
Fターム[4E004FB04]の内容
Fターム[4E004FB04]に分類される特許
1 - 20 / 88
鋼の連続鋳造方法
【課題】気泡性欠陥やフラックス性欠陥などが少ない高品質の鋳片を得る。
【解決手段】鋳型長辺部を挟んで対向する1対の上部磁極と1対の下部磁極を備え、且つ溶鋼吐出孔の水平方向から下向きの溶鋼吐出角度が30°以上50°未満の浸漬ノズルを備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行う方法において、浸漬ノズルの各溶鋼吐出孔の開口面積を3600〜8100mm2とするとともに、鋳造速度を1.0m/分以上とし、且つ鋳造するスラブ幅と鋳造速度に応じて、上部磁極と下部磁極に各々印加する直流磁界の強度および両直流磁界の強度比を最適化することにより、従来問題とされてきたような非金属介在物やモールドフラックスによる欠陥だけでなく、微小な気泡やモールドフラックスによる欠陥が少ない高品質の鋳片を得る。
(もっと読む)
連続鋳造用耐火物及び連続鋳造用ノズル
【課題】耐火物にとって浸食性の強い複合酸化物系の鋼中介在物(スラグ成分)を含む溶鋼の連続鋳造においても、前記スラグ成分等に対する高い耐浸潤性や耐食性を備えるとともに、耐スポーリング性をも備えた連続鋳造用耐火物及び連続鋳造用ノズルを提供する。
【解決手段】0.045mm以下の粒度域での化学成分及び鉱物組成を特定することにより、稼働面及びその内部に気孔を有する耐火物において、溶鋼と接触する側に、被膜状の緻密で薄いスピネル(二次スピネル)層を速やかに生成させ、これにより耐火物内部を保護し浸潤性や溶損を低減する。また、耐火物の粒度構成を特定することで、耐スポーリング性を確保する。
(もっと読む)
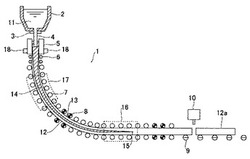
連続鋳造鋳片の製造方法
【課題】 鋳片に軽圧下を付与しながら溶鋼を連続鋳造するにあたり、軽圧下の効率を高め、近年の厳しい品質要求にも対処可能な中心偏析の軽微な鋳片を製造する。
【解決手段】 連続鋳造用鋳型5の下端と鋳片12の液相線クレータエンドとの間の凝固シェル13に、意図的にバルジング力を作用させて、鋳片内部の未凝固層14の厚みを増大させ、次いで、鋳片の厚み中心部の固相率が少なくとも0.4以下の時点から0.7以上になる時点まで、0.5〜1.5mm/分の範囲内の圧下速度で軽圧下帯16にて圧下して鋳片を製造する方法であって、鋳型内溶鋼流動の制御により鋳型内溶鋼湯面から0.75mないし0.85m下方での溶鋼の最大下降流速を0.05〜0.3m/秒に制御して固相線クレータエンドの鋳片幅方向形状の平滑度を上げるとともに、鋳片長辺面のコーナー部を除く中央部側の鋳片表面温度を750〜1000℃に制御して鋳片を圧下する。
(もっと読む)
浸漬ノズル

【課題】浸漬ノズルの内孔内で偏流状態にある溶鋼流に対しても、浸漬ノズルの吐出孔から流出する溶鋼流を均一化及び整流化し、ひいては浸漬ノズル近傍でのモールドパウダーの巻き込み等を抑制すること。
【解決手段】上端に設けられた溶鋼の導入部13から溶鋼が下方に通過する上下縦方向に管状の直胴部11と、この直胴部の下部に設けられ、溶鋼を直胴部の側面から横方向に吐出する左右対称となる一対の吐出孔14とを有する浸漬ノズル10において、一対の吐出孔14間の内孔壁18に突条部16を対向配置する。さらに、浸漬ノズル1の中心と吐出孔14の中心とを通る浸漬ノズルの縦方向断面の吐出孔部内孔の形状が、吐出孔起点から端部に向かって漸次吐出孔内孔が曲線で縮径し、かつその漸次縮径する曲線が、浸漬ノズル縦方向断面の径によって表される吐出孔の内側形状を、少なくとも吐出孔内の一部又は全部に有する。
(もっと読む)
連続鋳造用浸漬ノズル及びその設計方法
【課題】浸漬ノズルにおいて整流板ノズル本体の破壊を防ぐための構造を有した連続鋳造用浸漬ノズルを提供する。
【解決手段】ノズル本体の膨張係数をM1α[×10−6/℃]、ノズル本体の弾性率をM1E[MPa]、ノズル本体の管壁の厚さをTnzl[mm]、整流板の弾性率をM2E[MPa]、ノズル本体の曲げ強さをσb[MPa]、ノズル本体が破壊しない応力強度比指数の最大値をSest/σbとするとき、全部分板の固定部間のノズル軸方向の長さ距離Lspan[mm]を、次式(1a)により規定される範囲内の長さとする。0<Lspan≦{−b−(b2−4ac)1/2}/2a・・・(1a)、ただし、a=c18/σb、c18=−4.83886×10−5とする。
(もっと読む)
連続鋳造用浸漬ノズル
【課題】溶鋼の流入速度を緩和できると共に、左右の吐出口からの吐出量をより均一化でき、うねり等に起因する湯面変動がより少ない連続鋳造用浸漬ノズルを提供する。
【解決手段】本発明の連続鋳造用浸漬ノズル1は、ノズル本体2と、ノズル本体2内に設けられ溶鋼が流通するためのノズル内孔3と、ノズル本体2の下部に対向して設けられた一対の吐出口4a,4bとを有し、ノズル内孔3は、一対の吐出口4a,4bの上部に対向して設けられ、メニスカスAの上下に渡って連続した一対の段差5a,5bを有している。
(もっと読む)
鋳片の製造方法及び表面品質の優れた鋳片
【課題】スラブの表層から離れた位置における気泡や介在物を低減し、気泡や介在物に起因する製品欠陥の発生を回避する。
【解決手段】鋳型内溶鋼に鋳型幅方向の電磁攪拌流を付与する連続鋳造において、鋳型4長辺の外側に配置する電磁攪拌コイル1における磁極鉄芯1aのメニスカス2位置より鋳造方向下流側の長さLが、浸漬ノズル3の吐出孔3aから鋳型長辺の下端までの長さNの0.8倍以上とした電磁攪拌装置で、鋳型内溶鋼に電磁攪拌を行いながら鋳造することで、炭素含有率が0.004質量%以下の極低炭素鋼薄板用鋳片に対し、面積が0.005mm2以上の気泡及び非金属介在物の、鋳片表層から10〜50mm以内の鋳片中に存在する数の合計が0.020個/mm3以下である鋳片を製造する。
【効果】表面品質に優れたスラブを安定して製造することが可能となる。
(もっと読む)
鋳片の連続鋳造方法
【課題】鋳片全幅にわたって中心偏析を皆無とすることが可能な連続鋳造方法を提供する。
【解決手段】浸漬ノズルから鋳型内に溶鋼を供給し、供給した溶鋼を凝固させながら引き抜き、未凝固部を含む鋳片を凝固完了までに圧下ロールを用いて圧下する連続鋳造方法において、前記浸漬ノズルとして、側面に溶鋼の吐出孔を1個有する浸漬ノズルを2本用い、各浸漬ノズルは前記吐出孔から吐出される溶鋼が互いに衝突するように前記鋳型の幅方向に配置されるとともに、前記吐出孔からの溶鋼の吐出方向が、鋳型内の溶鋼湯面に対して鋳込み方向下向きに5°〜25°の角度に傾斜しており、前記各浸漬ノズルにArガスを1本当たり5NL/min以上15NL/min以下の流量で吹き込みながら、前記吐出孔からArガスが混入した溶鋼を吐出させる。
(もっと読む)
銅鉄基合金鋳片の製造方法及びその製造装置
【課題】 本発明は、比較的大きなサイズの鋳塊に凝固させても、該鋳片の位置によっての鉄濃度の偏析が少ない銅鉄基合金鋳片が得られる銅鉄基合金鋳片の製造方法を提供することを目的としている。
【解決手段】 3〜50質量%の鉄及び97〜50未満質量%の銅と残り不可避的不純物からなる素材を混合、溶解、凝固させて銅鉄基合金の鋳片とする製造方法を新規に開発した。それは、溶解を2000Hz以上の高周波溶解炉で行ない、平断面積が該溶解炉の2倍以上のタンディッシュに出湯して1〜3分間保持した後、抜出し口を経て、電磁攪拌装置を備えた取鍋に注入し、該溶湯を攪拌しながら水冷鋳型へ注入すると共に、100〜150℃/minの冷却速度で急速凝固させるものである。
(もっと読む)
溶湯通過ノズルおよびその製造方法
【課題】主耐火物層と副耐火物層との境界域における溶鋼等の溶湯の差込を抑制させ、寿命を長くするのに有利な溶湯通過ノズルおよびその製造方法を提供する。
【解決手段】溶湯通過ノズルは、溶湯通過孔10を有する筒状をなす主耐火物層11と、主耐火物層11の上側に配置される副耐火物層13と、主耐火物層11の上端部および副耐火物層13を覆う鉄皮4とを有する。鉄皮4は、少なくとも常温領域において、主耐火物層11の上端部を副耐火物層13に向けて付勢力Fで付勢させることにより、主耐火物層11の上端部と副耐火物層13との境界域15xにおける隙間15の生成を抑制する付勢構造を備えている。
(もっと読む)
鋼の連続鋳造装置及び連続鋳造方法
【課題】鋼の連続鋳造において、鋳片の品質を向上させつつ、鋳片の歩留まりの低下を抑制する。
【解決手段】連続鋳造装置1は、一対の長辺壁10、11と一対の短辺壁12、12を備えた鋳型3と、鋳型3内に溶鋼4を吐出する浸漬ノズル5とを有している。長辺壁10、11には、当該長辺壁10、11の外側面に沿って配置され、鋳型3内の上部の溶鋼4を攪拌する電磁攪拌装置20、20がそれぞれ設けられている。長辺壁10には、少なくとも浸漬ノズル5に対向する位置に内側面10bから外側面10a側に窪んだ窪み部21と、当該窪み部21に適合する形状を有し、且つ鋳型3の厚み方向に移動自在の長辺壁可動部22とを備えている。一対の短辺壁12、12は、長辺壁可動部22が窪み部21に収容された際、鋳型3の幅方向に移動自在にそれぞれ構成されている。
(もっと読む)
鋼の連続鋳造方法および鋼板の製造方法
【課題】気泡や非金属介在物、モールドフラックスの巻き込みによる欠陥が少なく、且つブリスター欠陥が少ない鋼板を製造する。
【解決手段】各々1対の上部磁極と下部磁極を備えるとともに、溶鋼吐出角度が10°以上30°未満の浸漬ノズルを備えた連続鋳造機を用い、前記上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、極低炭素鋼を連続鋳造するに際し、極低炭素鋼の化学成分を、凝固シェル前面の濃度境界層中の界面張力勾配を考慮した特定の範囲に調整するとともに、鋳造するスラブ幅および鋳造速度に応じて、上部磁極と下部磁極に各々印加する直流磁界の強度を最適化し、さらに、このような連続鋳造法で鋳造されたスラブを圧延して得られた熱延鋼板を、特定の条件で酸洗および冷間圧延する。
(もっと読む)
鋼板の製造方法
【課題】ブリスターなどの表面欠陥が生じにくい高品質の鋼板を安定して製造することができる鋼板の製造方法を提供する。
【解決手段】各々1対の上部磁極と下部磁極を備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行うことによりスラブを鋳造し、このスラブを熱間圧延して熱延鋼板とし、この熱延鋼板を酸洗した後、冷間圧延するに際し、下記(1)式を満足するように、時間t又は/及び鋼板の最高表面温度Tを制御する。但し、Ho:酸洗終了直後の鋼板中の水素濃度(質量ppm)、Hc:冷間圧延条件により決まる、ブリスターによる表面品質不良が発生する冷間圧延直前の鋼板中の臨界水素濃度(質量ppm)、t:酸洗終了後、冷間圧延開始までの時間(秒)、T:酸洗終了後、冷間圧延開始前における鋼板の最高表面温度(K)である。
Hc/Ho> exp{−0.002×(T+t/100)} …(1)
(もっと読む)
浸漬ノズル及びこれを用いた連続鋳造方法
【課題】MHD対向流による鋳片のセンター部の表面欠陥発生率を効果的に減少させることができ、しかも構造が簡単でメンテナンスも容易な浸漬ノズル及びこれを用いた連続鋳造方法を提供する。
【解決手段】本発明の浸漬ノズル2は、連続鋳造用モールド1内に溶鋼を注湯するノズル本体の両側に、連続鋳造用モールド1の長手方向に延びる分散防止板6を、吐出孔3を挟んで取り付けたことを特徴とする。この浸漬ノズル2を用い電磁ブレーキ4による静磁場を印加しつつ溶鋼の連続鋳造を行えば、吐出孔3に向かうMHD対向流は2枚の分散防止板6に挟まれた中央の流路を通じて湯面5に向かって上昇し、センター部の凝固界面との接触が生じにくくなる。このためセンター部における表面欠陥発生指数を大幅に低減することができる。
(もっと読む)
鋼の連続鋳造方法
【課題】気泡性欠陥やフラックス性欠陥などが少ない高品質の鋳片を得る方法を提供する。
【解決手段】鋳型外側に、鋳型長辺部を挟んで対向する1対の上部磁極と1対の下部磁極を備えるとともに、浸漬ノズルの溶鋼吐出孔が、前記上部磁極の直流磁場のピーク位置と前記下部磁極の直流磁場のピーク位置の間に位置する連続鋳造機を用い、前記1対の上部磁極と1対の下部磁極に各々印加される直流磁界により溶鋼流を制動し、且つ前記1対の上部磁極に重畳印加される交流磁界により溶鋼を撹拌しつつ、鋼の連続鋳造を行う方法であって、鋳造するスラブ幅と鋳造速度に応じて、上部磁極に印加する交流磁界の強度と上部磁極および下部磁極に印加する直流磁界の強度を特定の範囲に制御する。
(もっと読む)
鋼の連続鋳造方法
【課題】気泡性欠陥やフラックス性欠陥などが少ない高品質の鋳片を提供する。
【解決手段】鋳型外側に、鋳型長辺部を挟んで対向する1対の上部磁極3a・3bと1対の下部磁極4a・4bを備えるとともに、浸漬ノズルの溶鋼吐出孔20が、前記上部磁極の直流磁場のピーク位置と前記下部磁極の直流磁場のピーク位置の間に位置する連続鋳造機を用い、前記1対の上部磁極と1対の下部磁極に各々印加される直流磁界により溶鋼流を制動し、且つ前記1対の上部磁極に重畳印加される交流磁界により溶鋼を撹拌しつつ、鋼の連続鋳造を行う方法であって、鋳造するスラブ幅と鋳造速度に応じて、上部磁極に印加する交流磁界の強度と上部磁極および下部磁極に印加する直流磁界の強度を特定の範囲に制御する。
(もっと読む)
連続鋳造用浸漬ノズル及び連続鋳造方法
【課題】旋回付与機構を使用しなくても、浸漬ノズル内から吐出する直前に浸漬ノズル内の流れを旋回させる。
【解決手段】円筒状のノズル本体1における底部1a近傍の側面1bの対向位置に2つの吐出孔2を有し、浸漬ノズル内下降流に円周方向の旋回流速を付与する旋回流付与機構を内部に有していない連続鋳造用浸漬ノズルである。吐出孔2の幅Wをノズル本体1の底部1aの内径dよりも小さくする。水平面に投影した吐出孔2の側壁2aの中心線がノズル本体1の横断面の中心を通らず、かつ水平面に投影した2つの吐出孔2をノズル本体1の横断面の中心に対して点対称に開孔する。
【効果】浸漬ノズル内に旋回流付与機構を設けなくても、吐出孔における流速分布が均一で、鋳型内流動が安定する浸漬ノズルを得ることができ、旋回流付与機構がもたらす非金属介在物による閉塞や、大がかりな電磁撹拌のような旋回流付与機構を用いる必要がない。
(もっと読む)
金属の鋳造機のコントロール装置及び方法
【課題】金属の鋳造機、特に連続鋳造プロセスにおいて鋳造条件をコントロールし且つ最適化するため、金属鋳造プロセスの最中にプロセスパラメーターをオンラインで調整する方法を提供する。
【解決手段】コントロールシステムの構成は:プロセス変数を測定するための、誘導式検出器、光学的検出器、放射線検出器、または熱検出器などの検出手段12,13と;検出手段からのデータを評価するためのコントロール装置14と;鋳造条件を最適化するために、鋳造速度、希ガスの流速、または、EMBRまたは攪拌装置などのような電磁的手段の磁場強さ、スラブ幅、浸漬式注入ノズルの侵入深さ、または、浸漬式注入ノズル3の角度、など少なくとも一つのプロセスパラメーターを自動的に変更するための手段からなり、前記検出手段は、メニスカス11の特徴のようなプロセス変数を、メニスカス上の少なくとも2点で、瞬時に、鋳造期間の全体に渡って、測定する。
(もっと読む)
連続鋳造用浸漬ノズル
【課題】吐出孔から吐出する溶鋼流の偏流及び湯面変動が小さいことに加え、流路面への溶鋼内介在物の付着を抑制して鋳造可能時間を延ばすことが可能な連続鋳造用浸漬ノズルを提供する。
【解決手段】上端部が溶鋼の流入口13とされ、流入口13から下方に延びる流路12が内部に形成された、底部15を有する管体11の下がわ側面部に、流路12と連通する一対の吐出孔14が対向して形成された連続鋳造用浸漬ノズル10において、一対の吐出孔14間に在って流路12を画成する内壁18に、内方に突出し内壁18を水平方向に横断する突条部16が対向配置されている。また、一対の吐出孔14の上端より下方に位置する流路面の一部又は全部の対象領域25に、対象領域25以外の領域に配設された耐火物に比べて、溶鋼内介在物の付着を抑制する機能に優れる耐火物が配設されている。
(もっと読む)
スライドプレートの開閉に起因する偏流を抑制する整流構造
【課題】スライドプレートの開閉に起因する偏流を抑制する。
【解決手段】整流構造10は、連続鋳造で使用するスライドプレート方式の流量調整ユニットの下流側に接続され、上端11aにおける内管形状11が円形であり、上端11aから連続的に内管形状11が変形して、下端11bにおける内管形状11が長軸11y及び短軸11xを有する扁平形状である。そして、下端11bにおける内管形状11の短軸11xが、流量調整ユニットのスライドプレートの開閉方向と平行であって、当該下端11bの直下には、内管形状が前記下端11bにおける内管形状11の長軸11y以上の直径を有する円形で且つ溶鋼吐出孔が穿孔される浸漬ノズルが接続される。また、短軸11xの長さx及び長軸11yの長さyは、0.5≦x/y≦0.8を満たすと共に、整流構造の下端から浸漬ノズルの溶鋼吐出孔の上端までの距離zは、200mm≦z≦900mmを満たす。
(もっと読む)
1 - 20 / 88
[ Back to top ]