む溶鋼をタンディッシュへ注湯することを防止可能な溶鋼の注湯技術を提供する。
【解決手段】タンディッシュ6への溶鋼10注湯段階で詰砂のタンディッシュへの混入を安全且つ容易に除去することを可能とするものである。取鍋1からタンディッシュへ溶鋼を注湯するための注湯用の開口2aを有するスライディングノズル2を備える。そのスライディングノズルは注湯用の開口とは別に第2の開口2bを有し、その第2の開口を詰砂排出用ノズル4を介して詰砂受け3に連通した。詰砂受けに対して詰砂排出用ノズルはスライド可能となっている。
(もっと読む)
ロングノズル
【課題】ロングノズル下端付近のスラグ等の付着自体を抑制すること、及び付着物層の増大を抑制すること。
【解決手段】溶鋼をタンディッシュに排出するロングノズル10において、ロングノズルの下端から、少なくとも浸漬部(ロングノズルをタンディッシュ内溶融物中へ浸漬する際の、溶融物層の上面までの領域をいう。)上端位置よりも上方の領域に亘って、ロングノズルの内孔側表面及び外周側表面のいずれか又は両方に、その表面から突出して上下方向に伸びる、少なくとも6mm以上の高さの突条20を、周方向に間隔をおいて複数設けた。
(もっと読む)
タンディッシュからの流れを制御する配置
鋼の連続鋳造において、タンディッシュ(10)における湯出し口(11)からの流れが、溶鋼に渦運動を与えるために回転可能である湯止棒で制御される。この回転は、湯出し口及び吐き出し管(12)における湯あかのリスクを減少させる。湯止棒(16)の周囲のスリーブは、スラグ層(18)を通して溶鋼(17)内へ伸びる。保護ガスが、空気がギャップを通して溶鋼の内部に引かれることを阻止するために、湯止棒(16)とスリーブ(30)の間のギャップに提供される。 (もっと読む)
連続鋳造用ロングノズルの設計装置及び連続鋳造用ロングノズルの設計プログラム、連続鋳造用取鍋組立体、並びに連続鋳造方法
【課題】浸漬開口の際ロングノズル上端の接続部からの溶鋼の噴出を十分防止できる連続鋳造用取鍋アセンブリ設計装置の提供。
【解決手段】下部長さdが溶鋼溜に浸漬したノズル管内空間の溶鋼溜湯面上に使用時に投入される量の詰砂を充填した状態を初期状態とし、砂柱を圧力係数μwkで応力伝達する一体の弾性体とし、ノズル上部から溶鋼を体積流量Qmで流入させつつ、砂柱の速度、位置の経時変化を演算すると共に、砂柱上に溜積する溜積溶鋼湯面高の経時変化を演算する砂柱運動演算手段と、管内径Rを段階的に変化させつつ砂柱運動演算手段により、詰砂全部がノズル下端から排出された時点の溜積溶鋼の湯面高を算出し、この湯面高がノズル上端高以下となる最小ノズル管内径を決定する最小ノズル径決定手段と、最小ノズル管内径Rによりノズル管内空間の必要管内容積を算出するノズル容積演算手段とを備えた。
(もっと読む)
Zr添加鋼のノズル閉塞抑制方法および微細酸化物分散鋼の製造方法
【課題】溶鋼中のZrO2介在物の分散状態を粒径分布が細かい状態にして、大規模な設備を導入することなく、かつ生産性を低下させることなく、連続鋳造時のZr添加鋼のノズル閉塞を確実に抑制する。
【解決手段】環流型真空脱ガス装置において、製鋼温度域でAlおよびTiで脱酸することにより溶鋼中酸化物をAl2O3−Ti2O3系に制御し、かつ、溶鋼中全酸素濃度を0.008%以下とした溶鋼に、式(1):0.04≦Zr添加量(kg)/(溶鋼重量(kg)×全酸素濃度(%))≦0.07を満たす量のZrを添加して、C:0.005〜0.2%、Si:0.5%以下、Mn:0.5〜2.0%、sol.Al:0.005%以下、Ti:0.005〜0.03%、Zr:0.002〜0.020%、O:0.008%以下、N:0.001%以上0.01%以下を含有し、残部Feおよび不純物からなるZr添加鋼とし、このZr添加鋼を鋳造する。鋳造時のノズル閉塞が抑制される。
(もっと読む)
連続鋳造用ノズル内の付着物除去方法および付着物除去装置
【課題】ノズル自体に衝撃を与えたりすることなく、連続鋳造用ノズルの内孔に付着した地金等付着物を効率的に除去でき、連続鋳造用ノズルの長期安定使用を可能とする付着物除去方法および付着物除去装置を提供する。
【解決手段】本発明の連続鋳造用ノズル内の付着物除去方法は、連続鋳造用ノズル1のノズル内孔2に付着した付着物3を誘導加熱により溶融して除去する方法である。また、本発明の付着物除去装置10は、連続鋳造用ノズル1のノズル2内孔に付着した付着物3を誘導加熱により溶融して除去する装置であり、連続鋳造用ノズル1の外径より大きい径を有する加熱コイル11内に連続鋳造用ノズル1の一部または全部を挿通させ、加熱コイル11に電流を流し付着物3に電流を誘導することで加熱溶融する。地金等付着物3が誘導加熱により効率的に溶融除去されるため連続鋳造用ノズル1の長期安定使用が可能となる。
(もっと読む)
鋼の連続鋳造方法
【課題】浸漬ノズルの内壁面にアルミナが付着するのを効果的に抑制し、浸漬ノズルの閉塞を防止することができる鋼の連続鋳造方法を提供する。
【解決手段】質量%で、CaOを0.5〜7%、SiO2を30%以下で含有するアルミナ−グラファイト質の耐火物で構成される浸漬ノズル6を用い、この浸漬ノズル6内に下記(i)の条件を満たす流速V(m/s)で溶鋼2を通過させて鋳型14に供給し、連続鋳造を行う。
0.2≦V×[CaO]≦7.0 ・・・(i)
但し、上記(i)で、[CaO]は浸漬ノズルを構成する耐火物のCaO含有率(%)を示す。
(もっと読む)
浸漬ノズルの詰まり防止方法
【課題】操業性の低下やコストの増加を招くことなく、浸漬ノズルの詰まりを抑制し、連続鋳造の操業の安定化及び連続鋳造鋳片の品質の安定化を図ることが可能な浸漬ノズルの詰まり防止方法を提供する。
【解決手段】二次精錬装置で溶製した低炭素又は極低炭素のアルミキルド鋼を、複数チャージ続けて連続鋳造する際の浸漬ノズルの詰まり防止方法であって、二次精錬装置で溶製中のアルミキルド鋼に、1又は2以上のチャージおきに希土類元素を(1)式で示す量添加する。{(t×N+130)/1950}2 < WREM < 0.02 ・・・(1)
ここで、WREM:1チャージで添加される希土類元素の量(kg/トン)、t:1チャージ当たりの鋳造時間(分)、N:次に希土類元素を添加するまでの希土類元素を添加しないチャージ数、ただしN≧1
(もっと読む)
鋼の連続鋳造方法及び連続鋳造用タンディッシュ上ノズル
【課題】 連続鋳造用タンディッシュ上ノズルから浸漬ノズルに至る溶鋼流出孔におけるノズル詰まりを防止すると同時に鋼製品における欠陥発生を防止し、且つモールドパウダーの溶融層厚を十分に確保してブレークアウトのような操業トラブルをも防止することのできる鋼の連続鋳造方法及びタンディッシュ上ノズルを提供する。
【解決手段】 ポーラス煉瓦からなるガス吹き込み部が上下2段に設けられ、上段のガス吹き込み部3aのポーラス煉瓦の気孔径が下段のガス吹き込み部3bのポーラス煉瓦の気孔径よりも小さく、上段のガス吹き込み部と下段のガス吹き込み部とで独立してガスを吹き込むことが可能であるタンディッシュ上ノズル3を用い、鋳造中に、上段のガス吹き込み部からはArガスを、下段のガス吹き込み部からは窒素ガスまたは窒素ガスとArガスとの混合ガスを吹き込む。
(もっと読む)
断熱スリーブを備えた溶融金属用の鋳造ノズル
【課題】本発明では取鍋のサンドの焼結によるノズル詰まり現象、あるいは、タンディッシュSN(スライドノズル)プレート位置での凝固殻の発達による自然開孔の不成功の問題を解決する。
【解決手段】
溶融金属用容器から溶融金属を鋳込むためのノズルであって、該ノズルの注入孔の少なくとも入口又は出口の一方又は双方の内面にリング状のセラミック繊維からなる断熱スリーブを設けた鋳造ノズルである。ノズル内にリング状の断熱スリーブを挿入し、注入初期におけるノズル内における凝固殻の発生を防止し、円滑な鋳造の継続を担保する。
(もっと読む)
難付着性連続鋳造用ノズル
【課題】ドロマイトクリンカーを含有ししかもカーボン量の少ない内孔体をノズル本体の内孔に配置する連続鋳造用ノズルにおいて、膨張代としての空間を設けなくても、予熱時や使用時に発生するノズル本体の押し割りを防止すること。
【解決手段】ノズル本体の内孔に内孔体が配置される連続鋳造用ノズルであって、内孔体の配合物が、ドロマイトクリンカーからなり、しかも内孔体の配合物の粒度構成が、粒度1mm超が10質量%以下(0を含む)、粒度0.5mm超1mm以下が30〜80質量%、粒度0.5mm以下が10〜70質量%であり、内孔体は配合物に有機バインダーを添加して混練後、成形し熱処理することで製造される難付着性連続鋳造用ノズル。
(もっと読む)
上部ノズル
【課題】上部ノズル内の凝固した溶鋼を酸素洗浄する際に、前記酸素吹き込み用のランスの配置及び除去をする必要がなく、容易に酸素洗浄を行うことができる上部ノズルを提供する。
【解決手段】上部ノズル10はノズル孔11内に酸素吹き込み酸素吹き込みパイプ18が配設され、酸素吹き込みパイプ18の基端がノズル孔11を形成する周壁に設けられたポーラス体15に接続されている。酸素吹き込みパイプ18を介して酸素がノズル孔11内に供給可能とされている。
(もっと読む)
タンディッシュ上ノズル
【課題】 鋳造速度の変更が激しくても、しかも、ビレット鋳片やブルーム鋳片のように鋳片横断面が小さい場合であっても、安定してタンディッシュから鋳型への溶鋼供給流路におけるアルミナ付着を防止することのできる、不活性ガス吹き込み用のタンディッシュ上ノズルを提供する。
【解決手段】 上記課題は、上下2段の位置から内孔25内に不活性ガスを吹き込む上ノズルにおいて、上ノズル3の全長をLとしたときに、上段の吹き込み位置20が上端からL/4の範囲内であり、且つ、下段の吹き込み位置22が下端からL/4の範囲内であるタンディッシュ上ノズル3によって解決される。
(もっと読む)
連続鋳造における浸漬ノズルの閉塞制御方法
【課題】 鉛快削鋼などの溶鋼の連続鋳造において、モールドへ注湯する際にモールドへの浸漬ノズルがAl2O3の生成により閉塞することを減少するための溶製方法を提供する。
【解決手段】 連続鋳造用の溶鋼の精錬工程において、快削鋼とする機械構造溶鋼の鋼種のSi含有量を、質量%で、0.30〜0.80%とすることで、アルミナ系介在物を抑制してAl2O3−CaO−SiO2系の介在物として低融点化を図り、精錬最終工程のバブリングにより快削成分として必要量のPbを溶鋼中に添加して目的とする鋼種の鉛快削鋼に溶製し、連続鋳造時の浸漬ノズルの閉塞を軽減する鉛快削鋼の溶製方法である。
(もっと読む)
アルミキルド鋼の連続鋳造方法
【課題】 1分間当たりの溶鋼注入量が4トン以上の高速鋳造条件下でアルミキルド鋼を連続鋳造するに当たり、溶鋼中のAl2 O3 による浸漬ノズルの閉塞を防止し、連々鋳を実施する。
【解決手段】 タンディッシュ1の底部に設置した、ガス吹込部を有する上ノズル3と、該上ノズルに接続するスライディングノズル4と、該スライディングノズルに接続する浸漬ノズル9と、から構成される溶鋼注入手段を用いてタンディッシュ内のアルミキルド溶鋼17を鋳型2内に注入する際に、前記ガス吹込部を構成するポーラス煉瓦の平均気孔径を30μm〜50μmとするとともに、Arガス吹き込み量が溶鋼注入量1トン当たり2.0NL以上となるようにガス吹込部からArガスを吹き込みながら、1分間当たり4.0トン以上のアルミキルド溶鋼を鋳型内に注入する。
(もっと読む)
鋼の連続鋳造方法
【課題】 連々鋳の取鍋交換時に次ヒートの溶鋼をタンディッシュ内に注入するに当たり、取鍋の流量制御装置に接続して取り付けたロングノズルの先端をタンディッシュ内の溶鋼に浸漬させて開口しても、高い自然開口率で開口させる。
【解決手段】 溶鋼流量制御装置4を閉止状態とし且つ上部側の溶鋼流出孔内に充填材19が充填された状態で、溶鋼流量制御装置の下部に接続されたロングノズル5をタンディッシュ内の溶鋼8中に浸漬したときにロングノズルの内部と外気とを連通するための大気圧連通手段16を備えた溶鋼流量制御装置が設置された溶鋼保持容器を用い、該溶鋼保持容器からタンディッシュへの溶鋼の注入を開始するに際し、ロングノズルの先端をタンディッシュ内の溶鋼に浸漬させた後、ロングノズルの内部の圧力が大気圧と同等になった後に溶鋼流量制御装置を作動させ、溶鋼保持容器からの溶鋼の注入を開始する。
(もっと読む)
取鍋摺動開閉装置の詰砂
【課題】クロマイト砂とシリカ砂とを混合した詰砂であって、より低いクロマイト砂含有量であっても炉外精錬を伴う高温長時間処理において高い自然開孔率を得ることができる取鍋摺動開閉装置の詰砂を提供すること。
【解決手段】シリカ砂10〜50質量%と、クロマイト砂を50〜90質量%とを配合してなり、前記シリカ砂は、粒径0.425mm以上1.18mm未満のものを95質量%以上含み、前記クロマイト砂は、粒径0.075mm以上0.85mm未満のものを95質量%以上、0.106mm以上0.212mm未満のものを10質量%以上、0.3mm以上0.6mm未満のものを30質量%以上含む。
(もっと読む)
鋼の連続鋳造におけるノズル詰り防止方法
【課題】鍋ノズルや浸漬ノズルでの詰まりのない安定した連続鋳造操業を達成するための方法を提供する。
【解決手段】第1の発明では、溶存酸素濃度が50ppmを超える溶鋼に対して、タンディッシュ溶鋼または鋳片における目標Si、Mn、P、Cr濃度に対し、各元素の質量%で表される目標濃度の80%以上になるように、FeSi、FeMn、FeP、FeCr合金を添加する。第2の発明では、Al脱酸後に添加するFeSi、FeMn、FeP、FeCr合金の投入量が下記(A)式を満足するように、当該合金からのCa総混入量を制限する。
Ca総混入量=(0.5・WFeSi・CaFeSi/100 + 0.01・WFeMn・CaFeMn/100 + 0.02・WFeP・CaFeP/100 + 0.005・WFeCr・CaFeCr/100)/Wsteel ×106≦6 ・・・ (A)
ここで、Wi(kg)はAl脱酸後のi合金の添加量、Wsteel(kg)は溶鋼量、Cai(質量%)はフェロ合金i中のCa濃度である。
(もっと読む)
1 - 20 / 25
[ Back to top ]