
Fターム[4E004KA07]の内容
Fターム[4E004KA07]に分類される特許
1 - 20 / 46
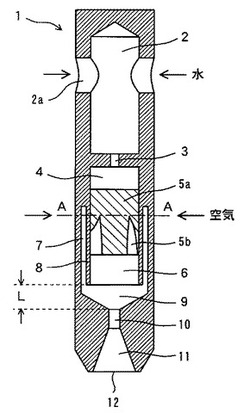
噴射ノズル並びに噴射ノズル装置及び噴霧方法
【課題】噴霧量が大きく変化しても鋼板などを安定して均一に冷却でき、かつ鋳片や鋼板などの冷却速度を広い範囲で制御できる噴射ノズルを提供する。
【解決手段】液体を旋回可能な液体流路2と、気体を旋回可能な気体流路7と、前記各流路を通過して合流した液体と気体とを混合するための混合室9と、前記混合室で生成したミストを噴射するための噴射口12とを備えた筒状の噴射ノズル1において、前記気体流路の旋回方向と前記液体流路の旋回方向とを逆方向とする。この噴射ノズルは、ノズル中心軸線に沿って円筒状の液体流路2を設け、この液体流路2に液体旋回部材5が配設されているとともに、液体流路の外周に隔壁8を隔てて気体流路7を設け、この気体流路7に気体を旋回可能な気体流入口7aが形成されていてもよい。
(もっと読む)
スラブ幅方向の中心偏析のバラツキを抑制する連続鋳造機の冷却装置

【課題】スラブ鋳片の幅方向の中心偏析のバラツキを抑制する。
【解決手段】
冷却装置20は、鋳片幅方向に並設され且つミストを噴霧可能な複数のノズル31でそれぞれ構成されており、鋳造方向に隣接するロール間にそれぞれ配置される複数のノズル群30を備える。ノズル群30は、同一ヘッダーに接続された複数のノズル31(31A、31B1、31B2)で構成されている。また、ノズル群30において、軸受箱のある幅方向範囲には、軸受箱7bのある幅方向範囲以外の範囲に先端が位置しているノズル31Aよりも高水量のミストを噴霧可能に構成されたノズル31B1、31B2の先端が位置している。
(もっと読む)
連続鋳造による鋳片の製造方法および製造装置
【課題】低炭素鋼から焼入れ性の高い鋼種までの幅広い鋼種からなる連続鋳造鋳片の冷却時における表面割れの防止と曲がり防止とを図りながら、熱間圧延時に表面割れを発生し難い鋳片を製造する。
【解決手段】連続鋳造における完全凝固後の連続鋳造鋳片6の矯正完了位置であるサポートロール9−1の設置位置から連続鋳造機11の機端位置であるサポートロール9−3の設置位置までの領域であって、かつ鋳造方向へ隣り合う2組のサポートロール対の間の少なくとも1区間において、4本以上の冷却用ノズル15−1〜15−4により構成される冷却用ノズル列12から、連続鋳造鋳片6の表面全周に冷却水を噴射して、連続鋳造鋳片6を周方向へ均一に冷却し、冷却された連続鋳造鋳片6を所定の長さに切断して鋳片13を製造する
(もっと読む)
連続鋳造鋳片の冷却方法
【課題】鋳片を切断しない状態で連続鋳造機内における3次冷却によって、均一に冷却することが可能な鋳片の冷却方法を提供する。
【解決手段】鋳型で凝固シェルが形成され、鋳型直下の2次冷却装置で冷却された鋳片を、複数対のピンチロールの間に配置された3次冷却装置でさらに冷却する連続鋳造鋳片の冷却方法であって、前記3次冷却装置が鋳造方向に配置された複数のスプレーノズルからなり、各スプレーノズルから噴射される冷却水によって前記鋳片の表面に形成される被冷却部が連続し、隣接するスプレーノズルから噴射される冷却水によって形成される前記被冷却部における水量密度の最低値が、単独のスプレーノズルから噴射される冷却水によって形成される前記被冷却部における水量密度の最大値の25%以上であることを特徴とする連続鋳造鋳片の冷却方法。
(もっと読む)
鋼の連続鋳造方法
【課題】より効率的に鋳片の表面割れを防止する鋼の連続鋳造方法を提供すること。
【解決手段】断面が矩形となる鋳片を鋳型から垂直方向に引き抜いた後、さらに水平方向に引き出す鋼の連続鋳造方法において、鋳片の表面温度が910°Cを下回ってから300秒を経過するまでに、水平方向に引き出された場合に鋳片の側面となる短辺の一端から他端に向けて30mmとなるまでの範囲および他端から一端に向けて30mmとなるまでの範囲がオーステナイト単相からフェライト単相組織、パーライト組織またはベイナイト組織のいずれかに変態するように、短辺の一端から他端に向けて30mmとなる範囲および他端から一端に向けて30mmとなるまでの範囲を前後で対となり、左右で対となる短辺冷却用スプレーでスプレー冷却するようにした。
(もっと読む)
連続鋳造装置
【課題】ビレットの内周面における鋳肌表面性状の悪化を抑制できるとともにビレットの内周面でブレイクアウトが発生することを防止できる連続鋳造装置を提供する。
【解決手段】ビレットの内部12cに冷却水C2を供給するための冷却水供給経路60aを有し、鋳型20および中子40から引き抜かれたビレットの内周面12aに向けて、冷却水供給経路60aより供給される冷却水C2を噴射する冷却水噴射機構60と、ビレットの内部12cとビレットの外部とを連通するための吸引排出経路70aを有し、冷却水C2がビレットの内周面12aと接触して気化し、ビレットの内部12cに滞留する水蒸気Vを、吸引排出経路70aより吸引してビレットの外部に排出する吸引排出機構70と、を具備する。
(もっと読む)
連続鋳造での2次冷却及び2次冷却設備
【課題】Siを含む鋼材の連続鋳造における表面割れをより確実に抑制可能な2次冷却の技術を提供する。
【解決手段】0.5質量%以上5.0質量%未満のSiを含む鋼材を鋳造する連続鋳造における2次冷却帯での鋳片の2次冷却の全部又は一部を、冷却ノズルからの水の噴射によって行う。上記冷却ノズルによる冷却を、膜沸騰から遷移沸騰に変わる温度点であるMHF点よりも鋳片表面温度が高い状態となる冷却条件とし、且つMHF点が700℃未満となるように上記噴射される水の平均液滴径及び平均水温の少なくとも一方を設定する。
(もっと読む)
連続鋳造用鋳型及び連続鋳造方法
【課題】鋳型板を局部的に変形及び冷却することにより、凝固シェルの凝固均一度を向上すること。
【解決手段】本発明の連続鋳造用鋳型1は、鋳型板12の表面側に設けられる銅板31と、鋳型板12の背面側に設けられ、銅板31を支持するバックフレーム32と、バックフレーム32の少なくとも中央部を縦横にブロック状に分割して構成され、冷媒を用いて銅板31の背面を冷却する複数の冷却ユニット40と、複数の冷却ユニット40を銅板31の板厚方向に個別に押し出す複数の押出機構50を備えることを特徴とする。
(もっと読む)
鋼の連続鋳造方法
【課題】より効率的に鋳片の表面割れを防止する鋼の連続鋳造方法を提供すること。
【解決手段】断面が矩形となる鋳片を鋳型から垂直方向に引き抜いた後、さらに水平方向に引き出す鋼の連続鋳造方法において、鋳片の表面温度が910°Cを下回ってから300秒を経過するまでに、水平方向に引き出された場合に鋳片の側面となる短辺面において上端となる角部から30mmとなるまでの範囲がオーステナイト単相からフェライト単相組織、パーライト組織またはベイナイト組織のいずれかに変態するように、少なくとも前記範囲をスプレー冷却するようにした。
(もっと読む)
連続鋳造における二次冷却方法
【課題】 連続鋳造設備の二次冷却帯にて鋳造中の鋳片を冷却するにあたり、鋳片表面に過冷却現象を発生させることなく、鋳片を均一に冷却する。
【解決手段】 本発明の連続鋳造における二次冷却方法は、連続鋳造機で鋳造されている鋳片10を、鋳片幅方向で2以上に分割された分割型鋳片支持ロール6で支持しながら鋳型の下方に設けた二次冷却帯にて冷却水または冷却水と空気との混合体を用いて二次冷却するに際し、前記分割型鋳片支持ロールのロールチョック6aの部位に、連続鋳造中の鋳片表面に溜まる、前記冷却水の残留水が、ロールチョックと鋳片との隙間を流下することを妨げるための障害物を設置して鋳片を二次冷却する。
(もっと読む)
デフレクタ及びそれを用いた噴霧ノズル
【課題】均一な噴霧密度を維持しつつ、厚み方向にさらに広い角度で噴霧するのに有用なデフレクタ及びそれを用いた噴霧ノズルを提供する。
【解決手段】噴霧ノズルは、ノズル本体1の軸線方向に延びて形成された主流路2と、この主流路の下流側で流路径が狭まり、かつノズル本体1の先端部で開口する吐出口(噴射孔)4を有する吐出流路3と、前記吐出口4の上流側の主流路2内に配設され、かつ上流からの流体を分流するためのデフレクタ7とを備えており、前記デフレクタの下流面に凹部又は溝部8が形成され、前記デフレクタ7の上流端と吐出流路3との間のノズル本体1の内部側壁には、前記デフレクタ7により分流された流体が衝突可能な衝突壁9が形成されている。
(もっと読む)
連続鋳造設備の鋳片案内装置
【課題】鋳片案内装置において、ストレート型のノズルを用いて鋳片と案内ロールとを確実に冷却する。
【解決手段】本発明の鋳片案内装置1は、鋳片Sを挟み込んで長手方向に案内する案内ロール8と案内ロール8を内周面で支持するフレーム7と案内ロール8を冷却するロール冷却手段10と鋳片Sを冷却する鋳片冷却手段9とを備えている。冷却手段9、10は冷却剤を鋳片S又は案内ロール8に噴霧する複数のストレート型の冷却ノズル18、27とフレーム7の外周面に長手方向に沿って伸びる冷却剤供給管19、28とを備えていて、冷却ノズル18、27はその先端が鋳片Sの幅方向中央を向くように長手方向に並んでそれぞれ取り付けられ、冷却剤供給管19、28は鋳片Sの幅方向中央を挟んで一方側と他方側とに分かれて配備されている。
(もっと読む)
鋼の連続鋳造方法
【課題】スプレー水の詰まりの原因に関わらず、冷却スプレーの詰まりを防止する。
【解決手段】鋳片表面を例えば二次冷却する連続鋳造方法である。二次冷却水を鋳片表面に噴霧するに際し、二次冷却水中に氷片21を混入させて噴霧する。二次冷却が空気ミスト冷却の場合、空気をキャリアーとして、空気ライン中および水ライン中、あるいは空気ライン中または水ライン中に氷片を吹込むことにより、二次冷却水中に氷片を混入させる。
【効果】連続鋳造における鋳片冷却用スプレーの詰まりを、従来の技術よりも効果的に防止でき、スプレー詰まりに起因する品質上のトラブルを大幅に低減できる。
(もっと読む)
噴射ノズル
【課題】吐出口の厚み方向での噴霧域を効率よく広げつつ、噴霧域全体において均一な噴霧を実現できる噴射ノズルを提供する。
【解決手段】ノズル本体1と、このノズル本体1の軸方向に形成された主流路2と、この主流路2から下流側に向かって平行に互いに離れて延び、かつ先端部が湾曲して狭まった一対の円筒状流路3A,3Bと、この円筒状流路3A,3Bの先端部が前記ノズル本体1の先端部1Aで開口して形成された一対の吐出口4A,4Bとを有する噴射ノズルにおいて、前記吐出口4A,4Bが、前記ノズル本体1の先端部1Aを、互いに平行の位置関係で前記円筒状流路3A,3Bの中心軸線に対して直交する方向に横断して切り欠く一対の凹溝5A,5Bにより形成する。
(もっと読む)
粗形材、特に二重T字粗形材を製造するための連続鋳造方法および装置
【課題】粗形材ストランドの内側湾曲部における過冷却を大幅に回避し得る商業的に有利な方法を提案し、この方法を実施する装置を提供すること。
【解決手段】粗形材、特に二重T字粗形材を製造するための連続鋳造方法の場合、下方に流れる冷却水が、形材フランジを介して粗形材ストランド(3)の内側湾曲部から押し出され、バー(4)からそれぞれのフランジ(5)および(6)への移行にほぼ位置合わせされる水ノズル(21、22)を用いて、水ノズル(21、22)を介して送出されるそらせ水によって排出される。このように、下方に流れる冷却水によって生じる過冷却が、粗形材ストランドの内側湾曲部において大幅に回避される。
(もっと読む)
連続鋳造機のスプレーノズル詰まり検知方法及び検知装置
【課題】 連続鋳造機の二次冷却帯に設置されるスプレーノズルの詰まりを、低コストで且つ極めて単純な機構でありながら精度良く検知する。
【解決手段】 固定された3個以上のロードセル5で裏面を保持された複数の受圧板4を、連続鋳造機の二次冷却帯に設置されるスプレーノズルに対向するように、且つ、鋳片幅方向に並ぶスプレーノズルからの噴射域の全ての領域を覆うように、幅方向に並べて配置し、当該受圧板を鋳造方向に移動させながら、スプレーノズルから噴射される噴射流の圧力を、前記受圧板を介してロードセルで荷重として測定し、ロードセルで測定される荷重の変化に基づいてスプレーノズルの詰まりを検知する。
(もっと読む)
スプレーノズルの診断方法および診断装置
【課題】連続鋳造機において鋳片の二次冷却に用いられているスプレーノズルの状態を的確かつ効率的に診断することができるスプレーノズルの診断方法および診断装置を提供する。
【解決手段】計測ボックス10をダミーバーに連結して鋳片案内ロール間を移動させながら、加熱ユニット11をヒータ21によって鋳片温度に近い所定温度(例えば、500℃〜1000℃)に加熱するとともに、加熱ユニット11の表面11sをスプレーノズルからの冷却水によって冷却させ、その時の加熱ユニット11の表面11s近傍の温度変化を熱電対22で測定して、記録ユニット12のデータ記録装置に記録し、その記録した加熱ユニットの温度変化に基づいて、当該スプレーノズルの状態を診断する。
(もっと読む)
連続鋳造二次冷却用スプレーノズルの冷却能評価装置及び評価方法
【課題】 加熱炉で加熱された鋼片を使用することなく、連続鋳造機の二次冷却帯に設置されるスプレーノズルの冷却能を実測するための評価装置を提供する。
【解決手段】 本発明に係る連続鋳造二次冷却用スプレーノズルの冷却能評価装置は、スプレー水またはエアーミストを噴霧するスプレーノズル1と、該スプレーノズルから所定距離隔てた位置に配置され、前記スプレーノズルからのスプレー水またはエアーミストが噴霧される発熱抵抗体4と、該発熱抵抗体に電力を供給する電源7と、前記発熱抵抗体の両端部間での電圧及び前記発熱抵抗体に流れる電流を測定する測定手段6と、該測定手段によって測定される電圧及び電流に基づいて前記スプレーノズルの熱伝達率を算出する演算手段8と、を具備することを特徴とする。
(もっと読む)
連続鋳造二次冷却用スプレーノズルの冷却能評価装置及び評価方法
【課題】 従来方法に比較して極めて容易に、連続鋳造機の二次冷却帯に設置されるスプレーノズルの冷却能を実測することのできるスプレーノズル冷却能評価装置を提供する。
【解決手段】 本発明の冷却能評価装置は、スプレー水またはエアーミストを噴霧するスプレーノズル1と、発熱抵抗体及び発熱抵抗体を被覆する被覆鋼管9を有し、スプレーノズルからの冷却水が噴霧される発熱器4と、発熱器に電力を供給する定電圧電源15と、発熱器に流れる電流を測定する電流測定手段14と、被覆鋼管の冷却部の表面温度を測定する第1の測温素子12と、被覆鋼管の内面の表面温度を測定する第2の測温素子13と、第1,2の測温素子による測定値を温度に換算するとともに記憶する温度記録手段16と、温度記録手段からの表面温度測定値、定電圧電源からの電圧値及び電流測定手段からの電流値に基づいてスプレーノズルの熱伝達係数を算出する演算手段17とを具備する。
(もっと読む)
垂直曲げ型の連続鋳造機
【課題】表面欠陥や内部割れがない鋼材(鋳片5)を簡単に製造することができるようにする。
【解決手段】化学成分が、C:0.05〜0.55質量%、Si:0.10〜2.00質量%、Mn:0.30〜1.90質量%、P:0.005〜0.070質量%、S:0.003〜0.120質量%で、且つ、厚みが280mm〜350mmとなる鋳片5を、鋳造速度が0.7〜1.1m/minで且つ比水量が0.15〜0.40l/kg・steelで鋳造する垂直曲げ型の連続鋳造機であって、垂直長さ、曲げ長さ、二次冷却の長さ、円弧長さ、矯正長さを適宜設定する。
(もっと読む)
1 - 20 / 46
[ Back to top ]