
Fターム[4E004MB09]の内容
連続鋳造 (7,741) | 注湯・溶湯のためのもの (870) | 溶湯流量の制御 (68) | スライディングノズルを用いるもの (27)
Fターム[4E004MB09]に分類される特許
1 - 20 / 27
高清浄度鋼の製造方法
【課題】取鍋からタンディッシュへの溶鋼注入中に吹き込まれるガスの気泡により介在物を効率よく捕捉することで、溶鋼中の介在物を効果的に除去し、清浄度の高い鋼を製造する。
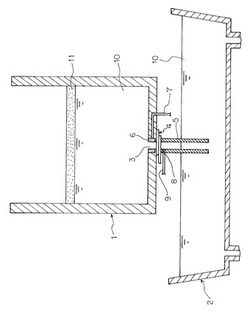
【解決手段】底部の出鋼口3に溶鋼の流量調整手段4を介して注入管5が接続された取鍋1を用い、この取鍋1内の溶鋼を、下部をタンディッシュ2内の溶鋼に浸漬させた注入管5を通じてタンディッシュ2に出鋼するに際し、取鍋の出鋼口3から流量調整手段4までの間に配したポーラスプラグ6を通じて、溶鋼中に不活性ガスを吹き込むとともに、注入管5の上端寄りの位置から、注入管5内を流れる溶鋼中に不活性ガスを吹き込む。吹き込まれたガスの微細化、溶鋼中での気泡の滞留時間の確保、及び注入管内での負圧による気泡の膨張の抑制により、吹き込みガスの気泡により介在物を効率よく捕捉できる。
(もっと読む)
連続鋳造機の制御装置および制御方法

【課題】バルジング周波数をリアルタイムで精度高く算出し、算出結果に基づいてモールド内の溶鋼の湯面レベルを精度高く制御すること。
【解決手段】外乱補償器83が、湯面レベル計によって測定された湯面レベルと周波数モデル831a〜831eの出力との偏差を各周波数モデルの入力に帰還することによって複数の特定周波数fiにおける湯面レベルの変動成分を抽出し、抽出された湯面レベルの変動成分のうち、振幅が最も大きい湯面レベルの変動成分に対応する特定周波数fiをバルジング周波数と判断し、特定周波数fiの外乱を補償するように開度指令値に外乱補償値を加算する。これにより、FFTなどの周波数解析演算手法を用いることなくバルジング周波数近傍の帯域の周波数解析を行うことができるので、バルジング周波数をリアルタイムで精度高く算出し、算出結果に基づいてモールド内の溶鋼の湯面レベルを精度高く制御することができる。
(もっと読む)
連続鋳造機モールド内湯面レベル制御装置及び制御方法
【課題】鋳造速度加速時に発生するバルジング性湯面変動を設備投資費用を上げることなくより早い段階で抑制する。
【解決手段】連続鋳造機のモールド内の湯面レベル計と、湯面レベル信号に基づいてタンディッシュに設けられたスライディングノズルの開度指令を出力するPI制御器と、開度指令を入力しスライディングノズルの開度を調整してタンディッシュからの溶融金属流入量を調整するスライディングノズル制御器と、湯面レベルと設定湯面レベルとの偏差信号から特定周期のバルジング性湯面変動を抽出し、その位相特性を90度進ませて出力する特性を有した外乱補償器とを備えた連続鋳造機モールド内湯面レベル制御装置を用いて湯面レベルを制御する際に、湯面レベル信号及び鋳造速度を一定時間記録し、連続鋳造機の2次冷却帯ロールピッチと鋳造速度により導かれる非定常バルジング変動の予想波形と実際の湯面変動波形を比較することで非定常バルジングの発生を判定し外乱補償器を起動させる。
(もっと読む)
高清浄度連鋳鋳片の製造方法
【課題】取鍋交換時において溶鋼の清浄化が促進され清浄度の高い連鋳鋳片を製造できる方法を提供する。
【解決手段】取鍋交換後、後鍋からタンディッシュ3への溶鋼2注入開始時のタンディッシュ内湯面高さ[m]が下式(1)を満たし、下記に示す取鍋1からタンディッシュへの溶鋼注入速度Sとタンディッシュから鋳型15への溶鋼注入速度Qとの関係が下式(2)を満たすことを特徴とする。H≧h×0.75・・・・・(1)、5.0≧S―Q≧3.0・・・・(2)。但し、H:後鍋注入開始時のタンディッシュ内湯面高さ、h:定常時におけるタンディッシュ内湯面高さ、S:後鍋注入開始からタンディッシュ内湯面高さがh×0.95[m]に回復する間の取鍋からタンディッシュへの溶鋼注入速度ton/min、Q:前鍋注入終了からタンディッシュ内湯面高さがh×0.95に回復するまでの間、タンディッシュから鋳型への溶鋼注入速度ton/min
(もっと読む)
鋼の連続鋳造方法
【課題】介在物によるノズルの閉塞を生じることなくREMを含有する鋼の連続鋳造が可能な連続鋳造方法を提供する。
【解決手段】タンディッシュからノズルを通じて鋳型へ流出させる溶鋼の、流量調整機構として2層または3層構成のスライディングノズルを使用する、希土類元素を0.001〜0.10mass%で含有する鋼の連続鋳造方法であって、スライディングノズルの全開時の開口面積をA0としたとき、鋳造時にスライディングノズルの開口面積Aが下記(1)式を満足する条件で前記スライディングノズルの開度を調整することを特徴とする鋼の連続鋳造方法。
0.9×Q+30≦A/A0≦75 …(1)
ここで、Q[kg/s]は前記溶鋼のスループットである。
前記スライディングノズルにおける溶鋼との接触面の一部または全部を、MgOを45mass%以上含有する耐火物で構成することが好ましい。
(もっと読む)
連続鋳造機のモールド内湯面レベル制御装置及び制御方法
【課題】異なる周波数帯域をもつ湯面変動を適切に抑制することができる連続鋳造機のモールド内湯面レベル制御装置及び制御方法を提供する。
【解決手段】湯面レベル計21で検出した湯面レベルの検出値とその目標値との偏差を求めてPI制御することで、モールド3内の湯面変動を抑制する。その際、湯面レベル検出信号を周波数スペクトル解析することで、バルジング性湯面変動とダミーバー性湯面変動とのピーク周波数を検出し、そのピーク周波数によって、外乱補償器として機能する微分フィルタ12を切り替える。微分フィルタ12は、上記偏差から抑制したい周波数(ピーク周波数)の信号成分を抽出し、且つその位相特性を90度進ませて出力する特性を有する。
(もっと読む)
モールド内溶鋼湯面レベル制御方法
【課題】1つのレベル計を用い、それから1次、2次及び3次の定在波成分を抽出、除去することによって本来制御すべきバルジング性湯面変動だけを抽出し、それを湯面レベル制御に用いることによって高精度の湯面レベル制御を実現する。
【解決手段】モールド幅に対応した固有の周期で揺動する定在波による湯面レベル変動のモデル12、14を2次振動系で表し、湯面レベル計で測定したレベル測定値とモデル12、14の出力の偏差及びその微分値のうちの少なくとも一方をモデル12、14の入力に帰還することによってモデル12、14を励振し、得られたモデル12、14の出力によって定在波による湯面レベル変動成分を推定するとともに、湯面レベル計で測定したレベル測定値とモデル12、14の出力の偏差をもって定在波成分を除去したレベル信号とし、該レベル信号を用いたフィードバック制御によってモールドに流入する溶鋼流量を調節するアクチュエータを操作するようにした。
(もっと読む)
鋳片の欠陥予測検知方法、鋳片の製造方法、鋳片の欠陥発生予測検知装置、該鋳片の欠陥発生予測検知装置を備えた連続鋳造設備
【課題】連続鋳造する鋳片にアルミナ性の欠陥が発生していることを予測検知することができる鋳片の欠陥発生予測検知方法及び装置、該装置を用いた連続鋳造鋳片の製造方法、該装置を備えた連続鋳造設備を提供する。
【解決手段】本発明の鋳片の欠陥発生予測検知方法は、鋳型内の溶鋼レベルを検知して溶鋼注入速度を変化させると共に、タンディッシュ3の底部に設けられた上ノズル5からアルゴンガス等の不活性ガスを溶鋼中に吹込みながら連続鋳造する鋳片に、アルミナ性の欠陥が発生していることを予測検知する鋳片の欠陥発生予測検知方法であって、前記不活性ガスの背圧の上下動の変化量を検知し、該変化量が予め定めた範囲以上の場合が所定時間内に所定回数以上あるか否かによって前記背圧の変化が前記溶鋼注入速度の変動に追従しているか否かを判定して欠陥の発生を予測検知することを特徴とするものであり、またその装置、該方法を用いた連続鋳造鋳片の製造方法、該装置を備えた連続鋳造設備である。
(もっと読む)
溶鋼の注湯装置及び注湯方法
【課題】時間を掛けないで詰砂を含む溶鋼をタンディッシュへ注湯することを防止可能な溶鋼の注湯技術を提供する。
【解決手段】タンディッシュ6への溶鋼10注湯段階で詰砂のタンディッシュへの混入を安全且つ容易に除去することを可能とするものである。取鍋1からタンディッシュへ溶鋼を注湯するための注湯用の開口2aを有するスライディングノズル2を備える。そのスライディングノズルは注湯用の開口とは別に第2の開口2bを有し、その第2の開口を詰砂排出用ノズル4を介して詰砂受け3に連通した。詰砂受けに対して詰砂排出用ノズルはスライド可能となっている。
(もっと読む)
連続鋳造機のモールド湯面レベル制御装置および制御方法
【課題】非定常バルジングの変動周期を高精度に同定し、制御設定パラメータを安定的に自動供給可能な連続鋳造機のモールド湯面レベル制御装置を提供する。
【解決手段】モールド湯面レベル制御装置は、注湯手段の開度を調節する開度制御部と、金属溶湯をモールドに注湯する際の外乱量推定値を算出する外乱推定部と、外乱量推定値と鋳造速度とを取得するデータ取得部と、外乱量推定値の時系列データを鋳造長に基づくデータに変換して、当該データをオーバーサンプリングしてオーバーサンプリング後データを生成するオーバーサンプリング部と、オーバーサンプリング後データについてFFT解析を行い、非定常バルジング発生ロールピッチの距離周波数スペクトルを算出するFFT処理部と、距離周波数スペクトルのピークを検出して非定常バルジング発生ロールピッチを算出し非定常バルジングの変動周期を算出するピーク検出部と、を備える。
(もっと読む)
鋳型内溶鋼の湯面レベル制御方法
【課題】操業停止による休損・設備投資効果などを総合的に判断した、操業上支障の少ない範囲での簡易的な改造により、鋳型内溶鋼の湯面レベルの制御精度を向上する。
【解決手段】連続鋳造時における鋳型内溶鋼の湯面レベルを制御する方法である。タンディッシュ内の溶鋼を鋳型に注入する流出量調整用スライディングノズルの開度調整用油圧シリンダー装置の、作動弁内のスプールの位置制御を電気的に直接制御する。さらに前記湯面レベルの測定値と目標基準湯面レベル値との差から制御系の遅れを時間変化に対し測定することにより、最適な制御ゲインを算出する。
【効果】既設の湯面レベル制御装置系を大幅に改造することなく、スライディングノズルの開度調整用油圧シリンダー装置の応答性向上を図って、鋳型内溶鋼の湯面レベルの制御精度を向上させる効果がある。
(もっと読む)
連続鋳造用浸漬ノズル及び連続鋳造方法
【課題】旋回付与機構を使用しなくても、浸漬ノズル内から吐出する直前に浸漬ノズル内の流れを旋回させる。
【解決手段】円筒状のノズル本体1における底部1a近傍の側面1bの対向位置に2つの吐出孔2を有し、浸漬ノズル内下降流に円周方向の旋回流速を付与する旋回流付与機構を内部に有していない連続鋳造用浸漬ノズルである。吐出孔2の幅Wをノズル本体1の底部1aの内径dよりも小さくする。水平面に投影した吐出孔2の側壁2aの中心線がノズル本体1の横断面の中心を通らず、かつ水平面に投影した2つの吐出孔2をノズル本体1の横断面の中心に対して点対称に開孔する。
【効果】浸漬ノズル内に旋回流付与機構を設けなくても、吐出孔における流速分布が均一で、鋳型内流動が安定する浸漬ノズルを得ることができ、旋回流付与機構がもたらす非金属介在物による閉塞や、大がかりな電磁撹拌のような旋回流付与機構を用いる必要がない。
(もっと読む)
スライディングノズル装置の制御方法
【課題】タンディッシュ内の溶鋼重量を適正範囲に制御するためのスライディングノズル装置の制御方法において、プレートの摺動回数を少なくでき、プレートの寿命を延ばすことができるようにする。
【解決手段】連続鋳造において取鍋1からタンディッシュ3へ排出される溶鋼流量を調節するために、スライディングノズル装置2のプレート2aの摺動距離を制御するスライディングノズル装置の制御方法であって、タンディッシュの重量変化率からタンディッシュ重量の許容範囲を超えるまでの時間ΔTを計算する段階と、ΔTが所定値以下になったときに、プレートを開方向又は閉方向に摺動させる段階とを含み、前記プレートを開方向又は閉方向に摺動させる段階では、取鍋のヘッドの下降に伴い、プレートの摺動距離を大きくする。
(もっと読む)
スライドプレートの開閉に起因する偏流を抑制する整流構造
【課題】スライドプレートの開閉に起因する偏流を抑制する。
【解決手段】整流構造10は、連続鋳造で使用するスライドプレート方式の流量調整ユニットの下流側に接続され、上端11aにおける内管形状11が円形であり、上端11aから連続的に内管形状11が変形して、下端11bにおける内管形状11が長軸11y及び短軸11xを有する扁平形状である。そして、下端11bにおける内管形状11の短軸11xが、流量調整ユニットのスライドプレートの開閉方向と平行であって、当該下端11bの直下には、内管形状が前記下端11bにおける内管形状11の長軸11y以上の直径を有する円形で且つ溶鋼吐出孔が穿孔される浸漬ノズルが接続される。また、短軸11xの長さx及び長軸11yの長さyは、0.5≦x/y≦0.8を満たすと共に、整流構造の下端から浸漬ノズルの溶鋼吐出孔の上端までの距離zは、200mm≦z≦900mmを満たす。
(もっと読む)
連続鋳造機のモールド湯面レベル制御装置及び制御方法
【課題】スライディングノズルが閉塞、あるいは、溶損することで流量特性が変化する場合にも、流量特性を高精度に求め、推定した流量特性に基づいてPI制御をはじめとするフィードバックコントローラのゲインを自動調整することで制御のループゲインを一定に維持することの可能な、連続鋳造のモールド湯面レベル制御を提供する。
【解決手段】連続鋳造機のモールド断面積、鋳造速度、TD重量、SN開度を入力信号とし、損失係数の修正を行いながら、ニュートン法に基づいた流量特性のモデル計算を繰り返すことで、SN開度の理論値と実績値が一致するような損失係数、及び、流量特性を計算する。そして、推定した流量特性に比例するようにフィードバックコントローラのゲインを自動調整することで制御のループゲインを一定に維持する。
(もっと読む)
取鍋ノズル制御方法及びシステム
【課題】ノズルの動作回数を低減でき、湯面制御も良好な取鍋ノズル制御方法を提供する。
【解決手段】タンディッシュ9の重量目標値と重量実績値との偏差を求め、求めた偏差をあらかじめ偏差のみに対して段階的に設定されたノズル位置修正量(判断図表16)と比較する。偏差が重量目標値を中心にした不感帯域に入っているとき、ノズル10が移動しないように零のノズル位置修正量を出力する。偏差が不感帯域を超えて第一の制御領域に入ったとき、零よりも大きな第一のノズル位置修正量を出力し、ノズル10を第一のノズル位置修正量に基づいて移動させる。偏差がさらに大きくなり、第一の制御領域を超えて第二の制御領域に入ったとき、第一のノズル位置修正量よりも大きな第二のノズル位置修正量を出力し、ノズル10を第二のノズル位置修正量に基づいて移動させる。
(もっと読む)
連続鋳造機のモールド内湯面レベル制御方法
【課題】連続鋳造機のモールド内湯面レベル制御を行うに際して、外乱である定在波の影響を除去して、的確にモールド内湯面レベル制御を実施することができるモールド内湯面レベル制御方法を提供する。
【解決手段】湯面レベル計18をモールド幅中心位置に設置しているとともに、その湯面レベル計18が計測した湯面レベル信号から2次定在波の影響を除去するための周波数フィルター20を湯面レベル制御装置19に設置している。
(もっと読む)
連続鋳造装置のタンディッシュのスライディングノズルの開度検出回路不良箇所判別装置および判別方法
【課題】 回転型可変抵抗部とサーボアンプ部が離れた場所にある連続鋳造装置において、短時間で、一人でも容易に不良箇所を調査でき、また操業中であっても、回転型可変抵抗部の良否判定ができる装置とその使用方法を提供することである。
【解決手段】 連続鋳造装置のタンディッシュ1のスライディングノズル2の開度検出回路10において、信号出力線がコネクタプラグ11とケーブル21の2系統を有し、その出力先を切替えるスイッチとしてスナップスイッチ18を有しており、自由に中間タップ端子19bの抵抗値を変化させることのできるスライダーからなる回転型可変抵抗器7を有する不良個所の判別装置である。
(もっと読む)
取鍋ノズル制御装置
【課題】様々な場所で使用可能な汎用性かつ可搬性に優れた取鍋ノズル制御装置の提供。
【解決手段】移動可能な台車10に、商用電源によって取鍋のノズル機構を駆動制御する駆動制御部と、この駆動制御部を操作する操作器具70と、各種状態を表示する表示部50と、一端が前記駆動制御部に接続されると共に他端に前記ノズル機構に着脱可能なコネクタ63を有する制御ケーブル62と、一端が前記駆動制御部に接続されると共に他端に商用電源のプラグ差込口に着脱可能なプラグ61を有する電源ケーブル60とを備える。これによって、この台車10を所定の場所(取鍋)に搬送し、その制御ケーブル62のコネクタ63をその取鍋のノズル機構に装着するだけで様々な場所で使用することができる。
(もっと読む)
鋼の連続鋳造方法及び鋼板の製造方法
【課題】凝固界面での介在物や気泡付着を防止し、清浄な鋼材を製造する。
【解決手段】スライディングノズル12と浸漬ノズル14により鋳型16内に供給される溶鋼6の鋳型内流動を制御する際に、前記スライディングノズル12の開閉方向を鋳型16の長辺16a方向とすると共に、前記浸漬ノズル14の吐出口14aに交流磁界を印加し、更に、鋳造後の鋳片8の表面を所定量削る。前記浸漬ノズル吐出口の吐出角度を、水平方向に対して下向きに0〜45°の範囲とすることができる。
(もっと読む)
1 - 20 / 27
[ Back to top ]