
Fターム[4E004NA00]の内容
連続鋳造 (7,741) | 連鋳方式 (426)
Fターム[4E004NA00]の下位に属するFターム
Fターム[4E004NA00]に分類される特許
1 - 7 / 7
鋼鋳片の連続鋳造方法
【課題】アルミナやスラグなどの内部介在物が極めて少ない高品質な鋳片を、複雑な溶鋼流動制御を伴うことなく安定して製造することのできる鋼鋳片の連続鋳造方法を提供する。
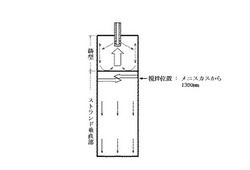
【解決手段】交流移動磁場装置を、その中心が溶鋼メニスカスの下方1.0〜1.5mに位置するように配置し、該装置により溶鋼に対して交流移動磁場を印加して、該溶鋼の水平方向の旋回流を生じさせ、その際の流動速度を20〜40cm/sとする。
(もっと読む)
鋼鋳片の連続鋳造方法

【課題】アルミナやスラグなどの内部介在物が極めて少ない高品質な鋳片を、複雑な溶鋼流動制御を伴うことなく安定して製造することのできる鋼鋳片の連続鋳造方法を提供する。
【解決手段】鋳型の長辺の両短辺側に直流磁場印加装置を配置して静磁場を印加する一方、該鋳型の長辺中央部については、少なくとも200mmの幅の静磁場を印加しない非磁場印加領域を設け、かつ鋳型下端から鋳造方向500mmまでの間に交流移動磁場装置を配置して溶鋼に対し交流移動磁場を印加して、流動速度が5〜30cm/sの溶鋼の上昇流を生じさせる。
(もっと読む)
鋼鋳片の連続鋳造方法
【課題】アルミナやスラグなどの内部介在物が極めて少ない高品質な鋳片を、複雑な溶鋼流動制御を伴うことなく安定して製造することのできる鋼鋳片の連続鋳造方法を提供する。
【解決手段】鋳型の長辺の両短辺側に直流磁場印加装置を配置して静磁場を印加する一方、該鋳型の長辺中央部については、少なくとも200mmの幅で静磁場を印加しない非磁場印加領域を設け、かつ該鋳型の下端から鋳造方向500mmまでの間に交流移動磁場装置を配置して溶鋼に対し交流移動磁場を印加して、該溶鋼の水平方向に流動速度が10〜40cm/sの旋回流を生じさせる。
(もっと読む)
鋼の連続鋳造方法
【課題】 低コストで且つ補修が容易なタンディッシュを用いて、鋳片歩留りを低下させることなく、タンディッシュへの注入開始時期の鋳片の清浄性を向上する。
【解決手段】 鉛直方向上部の80体積%以上の範囲を複数の領域に分割したタンディッシュ1を用い、タンディッシュに設置された溶鋼流出孔3を閉鎖した後、複数に分割された各領域に不活性ガスを個別に供給しつつ酸素濃度を測定し、各領域のうちで取鍋からの溶鋼の注入位置以外の領域における酸素濃度が1体積%以下になった以降に取鍋からのタンディッシュへの溶鋼の注入を開始し、その後、タンディッシュの基準収容溶鋼質量の30質量%以上の溶鋼がタンディッシュ内に溜まった時点で、タンディッシュから鋳型への溶鋼の注入を開始する。
(もっと読む)
モールドパウダーの滓化および溶融性の評価方法
【課題】 鋼の連続鋳造法もしくはインゴットケース造塊法に用いるモールドパウダーの滓化性および溶融性を定量評価する方法を提供する。
【解決手段】 加熱前のモールドパウダーの全質量に対する加熱後のスラグ化したモールドパウダーの質量の比をスラグ化率とし、このスラグ化率でモールドパウダーの滓化および溶融性を評価する。すなわち、モールドパウダーの滓化および溶融性を数値によって定量的に評価する手法として、以下の(1)式により算出されるスラグ化率を用いる方法である。
スラグ化率(%)={(スラグ化したモールドパウダーの質量)/(モールドパウダーの全質量)}×100……(1)
(もっと読む)
鋼の連続鋳造方法及び連続鋳造設備
【課題】表面割れ感受性の高い鋼の連続鋳造鋳片を、矯正帯を有する湾曲型及び垂直曲げ型連続鋳造機において製造する際に、鋳片表面の割れを防止して、表面性状に優れた鋳片を製造する。
【解決手段】矯正帯を有する鋼の連続鋳造方法において、矯正帯域を独立して制御可能とする二次冷却装置を設け、矯正帯の二次冷却の冷却水量を低減あるいは無くし、鋳片表層を復熱させることにより、矯正帯にて鋳片表面を昇温し、鋳片表面の割れを防止する。昇温速度が、矯正帯内の平均で30℃/min以上であると好ましい。矯正帯を冷却する二次冷却装置が、その冷却範囲の開始側が最終矯正点から上流2.0m以内とすると好ましい。
(もっと読む)
連続鋳造の終了方法
【課題】連続的に鋳造される鋳片の最終部において、過冷却となったり表面疵が発生したりすることを防止する。
【解決手段】垂直曲げ型の連続鋳造機1を用いて連続鋳造を行う際に、鋳型2への溶鋼供給終了前から鋳造速度を減速し、その後、再び増速して連続鋳造の終了方法であって、最トップ部20が連続鋳造機1の曲げ部12開始位置〜矯正部14終了位置を通過するに際し、冷却帯18の曲げ内側における水量密度の平均値、最小値、最大値、曲げ外側と曲げ内側の水量密度の比を所定の範囲とする。
(もっと読む)
1 - 7 / 7
[ Back to top ]