
Fターム[4E004HA02]の内容
連続鋳造 (7,741) | ガス吹込み(ノズルから鋳型内) (116) | タンディッシュノズルを介するもの (29)
Fターム[4E004HA02]に分類される特許
1 - 20 / 29
上ノズル
【課題】ガス吹き込み用耐火物を備えた上ノズルにおいて、吹き込みガスの背圧の低下を抑制すること。
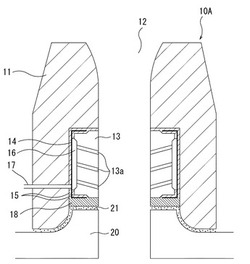
【解決手段】耐火れんがからなるノズル本体11のノズル孔12側にガス吹き込み用耐火物13が組み込まれており、ガス吹き込み用耐火物13の少なくとも外側面が金属板14で包囲されている上ノズル10Aにおいて、金属板14の下面に面してガスシール用耐火れんが18を配置した。
(もっと読む)
上ノズル

【課題】ガス吹き込み用耐火物を備えた上ノズルにおいて、吹き込みガスの背圧の低下を抑制すること。
【解決手段】少なくとも外側面を金属板14で包囲したガス吹き込み用耐火物13を備え、このガス吹き込み用耐火物13の下面がスライディングノズル装置の上プレート21の上面にモルタル21を介して接合される上ノズル10Aにおいて、1200℃の熱間弾性率が0.6GPa以上の高強度モルタル18を、金属板14の下面に面して3mm以上の厚みで配置した。
(もっと読む)
鋳片の欠陥予測検知方法、鋳片の製造方法、鋳片の欠陥発生予測検知装置、該鋳片の欠陥発生予測検知装置を備えた連続鋳造設備
【課題】連続鋳造する鋳片にアルミナ性の欠陥が発生していることを予測検知することができる鋳片の欠陥発生予測検知方法及び装置、該装置を用いた連続鋳造鋳片の製造方法、該装置を備えた連続鋳造設備を提供する。
【解決手段】本発明の鋳片の欠陥発生予測検知方法は、鋳型内の溶鋼レベルを検知して溶鋼注入速度を変化させると共に、タンディッシュ3の底部に設けられた上ノズル5からアルゴンガス等の不活性ガスを溶鋼中に吹込みながら連続鋳造する鋳片に、アルミナ性の欠陥が発生していることを予測検知する鋳片の欠陥発生予測検知方法であって、前記不活性ガスの背圧の上下動の変化量を検知し、該変化量が予め定めた範囲以上の場合が所定時間内に所定回数以上あるか否かによって前記背圧の変化が前記溶鋼注入速度の変動に追従しているか否かを判定して欠陥の発生を予測検知することを特徴とするものであり、またその装置、該方法を用いた連続鋳造鋳片の製造方法、該装置を備えた連続鋳造設備である。
(もっと読む)
ガス吹き込み用ノズルへのメタルケースの装着方法
【課題】ガス吹き込み用ノズルのノズル本体の外周面とメタルケースとの間に目地材を隙間なくフル充填することができるガス吹き込み用ノズルへのメタルケースの装着方法を提供すること。
【解決手段】ノズル本体2aの外側面形状を、その上部は下方に向けて拡径するテーパー形状とし、このテーパー形状部分に連なる下部は同一径のストレート形状とし、ノズル本体2aの外側面に目地材2eを塗布した後に、ノズル本体2aの外側面形状に対応する形状を有する外側面用メタルケース2c−3をノズル本体2aの上部から下部に向けて押し下げながらノズル本体2aの外側面全体を覆うように装着する段階と、ノズル本体2aの底面に底面用メタルケース2c−4を装着する段階と、外側面用メタルケース2c−3と底面用メタルケース2c−4とを接合する段階とを含むガス吹き込み用ノズルへのメタルケースの装着方法である。
(もっと読む)
金属ケース被覆耐火物
【課題】本発明の目的は、常温から熱間までの全温度域で耐火物本体と金属ケースとの間に隙間が生ずることを防止し、ガスリークによる背圧低下が生じない金属ケース被覆耐火物を提供することにある。
【解決手段】本発明の金属ケース被覆耐火物は、耐火物本体とその外面に嵌合される金属ケースとを耐火モルタルを介して接合してなる金属ケース被覆耐火物において、金属ケースが成形加工後、100℃以上の温度で熱処理されていることを特徴とする。
(もっと読む)
連続鋳造設備におけるガス吹込み異常検知装置、連続鋳造設備
【課題】上ノズルからのアルゴンガス等の不活性ガス吹込みの異常を検知する装置及び該装置を備えた連続鋳造設備を提供する。
【解決手段】本発明のガス吹込み異常検知装置1は、複数個の取鍋5を順次交換してタンディッシュ7に溶鋼を供給すると共にタンディッシュ7の底部に設けられた上ノズル9から不活性ガスを溶鋼中に吹込みながら連続鋳造を行うに当り、不活性ガスの吹込み状況の異常を検知するものであって、交換前の取鍋5からの溶鋼供給時の背圧と、交換後の取鍋5からの溶鋼供給時の背圧とに基づいて背圧の降下量を算出する背圧降下量算出手段11と、背圧降下量算出手段11の算出結果に基づいてガスの吹き込み異常を判定する判定手段15とを備えたことを特徴とするものである。
(もっと読む)
汚染源のタンディッシュへの混入を防止する連続鋳造方法
【課題】 鋼の連続鋳造において、予めスライディングノズル内の詰め物および初期溶鋼をタンディッシュ外で捨湯し、開いた注湯孔の溶鋼凝固による閉塞を防いで、取鍋をタンディッシュに移して溶鋼をタンディッシュへ注湯する方法を提供する。
【解決手段】 タンディッシュ8外で取鍋2のスライディングプレート4の注湯孔を開いて取鍋底部の注湯孔2aの詰め物2bと初期溶鋼をタンディッシュ8外の捨湯ポット9に捨湯し、スライディングプレート4を閉め、スライディングプレート4の上プレート5を通じて上部のスライディングノズル3の注湯孔から取鍋底部の注湯孔2aに不活性ガスを吹き込み、溶鋼凝固による注湯孔の閉塞の防止し、この取鍋2をタンディッシュ8の注湯位置へ移してロングノズル3aをタンディッシュ8内に装着し、上プレート5の注湯孔5aと下プレート6の注湯孔6aを連通してタンディッシュ8へ注湯を開始する。
(もっと読む)
開閉ノズル装置
【課題】取鍋からの溶鋼の流出がスラグの流出に切り替るタイミングを適正に検知してノズル孔を閉鎖することのできるスライディングノズル装置を提供する。
【解決手段】取鍋12の底部14に設けた注湯口16の下側の位置で開閉するノズル孔28を有し、ノズル孔28の開状態の下で注湯口16から流出した溶鋼15をタンディッシュに注入するスライディングノズル装置に、取鍋からの溶鋼をノズル孔に流しながら、ノズル孔にガス供給してガスバブリングさせるガス供給管路と、ガス供給管路の背圧の大きさを連続して検知する圧力検知手段とを有し、取鍋からの流れが溶鋼からスラグに切り替ることにより発生する背圧の急激な圧力変化に基づいてスラグ検知するスラグ検知装置を備えておく。
(もっと読む)
耐熱シール剤、高温組付体、高温組付体の製造方法
【課題】高温環境で使用される第1部材と第2部材との境界領域におけるシール性を高めるのに有利なセラミックス剤、高温組付体、高温組付体の製造方法を提供する。
【解決手段】第1部材と第2部材との境界領域に配置される耐熱シール剤は、合成されると体積膨張するセラミックスを形成する複数の材質のセラミックス粒子を含有する。
(もっと読む)
連続鋳造方法および連続鋳造装置
【課題】取鍋底面のノズルを介して、取鍋内溶鋼をタンディッシュ内に注入するプロセスにおいて、溶鋼内の微小な介在物を効果的に浮上分離させる。
【解決手段】取鍋2底面の注入ノズル10内における溶鋼Mの注入流の周囲に、不活性ガスのガス空間Gを形成して、注入流が注入ノズル10内の溶鋼面に衝突した際に、この不活性ガスを溶鋼中に巻き込ませ、不活性ガスの微細な気泡を生成する。注入ノズル10の吐出口14から吐出された溶鋼流を、タンディッシュ20内の底部に設けられた撹拌ボックス21内で撹拌させ、溶鋼中の微小な介在物と気泡の凝集を促進させ、介在物を浮上分離させる。
(もっと読む)
ロングノズル
【課題】上端部のメタルケースとロングノズル本体の耐火物の間に設けられた不活性ガスを吹き出す空隙が閉塞して、ガスの噴出が阻害されても、ロングノズルとその上部のノズルとの接合部付近のシール性が維持されるようにする。
【解決手段】上端部はメタルケース1で囲繞されており、ロングノズル本体の耐火物2の間には、ガス導入口3からの不活性ガスを吹き出すための空隙、すなわち、第1のガス噴出口4が設けられている。これに加えて、前記上端部のメタルケースの上端面に、第2のガス噴出口5が設けられ、この第2のガス噴出口が複数全周に亘って複数設置されている。
(もっと読む)
鋼の連続鋳造方法
【課題】 アルミナなどの浸漬ノズル内壁への付着を防止するべく、タンディッシュから鋳型への溶鋼流出孔内を流下する溶鋼中にArガス及び窒素ガスを吹き込んで溶鋼を連続鋳造するにあたり、アルミナなどの非金属介在物の付着が発生したならば、この非金属介在物の付着を、鋳型内溶鋼の湯面変動を増大させることなく動的に防止する。
【解決手段】 タンディッシュ1から鋳型2への溶鋼流出孔11を流下する溶鋼中にArガス及び窒素ガスを吹き込みながら溶鋼17を連続鋳造する、鋼の連続鋳造方法において、Arガスの吹き込み流量は一定値とし、前記溶鋼流出孔を構成する浸漬ノズル9でのノズル詰まり傾向が発生したときは、窒素ガスの吹き込み流量をノズル詰まりの発生していない鋳造時期よりも増大し、ノズル詰まり傾向が解消したときは、窒素ガスの吹き込み流量をノズル詰まりの発生していない鋳造時期と同等になるように減少する。
(もっと読む)
タンディッシュ上部ノズル
【課題】上段のポーラス質耐火物及び下段のポーラス質耐火物へのガス供給を独立して行えるタンディッシュ上部ノズルを提供すること。
【解決手段】上段ポーラス耐火物1と下段ポーラス耐火物2との間における吹き込みガスの透過を抑制するガスシール層8を備える。
(もっと読む)
シールを有するノズル煉瓦
【課題】タンディッシュをシュラウドに対して迅速にシールするタンディッシュの閉止機構のための下部煉瓦を提供する。
【解決手段】下部ノズル煉瓦1とシュラウド5との間のシールを、下部ノズル煉瓦1の外側表面上の領域に設けるに際し、シール3の保持を改善するための個所すなわち構造を設けて、シール3を適当な位置に保持する。
(もっと読む)
連続鋳造用ノズル
【課題】ガス供給口から吹き込まれたガスをポーラス耐火物の周囲に拡散させ、ガス吹きの偏り(偏析)を抑えることが可能な上部ノズルを提供すること。
【解決手段】少なくとも一部がポーラス耐火物からなるノズルれんが本体10と、ノズルれんが本体10の周囲を被覆する鉄皮20と、鉄皮20に設けられたガス供給口21とを具備する上部ノズルにおいて、ガス供給口21とノズルれんが本体10との間に、ガス供給口21よりも小さな面積の貫通孔24が形成された遮蔽板23を設置した。
(もっと読む)
鋼の連続鋳造方法及び連続鋳造用タンディッシュ上ノズル
【課題】 連続鋳造用タンディッシュ上ノズルから浸漬ノズルに至る溶鋼流出孔におけるノズル詰まりを防止すると同時に鋼製品における欠陥発生を防止し、且つモールドパウダーの溶融層厚を十分に確保してブレークアウトのような操業トラブルをも防止することのできる鋼の連続鋳造方法及びタンディッシュ上ノズルを提供する。
【解決手段】 ポーラス煉瓦からなるガス吹き込み部が上下2段に設けられ、上段のガス吹き込み部3aのポーラス煉瓦の気孔径が下段のガス吹き込み部3bのポーラス煉瓦の気孔径よりも小さく、上段のガス吹き込み部と下段のガス吹き込み部とで独立してガスを吹き込むことが可能であるタンディッシュ上ノズル3を用い、鋳造中に、上段のガス吹き込み部からはArガスを、下段のガス吹き込み部からは窒素ガスまたは窒素ガスとArガスとの混合ガスを吹き込む。
(もっと読む)
P含有鋼の連続鋳造方法
【課題】合金化溶融亜鉛めっき鋼板においてめっき・合金化後に生ずる筋状欠陥を安定して防止できるP含有鋼の連続鋳造方法を提示する。
【解決手段】質量%でPを0.035%以上含有する鋼を、タンディッシュから鋳型へ溶鋼を注入する浸漬ノズル内に不活性ガスを吹き込みながら鋳造するP含有鋼の連続鋳造方法において、浸漬ノズル内に不活性ガスを吹き込むガス吹込み部の気孔を、全気孔に対する気孔径20μm以下の気孔の体積比率が50%以下になるように設定したことを特徴とする。
(もっと読む)
鋳造用ノズル
【課題】ガス吹き込み用スリットの軸方向の端部の耐衝撃性を強化した鋳造用ノズルを提供する。
【解決手段】ノズル1は、スリット5の上端部のノズル本体2のノズル内孔3側とノズル外周側とが連続する連続部分14が、多数軸方向に入り込んで形成されるから、ストッパーヘッドSHが流入口4に衝撃的に当接する際に、スリット5の上端に向う衝撃応力の到達距離や時間等が異なって該応力が分散されるとともに、連続部分14が不規則に存在することによりスリット5の上端部の耐衝撃性を強化することができる。因みに、本実施例のノズル1にストッパーヘッドSHをセットして加圧破壊試験を行った結果、連続部分14を形成しない従来のものに比して、約30パーセント強度が増加した。
(もっと読む)
溶融金属の連続鋳造方法
【課題】タンディッシュ内に旋回流付与機構を設けることにより、浸漬ノズルの詰まりを解消し、鋳型内での溶融金属の流動を安定化することのできる連続鋳造方法を提供する。
【解決手段】外筒と内筒を有する耐火物製構造体であり、外筒側壁には側孔が設けられ、その側孔は該構造体の水平方向断面の中心から放射状に伸びる仮想線と外筒内面との交点に外筒側孔の出側開口部の中心を有し、かつ出側開口部において仮想線に対して角度θ1だけ傾斜させて設けられ、内筒はその下部が外筒よりも短い該構造体を、その軸を鉛直にして、浸漬ノズル上方のタンディッシュ内に配置し、溶融金属を、外筒外面の側孔入側開口部から内面の出側開口部に向かって通過させることにより、浸漬ノズル内で溶融金属に旋回流を付与する溶融金属の連続鋳造方法。前記水平方向断面における外筒の最大内径は150〜3000mm、内筒の最大内径が50〜1000mm、θ1は15〜80°とすることが好ましい。
(もっと読む)
注入管の地金付着防止方法
【課題】取鍋からタンディシュへ注入する溶鋼流およびタンディシュ内溶鋼の再酸化を防止しつつ、注入管内壁への地金付着を防止する方法を提供する。
【解決手段】取鍋から注入管によりタンディシュへ溶鋼を注入するに際して、前記注入管内を不活性ガスでシールするとともに、注入管下端とタンディシュ内溶鋼湯面との距離Z[m]を、次式(1)および(2)を満足する範囲として注入する注入管の地金付着防止方法。
0.05≦Z≦−0.1×t+0.25 (1)
t<2.0 (2)
ここで、t:注入管内の不活性ガス置換時間={(D/2)2×π×L}/Q[min],D:注入管内径[m],L:注入管長さ[m],Q:不活性ガス流量[Nm3/min]
(もっと読む)
1 - 20 / 29
[ Back to top ]