
Fターム[4E004LC00]の内容
連続鋳造 (7,741) | ロール構造 (84)
Fターム[4E004LC00]の下位に属するFターム
表面形状 (11)
スリーブとアーバーの結合 (3)
冷却構造 (20)
ビームブランク用ロール (1)
分割型ロール (23)
その他 (19)
Fターム[4E004LC00]に分類される特許
1 - 7 / 7
鋼の連続鋳造方法および連続鋳造設備
【課題】クレーターエンド形状が幅方向の両端部で延びたときにも、中心偏析やセンターポロシティの少ない内部品質の良好な鋳片を得ることができる鋼の連続鋳造方法および連続鋳造設備を提供すること。
【解決手段】鋳片の凝固末期に、鋳片を挟持するロールの開度を徐々に狭めて、鋳片を軽圧下しつつ引き抜く軽圧下帯を配置した連続鋳造設備を用いて鋳片を連続鋳造するにあたり、軽圧下帯の上流側部分に、幅方向中央部のロール径が両端部のロール径よりも大きい凸ロールを配置し、鋳片が軽圧下帯に達する前に鋳片表面の幅方向温度分布を測定し、幅方向中央位置の温度が幅方向両端部の温度よりも所定温度低い場合に、前記凸ロールにより板厚中央部を中心とした軽圧下を行う。
(もっと読む)
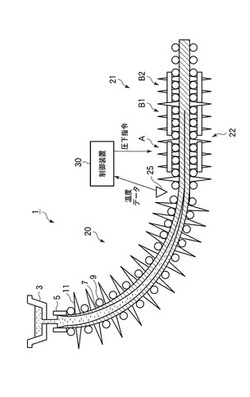
連続鋳造方法及び装置

【課題】鋳片厚み中心部に見られる不純物元素、硫黄、リン、マンガンなどの偏析を防止し、センターポロシティの少ない内部品質の良好な鋳片を得ることのできる連続鋳造方法及び装置を提供する
【解決手段】本発明に係る鋼の連続鋳造方法は、複数本のロールが組み込まれた連続鋳造装置1を用いて、鋳片7の凝固末期に、ロール開度を徐々に狭めて、鋳片7を軽圧下しつつ引き抜く鋳片の連続鋳造方法において、鋳片7を軽圧下する前に、鋳片7の幅方向中央部よりも幅方向両端部の厚みが薄くなるように、幅方向両端部を圧下する予成形を行うことを特徴とするものである。
(もっと読む)
双ロール式連続鋳造圧延方法及びその装置
【課題】緻密な制御を必要とせず、装置の大型化やコストの増大の問題を抑制しながら、厚さが相対的に薄い金属板材を双ロール式連続鋳造圧延法で安定して良好に鋳造する。
【解決手段】所定寸法のロールギャップGを介して相対向し相互に反対方向に回転する一対のロール12,13間に金属の溶湯を導入し、該溶湯を前記ロール表面12d,13dで冷却して凝固させつつ前記ロール12,13で圧延して帯状の金属板材を得る双ロール式連続鋳造圧延方法において、前記一対のロール12,13として、その全長に亘って略一定寸法のロールギャップGを形成し、かつ長さ方向の少なくとも一部の範囲において径rが長さ方向に沿って変化する形状の一対のロール12,13を用いる。
(もっと読む)
ストリップを案内するための装置及び方法
本発明は、ストリップ、特に金属ストリップ、を案内するための装置及び方法に関する。この方式の公知の装置は、軸受ブロック(120)を固定する支持装置(110)を備える。ストリップを案内するため、軸受ブロック内にローラ(130)が回転可能に軸受けされている。負荷時、即ちストリップを案内する際、にローラに作用するローラ荷重を継続的に確実に測定可能にするため、本発明は、特に負荷時の軸受ブロックの変形をセンサ装置によって検出し、引き続き評価装置によって、軸受ブロックの変形から求められるローラ荷重を計算することを提案する。 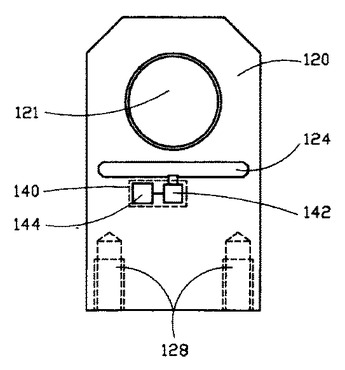 (もっと読む)
(もっと読む)
連続鋳造機用従動ロール
【課題】ロールの撓みが起こりにくく、かつ、中央付近に位置する軸受が損傷しにくくて、寿命が長い連続鋳造機用従動ロールを提供すること。
【解決手段】中央の少なくとも2個の第1ジャーナル部と、両端の第2および第3ジャーナル部とを有する軸と、上記第1,2,3ジャーナル部の間に位置すると共に、上記軸の外径よりも大きな外径を有する少なくとも3個のロール本体28とを有する一体型のロール21を用いる。第1ジャーナル部の外周上に二分割軸受を配置し、第2ジャーナル部の外周上に略ラジアル荷重のみを負荷する第1軸受を配置する。第3ジャーナル部の外周上に略ラジアル荷重のみを負荷する第2軸受を配置し、第2軸受の上記軸方向の外方の端部を直接的または部材を介して支持してアキシアル荷重を受ける第3軸受を配置する。第3軸受を付勢部材によって軸方向の内側に付勢する。
(もっと読む)
金属加工用のローラ、特に連続鋳造ローラ、とこのようなローラを製造するための方法
本発明は、ローラ、特に連続鋳造ローラ、を特に耐磨耗性にするために、層(3)が、電気メッキされたニッケルを備え、層(3)の表面(4)が、ローラ(1)の作業面を構成することを特徴とする、金属から成るローラボディ(2)とこのローラボディの上に被覆される耐磨耗性の材料から成る層(3)とを備える金属製造及び/又は金属加工用のローラ(1)、特に連続鋳造ローラを提供する。更に本発明は、金属製造及び/又は金属加工用のローラ(1)、特に連続鋳造ローラ、を製造するための方法を提供する。 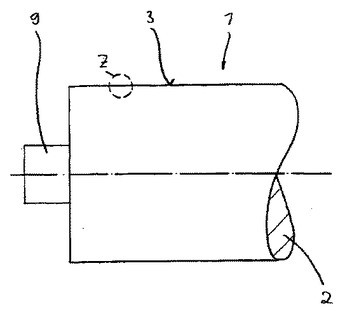 (もっと読む)
(もっと読む)
ストランドガイドローラの製造方法および該方法を使用して製造されたストランドガイドローラ、ならびにそのガイドローラの使用
既製品および半製品、すなわち少なくともローラベアリング、既成のサポートシャフト、および初期材料のローラシェル半製品を好適に具備した格納された部品からストランドガイドローラを製造する方法の場合、最小在庫管理コストで非常に短時間に、組み立てられる準備のできたストランドガイドローラを製造および供給することが意図されている。このことはローラベアリングが負荷される荷重にしたがってタイプシリーズごとに格納されている場合、ローラベアリングを担持する前記サポートシャフトが負荷される荷重にしたがってタイプシリーズごとに格納されている場合、およびローラシェルが円周に加工されたバーまたはチューブ材料の形状で、様々なローラ直径に適合するように不確定な長さを備えて格納されている場合に達成される。固有のストランドガイドローラの組み立てるために、タイプシリーズにしたがったローラ直径を備えた前記ローラシェルがタイプシリーズにしたがった円周に加工された前記バーまたはチューブ材料から切断されて、目的のボディ長さに合わせられて仕上げられ、前記ストランドガイドローラを形成するためのタイプシリーズから選択された前記部品と組み立てられる。 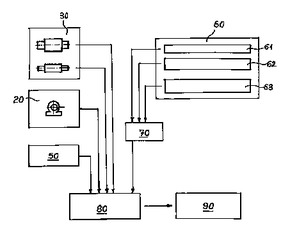 (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]