
Fターム[4E004MB15]の内容
連続鋳造 (7,741) | 注湯・溶湯のためのもの (870) | 溶湯レベルの検出 (52)
Fターム[4E004MB15]の下位に属するFターム
Fターム[4E004MB15]に分類される特許
1 - 18 / 18
連続鋳造機モールド内湯面レベル制御装置及び制御方法

【課題】鋳造速度加速時に発生するバルジング性湯面変動を設備投資費用を上げることなくより早い段階で抑制する。
【解決手段】連続鋳造機のモールド内の湯面レベル計と、湯面レベル信号に基づいてタンディッシュに設けられたスライディングノズルの開度指令を出力するPI制御器と、開度指令を入力しスライディングノズルの開度を調整してタンディッシュからの溶融金属流入量を調整するスライディングノズル制御器と、湯面レベルと設定湯面レベルとの偏差信号から特定周期のバルジング性湯面変動を抽出し、その位相特性を90度進ませて出力する特性を有した外乱補償器とを備えた連続鋳造機モールド内湯面レベル制御装置を用いて湯面レベルを制御する際に、湯面レベル信号及び鋳造速度を一定時間記録し、連続鋳造機の2次冷却帯ロールピッチと鋳造速度により導かれる非定常バルジング変動の予想波形と実際の湯面変動波形を比較することで非定常バルジングの発生を判定し外乱補償器を起動させる。
(もっと読む)
金属鋳塊製造方法、金属鋳塊製造装置

【課題】 鋳塊の品質を確保するとともに、早期に鋳塊品質を判断することが可能な金属鋳塊製造方法等を提供する。
【解決手段】 制御部は、測定された比抵抗から、溶湯情報である化学組成を算出し、これが基準値となるように制御を行うと同時に、本発明では、基準製造条件(ここでは成分範囲)と常に比較して、基準製造条件から外れることがないか連続して監視する。基準条件範囲から成分組成が外れると、制御部は、成分組成の測定位置(すなわち溶湯情報の取得位置)およびその時刻から、当該溶湯が凝固して鋳塊となる位置を算出する。この異常鋳塊位置が後方の各工程に送られて、後方において該当する位置の鋳塊を除去することができる。
(もっと読む)
金属溶湯検知センサ
【課題】被膜剤を塗り直す適切なタイミングを知ることのできる金属溶湯検知センサを提供する。
【解決手段】金属溶湯検知センサは、接触することで金属溶湯の存在を検知する電極棒22を備える。電極棒の表面には、第1保護被膜26が形成されている。さらに第1保護被膜の表面には第1保護被膜とは色が異なる第2保護被膜28が形成されている。この電極棒は、繰り返し高温の溶湯に浸漬されると、第1保護被膜が徐々に消失する。第1保護被膜が消失し、第2保護被膜が露出すると、電極棒の表面色が変化する。電極棒の表面色が変化した時点が、第2保護被膜の被膜剤を塗布し直す好適なタイミングである。
(もっと読む)
金属溶融物の変化するレベルを検知し表示する装置
【課題】本発明は、金属溶融物の変化するレベルを検知し表示するために使用される装置に関する。
【解決手段】鋳型(14)の一方の側に、長手方向の所定の長さに沿って配置されているとともに、鋳型(14)の対向する側に向かって放射フォトンを放射する、少なくとも1つの放射線源(20)と、鋳型(14)の前記対向する側に、長手方向に沿って互いに隣接して配置された少なくとも1組の高感度検出器(30.1・・・30.8)とが設けられ、検出器(30.1・・・30.8)それぞれは、放射線源(20)によって放射された入射フォトンを受けるように配置される。
(もっと読む)
連続鋳造機のモールド内湯面レベル制御装置及び制御方法
【課題】異なる周波数帯域をもつ湯面変動を適切に抑制することができる連続鋳造機のモールド内湯面レベル制御装置及び制御方法を提供する。
【解決手段】湯面レベル計21で検出した湯面レベルの検出値とその目標値との偏差を求めてPI制御することで、モールド3内の湯面変動を抑制する。その際、湯面レベル検出信号を周波数スペクトル解析することで、バルジング性湯面変動とダミーバー性湯面変動とのピーク周波数を検出し、そのピーク周波数によって、外乱補償器として機能する微分フィルタ12を切り替える。微分フィルタ12は、上記偏差から抑制したい周波数(ピーク周波数)の信号成分を抽出し、且つその位相特性を90度進ませて出力する特性を有する。
(もっと読む)
連々続鋳造方法
【課題】連々続鋳造の境界部で吸窒を発生させない。
【解決手段】連々続鋳造において、予めタンディッシュ1内の溶鋼重量を監視してタンディッシュ1内の溶鋼湯面への注入管4の下端の浸漬状況を把握しておく。溶鋼供給中の取鍋3からの溶鋼供給の停止後、タンディッシュ1内の溶鋼が、タンディッシュ1内の空間容積とArガスでの置換速度から求められる置換時間を確保できる所定の重量になった時に、注入管4の内側および注入管の外側におけるタンディッシュ内空間A,BのN2ガス供給を停止してArガスへの置換を開始する。次回の取鍋3の溶鋼供給の開始後、タンディッシュ1内の溶鋼湯面が上昇し、注入管4の下端が該溶鋼湯面に浸漬した直後から前記空間A,BへのArガスの供給を減少しつつN2ガスへの置換を開始する。
【効果】特に窒素が高いと表面割れ等が発生しやすくなるNb含有鋼等で低N化が必要となるような鋼種を、高品質に安価に製造可能となる。
(もっと読む)
連続あるいは半連続鋳造装置の湯面レベル制御装置及び湯面高さ制御方法
【課題】樋内及び鋳型内の材料やセンサの構造,種類等に起因する影響を受けることなく、正確かつ高信頼に湯面レベル制御を行うことのできる連続及び半連続鋳造における湯面レベル制御装置及び湯面レベル制御方法を提供する。
【解決手段】炉体と樋との間に設けられた出湯調節手段と樋にかかる重量を検出することによって樋内溶湯量を計測する樋内溶湯量測定器と、この樋内溶湯量測定器で計測された樋内溶湯量に基づいて、出湯調節手段を調節して樋内溶湯量を一定に保つための炉体からの出湯量制御信号を生成する出湯制御手段と、を備える。
(もっと読む)
連続鋳造機のモールド湯面レベル制御装置および制御方法
【課題】非定常バルジングの変動周期を高精度に同定し、制御設定パラメータを安定的に自動供給可能な連続鋳造機のモールド湯面レベル制御装置を提供する。
【解決手段】モールド湯面レベル制御装置は、注湯手段の開度を調節する開度制御部と、金属溶湯をモールドに注湯する際の外乱量推定値を算出する外乱推定部と、外乱量推定値と鋳造速度とを取得するデータ取得部と、外乱量推定値の時系列データを鋳造長に基づくデータに変換して、当該データをオーバーサンプリングしてオーバーサンプリング後データを生成するオーバーサンプリング部と、オーバーサンプリング後データについてFFT解析を行い、非定常バルジング発生ロールピッチの距離周波数スペクトルを算出するFFT処理部と、距離周波数スペクトルのピークを検出して非定常バルジング発生ロールピッチを算出し非定常バルジングの変動周期を算出するピーク検出部と、を備える。
(もっと読む)
ピンチロールに加わるトルクに基づいて連続鋳造での品質及び設備の異常を検知する異常検知方法
【課題】トルク変動や湯面変動といった操業指標と連動した定量的な異常検知判断を行い、トルクや湯面変動の大きさに応じて如何なる異常が発生しているかを検知する。
【解決手段】ロールにおけるスケールの堆積が発生した場合におけるトルク変動値をa[%]、湯面変動幅をZa[mm]とすると共に、鋳片が圧延された圧延材において表面欠陥が検出され、当該欠陥を調査すると凝固組織異常が認められた場合におけるトルク変動値をb[%]、湯面変動幅をZb[mm]とする。トルク変動値N≧bの条件を満たす範囲を領域Bとし、領域B以外の領域であってトルク変動値N≧aの条件を満たす範囲を領域Aとする。鋳造中に測定されるトルク変動値Nが領域Bに属する場合には、該当部位を凝固組織起因の疵発生と判定して(S46B)、当該トルク変動値Nが領域Aに属する場合には、複数のロールの内のいずれかにスケール等の堆積があると判定する(S47B)。
(もっと読む)
連続鋳造時における鋳片の表面手入れ判定方法及び装置
【課題】湯面変動に起因して発生する鋳片表層欠陥程度をより精度よく予測できる鋳片手入れ判定基準を提供する。
【解決手段】 連続鋳造鋳型内の溶鋼湯面位置情報から鋳片表面の手入れを判定する装置であって、湯面位置を計測する湯面位置検出器13と、湯面位置検出器13の情報を入力して湯面位置が凝固シェル先端位置よりも下方に位置している持続時間(te-ts)を演算する演算手段15と、演算手段15によって演算された持続時間と予め定めた持続時間の基準値とに基づいて手入れ要否を判定する判定手段17とを備えてなることを特徴とする連続鋳造時における鋳片の表面手入れ判定装置。
(もっと読む)
センサー及び溶融金属の湯面レベルの測定方法
開口部4を上面に有するインゴットモールドを備えた連続鋳造プラント用の湯面のレベルを測定するセンサー1であって、インゴットモールドの上面に対して垂直に配置され、インゴットモールドから遠ざかる上方力線と、インゴットモールドの上面及び湯面を覆う下方力線として力線が広がっている磁界を発生させるように電流により駆動される空芯の励起コイル7と、励起コイルに対して平行に配置され、湯面のレベルの変化に応じて変化する下方力線の作用により誘導電圧が発生する空芯の下部検出コイル8と、励起コイルに対して平行に配置され且つ下部検出コイルの上に配置され、下部検出コイルと外形及び特性が同等で、湯面による干渉を実質的に受けない上方力線の作用により誘導電圧が発生する空芯の上部検出コイル9とを備え、開口部に隣接するようにインゴットモールドの上面に配置されている。 (もっと読む)
鉄鋼製品の品質管理方法
【課題】連続鋳造において鋳型内のモールドパウダの溶融層厚みと溶鋼レベルを計測し、その情報に基づいて、下工程の処理条件や検査条件などの操業条件を適正化する鉄鋼製品の品質管理方法を提供することを目的とする。
【解決手段】連続鋳造機の鋳型内の溶融パウダ厚を計測し、該溶融パウダ厚に基いて、連続鋳造工程以降の工程における操業条件および/または製品仕様を決定する。
(もっと読む)
連続鋳造機モールド内湯面レベル制御装置及び制御方法
【課題】鋳造速度加速時に発生するバルジング性湯面変動を、より早い段階で抑制する。
【解決手段】湯面レベル信号を周波数解析する前に、過去の鋳造速度データを利用して、サンプリング時間を補正する。これにより、鋳造速度変更直後でも、現在のバルジング周波数を求めることができ、より早くバルジング性湯面変動を抑制することができる。
(もっと読む)
渦電流センサのプローブ
【課題】渦電流センサのプローブにおいて、コイルを封止するコイルケースの破損を抑止して、プローブの長寿命を実現するための構造を提案する。
【解決手段】一端閉塞の筒状のコイルケース25と、前記コイルケース25内に挿入された円柱形状の中芯23とで、封止された空芯コイル22を備えた渦電流センサ16のプローブ20において、前記中芯23を軸方向に複数に分割して、複数の短円柱形状部材で構成する。さらに、前記コイルケース25と前記中芯23とを同一材料で構成する。
(もっと読む)
連続鋳造圧延装置および連続鋳造圧延方法
【課題】トラフ内の湯面レベルを、目標湯面レベルと近い範囲に精度良く制御することができ、マグネシウム合金板を安定に製造することができる連続鋳造圧延装置の提供。
【解決手段】本発明は、トラフ4内のマグネシウム合金溶湯Mの湯面高さを、湯面高さ制御手段6により目標湯面高さH0と近い範囲に制御する。湯面高さ制御手段6は、トラフ4内に収容されたマグネシウム合金溶湯Mの湯面を検出する第1湯面検出部25および第2湯面検出部26と、これら湯面検出部25、26で検出された湯面Sの高さと、目標湯面高さH0との差を求め、この差を解消するための溶湯供給量制御部を備える。第1湯面検出部25は、湯面にレーザ光を照射するレーザ照射部を有する。
(もっと読む)
セラミックセンサ
【課題】温度差に起因する破損を防止して長期間にわたり安定して、急激な温度変化を繰り返し受けるアルミニウム湯面の測定を行うことができるセラミックセンサを提供する。
【解決手段】 緩衝材4を介してセラミック製のセンサ本体部1をホルダ2に接続し、緩衝材4を貫通するピン6をセンサ本体部1に接続し、急激な温度変化を繰り返し受けても緩衝材4により衝撃を吸収し、センサ本体部1のホルダ2との接合部及び嵌合部の亀裂の発生をなくしたセラミックセンサ10とする。
(もっと読む)
双ロール式薄板鋳造工程における湯面レベルのロバスト制御方法
本発明は双ロール式薄板鋳造工程でのモールドの湯面レベルを一定に制御する方法に関する。本発明は,モールドに溶鋼を供給するためにストッパシステムを使用し,モールド内の湯面レベルを測定するためにカメラシステムを使用する湯面レベル制御システムを備えた双ロール式薄板鋳造工程において,鋳造初期に湯面レベル目標値が湯面レベル制御システム動作特性と一致するように変更する先行制御器,及び正常鋳造条件で湯面レベルを一定に維持するフィードバック制御器によって,湯面レベルを制御する,双ロール式薄板鋳造工程における湯面レベルのロバスト制御方法を提供する。 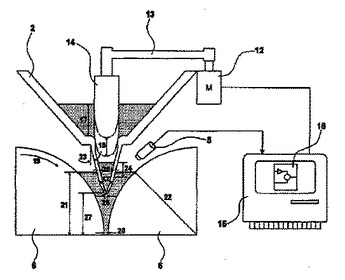 (もっと読む)
(もっと読む)
コントロールシステム、コンピュータプログラム製品、装置及び方法
金属の鋳造機において液体金属の流れを調整するためのコントロールシステムであって下記構成を備える:プロセス変数を測定するための検出手段;検出手段からのデータを評価するためのコントロール装置;及び、鋳造条件を最適化するために少なくとも一つのプロセスパラメーターを自動的に変更するための手段。前記検出手段は、メニスカスの特徴を、メニスカス上の少なくとも2点で、瞬時に、鋳造期間の全体に渡って測定する。 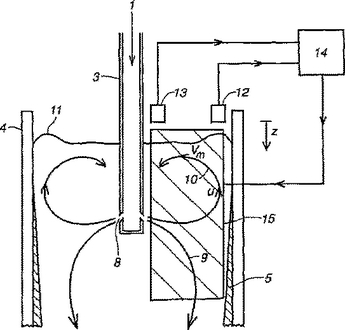 (もっと読む)
(もっと読む)
1 - 18 / 18
[ Back to top ]