
Fターム[4E004MB08]の内容
連続鋳造 (7,741) | 注湯・溶湯のためのもの (870) | 溶湯流量の制御 (68) | ガス吹き込みを用いるもの (7)
Fターム[4E004MB08]に分類される特許
1 - 7 / 7
金属の鋳造機のコントロール装置及び方法
【課題】金属の鋳造機、特に連続鋳造プロセスにおいて鋳造条件をコントロールし且つ最適化するため、金属鋳造プロセスの最中にプロセスパラメーターをオンラインで調整する方法を提供する。
【解決手段】コントロールシステムの構成は:プロセス変数を測定するための、誘導式検出器、光学的検出器、放射線検出器、または熱検出器などの検出手段12,13と;検出手段からのデータを評価するためのコントロール装置14と;鋳造条件を最適化するために、鋳造速度、希ガスの流速、または、EMBRまたは攪拌装置などのような電磁的手段の磁場強さ、スラブ幅、浸漬式注入ノズルの侵入深さ、または、浸漬式注入ノズル3の角度、など少なくとも一つのプロセスパラメーターを自動的に変更するための手段からなり、前記検出手段は、メニスカス11の特徴のようなプロセス変数を、メニスカス上の少なくとも2点で、瞬時に、鋳造期間の全体に渡って、測定する。
(もっと読む)
銅合金材の製造方法及びその装置

【課題】高濃度融体の添加量を制御し所定の成分組成をもつ合金溶湯を得、析出強化型の銅合金材を高速度で、低コストで製造する方法を提供する。
【解決手段】純銅溶解と添加元素若しくはそれを含有する母合金溶解とを別々に行う工程を有する、析出強化型の銅合金から銅合金材を製造する方法であって、高濃度のNiまたはCoの少なくとも一方およびSiを含む高濃度融体を作成する際に、Ni、Co、Si、Ni−Cu母合金、Co−Cu母合金、Si−Cu母合金、Ni-Si-Cu母合金およびCo-Si-Cu母合金から選択される元素又は母合金を組み合わせて同時に溶解し、混合熱の生成の助けによって溶解させ、Ni含有量が最大80質量%の高濃度融体を作成し、これを他の溶解炉から供給される純銅溶湯に添加し、所定の成分組成を有する合金溶湯とする銅合金材の製造方法。
(もっと読む)
鋼の連続鋳造方法
【課題】連続鋳造される鋳片に含まれるArガス気泡や介在物を減少させ、鋳片の品質を向上させる鋼の鋳造方法を提供する。
【解決手段】浸漬ノズル3から下記式を満たす吐出角度θで溶鋼4を吐出し、電磁攪拌装置10によって鋳型2内のメニスカスに旋回流11を形成し、電磁ブレーキ装置によって浸漬ノズル3の吐出された溶鋼4に0.1テスラ以上の磁束密度の直流磁界を作用させた鋼の鋳造。 (もっと読む)
(もっと読む)
アルミニウム鋳塊の製造方法、アルミニウム鋳塊、およびアルミニウム鋳塊の製造用保護ガス
【課題】溶湯表面の酸化を防止し、酸化物の少ないアルミニウム鋳塊の製造方法と、これによって製造されるアルミニウム鋳塊と、を提供することを目的とする。
【解決手段】本発明に係るアルミニウム鋳塊の製造方法は、地金を溶解して溶湯にする溶解工程(溶解炉1)、溶湯を保持する保持工程(保持炉2)、溶湯から水素ガスを除去する脱水素ガス工程(脱水素ガス装置3)、溶湯から介在物を除去するろ過工程(ろ過装置4)、および溶湯を所定の形状に固化する鋳造工程(鋳造装置5)を含むアルミニウムまたはアルミニウム合金のアルミニウム鋳塊の製造工程において、各工程のうち少なくとも一つを、フッ化ガスと、炭酸ガスと、窒素ガスおよび/またはアルゴンガスとを混合した保護ガス雰囲気中で行う。
(もっと読む)
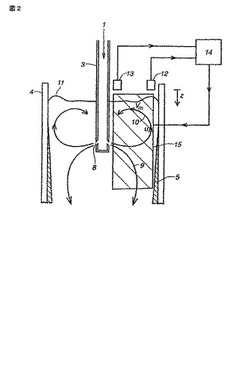
冶金学的容器の通過流量の調節方法及び冶金学的容器の底部ノズル
【課題】液体金属材料あるいは固体金属材料の品質を損なうことなく、簡単且つ信頼下にそれ材料の付着による底部ノズルのノズル詰まりを最小化する改善された技法を提供することである。
【解決手段】床1の内部にアッパーノズル3を設け、外側には鋼製のハウジング5を有し、アッパーノズル3の下方に液体金属の流量を調節するスライドゲート6を配置し、スライドゲート6の下方にはロワーノズル7が配置される。液体金属2が通過流れ孔9を通して液体金属容器8に流入し、温度センサー10がロワーノズルの外側位置で前記温度を測定する。温度センサー10は、圧力センサー11と共に、不活性ガス入口孔13から圧力制御体12を介して液体金属2内に供給されるアルゴン量を調節する。
(もっと読む)
ガスを吹き出す機能を有する溶融金属排出ノズル
【課題】 溶融金属排出ノズルの嵌合部に介在物等の付着を嵌合部付近の領域全体から集中的に、且つ均等に、さらには安定的にガスを供給することができるガスを吹き出す機能を有する溶融金属排出ノズルを提供し、ノズル内孔への介在物等の付着と閉塞による溶融金属流の制御性能の低下を防止すること。
【解決手段】 上ノズル10の本体を形成する耐火物構造は、内孔面1から外周方向の半径方向にかけて、内孔に面して設けられた緻密質耐火物層2と外周面に面した設けられた緻密質耐火物層3の間に形成された通気性耐火物層4の三層構造からなる。通気性耐火物層4は、ガス導入管9から導入されたガスの流通経路として機能し、ガス導入位置からストッパー5の嵌合部6まで延びて形成されている。
(もっと読む)
連続鋳造方法
【課題】極低炭素鋼などを鋳造する際に、浸漬ノズルの詰まりがなく、品質の良好な鋳片を得ることができる鋼の連続鋳造方法の提供。
【解決手段】溶鋼中に不活性ガスを1.0〜2.5Nリットル/溶鋼tonの流量で吹き込み、かつ、鋳型の2つの長辺の外側に鋳型を挟んで対向する組を1対とする静磁場の溶鋼流動制動装置をメニスカス近傍(磁場強度B1)、浸漬ノズルの吐出孔の近傍(磁場強度B2)および鋳型の下端近傍(磁場強度B3)に各1対を設け、磁場強度B1、B2およびB3が、B2を基準として下記(A)式を満足するように電磁力を作用させる方法。B1:B2:B3=0〜1:1:1〜3・・・(A) ここで、500(Gauss)≦B2≦1000(Gauss)、B2の磁場印加方向:B1およびB3と反対方向。
(もっと読む)
1 - 7 / 7
[ Back to top ]