
Fターム[4E004MB18]の内容
連続鋳造 (7,741) | 注湯・溶湯のためのもの (870) | 溶湯レベルの検出 (52) | 湯面上方からのもの (29) | 湯面反射を用いるもの (4)
Fターム[4E004MB18]に分類される特許
1 - 4 / 4
真空上注ぎ鋳造の監視方法及び真空上注ぎ鋳造の終了方法
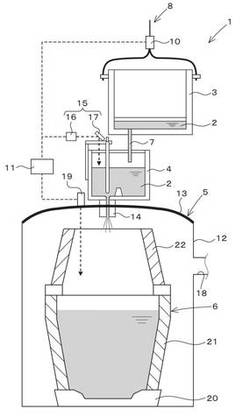
【課題】真空上注ぎ鋳造において、鋳込状態を正確に監視することができると共に、鋳込み終了を正確に行うことができるようにする。
【解決手段】本発明の真空上注ぎ鋳造の監視方法は、第1容器3内の溶鋼2を第1容器3の下側に設置した第2容器4内に注入し、第2容器4に注入した溶鋼2を当該第2容器4の下側に設置した真空装置5内の鋳型6に注入することによって溶鋼2を鋳込む真空上注ぎ鋳造にて、鋳型6への溶鋼2の鋳込状態を監視するにあたっては、第1容器3の重量と第2容器4内の湯面レベルとに基づいて鋳型6への鋳込量を求める鋳込量算出工程と、鋳型6内の溶鋼2の湯面レベルを測定する湯面レベル測定工程と、鋳込量算出工程で求めた鋳込量と湯面レベル測定工程で求めた湯面レベルの少なくともいずれか一方を用いて鋳込状態を監視する鋳込状態監視工程と、を有する。
(もっと読む)
金属溶融物の変化するレベルを検知し表示する装置

【課題】本発明は、金属溶融物の変化するレベルを検知し表示するために使用される装置に関する。
【解決手段】鋳型(14)の一方の側に、長手方向の所定の長さに沿って配置されているとともに、鋳型(14)の対向する側に向かって放射フォトンを放射する、少なくとも1つの放射線源(20)と、鋳型(14)の前記対向する側に、長手方向に沿って互いに隣接して配置された少なくとも1組の高感度検出器(30.1・・・30.8)とが設けられ、検出器(30.1・・・30.8)それぞれは、放射線源(20)によって放射された入射フォトンを受けるように配置される。
(もっと読む)
ストリップ鋳造方法及び双ロール鋳造機
【課題】品質不良を回避しつつストリップの板厚調整を適切に行えるようにする。
【解決手段】冷却ロール1の間に形成される溶湯溜まり8を深くして金属が冷却ロール1の外周面に触れている時間を延ばすことで除熱不足を補うというストリップ3の板厚制御と、溶湯溜まり8を浅くして金属が冷却ロール1の外周面に触れている時間を縮めることで除熱過多を抑えるというストリップ3の板厚制御に加えて、溶湯溜まり8の自由液面とノズルピース4と相対位置が一定になるように、アクチュエータ13によりノズルピース4を上下方向に変位させて溶湯溜まり8の揺動を防ぐという制御を併用し、ノズルピース4に付着している酸化物などの不純物が溶湯溜まり8に脱落しないようにする。
(もっと読む)
鋳型中のスラグ及び溶融金属の表面をモニタリングする方法及び装置
本発明は、レーダ装置を使用して連続式鋳造装置の鋳型中にあるスラグ及び溶融金属の表面をモニタリングする方法に関する。本発明により、レーダ装置は、少なくとも20 GHzの帯域幅を有する電磁波のビームを放射する。本発明は、この方法を使用するための装置にも関する。 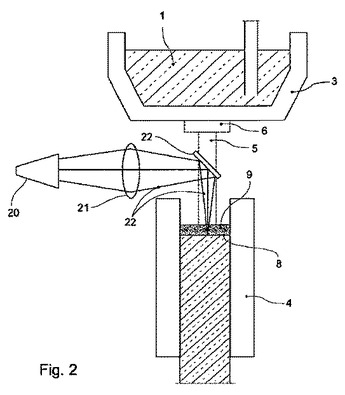 (もっと読む)
(もっと読む)
1 - 4 / 4
[ Back to top ]