
Fターム[4E016CA09]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延ロールの機能、用途 (203) | 冷間圧延ロール (42)
Fターム[4E016CA09]に分類される特許
1 - 20 / 42
表面に凹凸模様を有する鋼板の製造方法
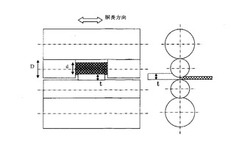
【課題】意匠性や滑り止めなどの機能性が要求される凹凸模様鋼板を多段圧延によって製造するにあたり、凹凸模様形状によらずワークロールの耐久性を落とすことなく、低コストでの凹凸模様鋼板の工業生産を可能とする方法を提案する。
【解決手段】表面に凹凸部を有したワークロールを用いた多段圧延機で圧延して金属帯板表面に凹凸模様を形成する際、胴長方向の一部を小径化した部位に凹凸部を有するロールを少なくとも一方のワークロールとして用いた多段圧延機で圧延する。
ワークロールとしては、ロールの胴長方向の両側部を残し中央部のみ小径化したロールを用いることが好ましい。
(もっと読む)
冷間圧延工業の要件を満たす鍛造ロールおよび該ロールの製造方法

【課題】この発明は、鍛造ロールの分野および鍛造ロールの製造に概して関する。より詳細には、本発明は、冷間圧延工業での使用のための鍛造ロールに関する。
【解決手段】本発明は、冷間圧延工業での使用のための鍛造ロール、およびこのようなロールの製造のための方法に関する。前記鍛造ロールは、鋼組成物、ならびに、体積あたり5%未満の残留オーステナイト比率を有する焼戻しマルテンサイトと、体積あたり5%未満の共晶炭化物を有する開口した共晶炭化物ネットワークと、を含む微細構造を含み、780HV〜840HVの間の硬度と、絶対値で−300MPa〜−500MPaの間の内部圧縮応力とを示す。
(もっと読む)
高強度管の製造方法
【課題】孔型ロールを用いて高強度の素管を高加工度で冷間圧延するピルガー圧延において、孔型ロールの工具寿命を長寿命化することが可能な高強度管の製造方法を提供する。
【解決手段】1対の孔型ロールと、その孔型ロールの間にマンドレルを備えたピルガー圧延により、引張降伏応力が700MPa以上の素管を、断面減少率が70%以上で冷間圧延する高強度管の製造方法であって、HRCで57〜61の硬度を有する低合金高速度鋼からなる孔型ロールを用いることを特徴とする。低合金高速度鋼は、質量%で、C:0.50〜0.75%、Si:0.02〜2.00%、Mn:0.1〜3.0%、P:0.05%以下、S:0.01%以下、Cr:5.0〜6.0%、Mo:1.5〜4.0%、W:0.5〜2.0%、V:0.70〜1.25%およびAl:0.1%以下を含有し、残部がFeおよび不純物からなる化学組成を有するのが好ましい。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】銅箔表面で圧延平行方向に長さ175μmで測定した表面粗さRaと、前記銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、200℃で30分間加熱して再結晶組織に調質した状態において、圧延面のX線回折で求めた(200)面の強度(I)が、微粉末銅のX線回折で求めた(200)面の強度(I0)に対し、I/I0≧50であり、銅箔表面で圧延平行方向に長さ175μmで、かつ圧延直角方向にそれぞれ50μm以上離間する3本の直線上で、オイルピットの最大深さに相当する各直線の厚み方向の最大高さと最小高さの差の平均値dと、銅箔の厚みtとの比率d/tが0.1以下であり、コンフォーカル顕微鏡で測定したときのオイルピットの面積率が6%以上15%以下である圧延銅箔である。
(もっと読む)
粗度転写効率に優れた調質圧延機および調質圧延方法
【課題】金属ストリップが所望とする表面粗度、特に軟質材、さらには硬質材の金属ストリップが所望とする表面粗度を有する金属ストリップを効率的に製造するができるダルワークロールを用いた調質圧延機を提供する。
【解決手段】表面粗度が1μmRa以上、ロール径が1000mm以上、1400mm以下のダルワークロール1、2を備え、0.2%耐力が350MPa以下の金属ストリップSを伸び率0.2%以上、3.0%以下で圧延する調質圧延機である。また、表面粗度が1μmRa以上、ロール径が1000mm以上、1400mm以下、且つ、ロール表層のヤング率が450GPa以上のダルワークロール1、2を備え、0.2%耐力が350MPaを超える金属ストリップSを伸び率0.2%以上、3.0%以下で圧延する調質圧延機である。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】鉄損特性に優れる方向性電磁鋼板の有利な製造方法を提案する。
【解決手段】方向性電磁鋼板用熱延鋼板を、1回あるいは中間焼鈍を挟む2回以上の冷間圧延で最終板厚の冷延鋼板とし、その後、一次再結晶焼鈍し、二次再結晶焼鈍する一連の工程からなる方向性電磁鋼板の製造方法において、最終冷間圧延における1パス以上を、ロール周方向に対して2°以上90°未満傾斜した研磨目と、上記研磨目とは逆向きに0°以上90°未満傾斜した研磨目とからなるクロス研磨目を有するワークロールを用いて圧延することを特徴とする方向性電磁鋼板の製造方法。
(もっと読む)
表面光沢に優れたフェライト系ステンレス冷延鋼帯の製造方法
【課題】表面光沢に優れたフェライト系ステンレス鋼帯を安定して製造する方法を提供する。
【解決手段】冷間圧延、焼鈍、あるいはさらに酸洗をこの順に施した鋼帯を、調質圧延により表面仕上げするステンレス冷延鋼帯の製造方法において、鋼ロールの表面にCrめっきを施した後、ロール幅方向の平均粗さRaが0.003μm以上0.010μm以下に研磨したロールを用い、無潤滑にて、伸び率が0.8%以上2.0%以下となるように前記調質圧延を行う。
(もっと読む)
鋼帯の調質圧延方法及び調質圧延設備。
【課題】引張強度が1470MPa以上の高張力鋼についても、従来圧延機で対応可能な圧延負荷の範囲内で、所定の伸び率を確保し形状矯正を可能とする鋼帯の調質圧延方法を提供する。
【解決手段】直径が300mm以下でかつ表面平均粗さRaが3.0〜10.0μmであるワークロール1を用いて、鋼帯4を調質圧延することにより、引張強度1470MPa以上の高張力鋼でも、大がかりな設備や煩雑な管理を必要とすることなく、鋼帯の形状を矯正することが可能となる。
(もっと読む)
冷間圧延用鍛鋼ロールの製造方法
【課題】ロール製造時におけるロール割れ破壊や、ロール使用時におけるロール割損を防止でき、耐割れ性に優れた冷間圧延用鍛鋼ロールを製造することができる冷間圧延用鍛鋼ロールの製造方法を提供する。
【解決手段】冷間圧延用鍛鋼ロールを製造する方法において、造塊、鍛造、球状化焼鈍処理、調質処理及び機械加工の各工程をこの順に経て、焼入れ時の形状に加工されたロールを作製し、前記ロールの胴部に、誘導加熱により急速加熱した後に水で急冷する焼入れ処理を施すに先立ち、加熱炉にて前記ロール全体を予熱するに際し、予熱温度を375℃以上425℃以下とする。
(もっと読む)
長寿命冷延ロール
【課題】優れた表面性状を備える缶用鋼板を製造することができ、かつ、寿命の長い冷延ロールを提供する。
【解決手段】ロール表面にレーザーを照射し、円周方向及びロール軸方向に、所定の間隔で穴を形成した冷延ロールにおいて、(i)穴の半径rと深さdが下記式(1)を満たし、かつ、(ii)穴の周縁が平坦であることを特徴とする長寿命冷延ロール。
0.90・r≦d≦1.20・r(30μm≦r≦125μm)・・・(1)
(もっと読む)
駆動シャフト及びローラリングを備えるローラ並びにこのようなローラを組立てる方法
一方では一定の外径と一定の長さとを有する円筒形の外表面(6)を有する駆動シャフト(1)と、他方ではより短いローラリング(2)とを具備するタイプのローラであって、ローラリングが、硬い材料から作成される外部リング(4)と、外部リングと同軸であると共により延性のある材料から作成される内部リング(3)とを含み、内部リングが、一定の内径を有する円筒形の内面を含み、かつ一方では冶金的なやり方で外部リングに永続的に結合され、他方では、駆動シャフトから外部リングにトルクを伝達するために、駆動シャフトと回転方向に固く接続されるローラに関する。本発明によれば、駆動シャフトとローラリングとの間における、回転方向に固い結合作用は、締りばめ接合のみからなり、この締りばめ接合は、駆動シャフトの外表面と内部リングの内面との間で行われ、駆動シャフトの外径の少なくとも0.01%の締めしろを有する。  (もっと読む)
(もっと読む)
圧延銅箔およびその製造方法
【課題】 過剰品質で製造コスト高を招く虞のある従来の粗化方法を用いることなく、FPCのような高いピール強度は要求されないが所定の接合性は確保することが必要とされる場合に、それに対応可能な程度の適度な表面粗さを確保することを可能とした圧延銅箔およびその製造方法を提供する。
【解決手段】 銅箔材段階の圧延銅箔1の板厚を変動させて行く圧延を行った後、粗度調節仕上工程として、粗度調節仕上用ロール3を用いて、その銅箔材の圧延銅箔1の板厚の変動を意図することなしに、その銅箔材の圧延銅箔1の表面粗さRzを、圧延を行った後のその銅箔材の圧延銅箔1の表面粗さよりも粗くなるように粗化して、表面6を所望の表面粗さRzに調節してなる圧延銅箔1を製造する。
(もっと読む)
溶融亜鉛めっき鋼板の4重スキンパス圧延機およびスキンパス圧延方法
【課題】設備コストの大幅な上昇をもたらさずに低荷重で溶融亜鉛めっき鋼板の金属ストリップを耳しわが発生することなくスキンパス圧延する大径の4重スキンパス圧延機およびスキンパス圧延方法を提供する。
【解決手段】溶融亜鉛めっき鋼板の4重スキンパス圧延機であって、フラット形状または放物線パターンの凸型クラウン形状を有する上下一対のバックアップロールと、放物線パターンの凸型クラウン形状21と、板端部より150mm内側から板端部より150mm外側の範囲内においてロール端部に向かってロール径が増大するテーパークラウン形状20を有する上下一対のワークロールと、前記ワークロールのロール軸端部に、前記ワークロールに対し垂直方向のベンディング力を付加するベンダー装置と、を備えることを特徴とする、溶融亜鉛めっき鋼板の4重スキンパス圧延機。
(もっと読む)
冷間圧延方法
【課題】特にワークロールに表面粗さが小さいものを使用する場合に、焼付きの発生を防止しながら、ロールバイトへの導入油量が小さくても、ワークロールの表面粗さの変化が抑制され、表面粗さの小さい金属帯を安定して製造するための方途について、提供する。
【解決手段】表面の算術平均粗さが0.05〜0.4μmのワークロールを使用して冷間圧延を行うに当たり、平均粒子径:0.01〜0.2μmの固体粒子が含有された圧延油を循環使用する。
(もっと読む)
ステンレス鋼または高炭素鋼の冷間圧延方法
【課題】水系の潤滑剤を用いてステンレス鋼や高炭素鋼などの金属帯を高速圧延する場合に、均一な表面光沢を得ることができる冷間圧延方法を提供する。
【解決手段】ステンレス鋼や高炭素鋼の冷間圧延に際し、ワークロールとしてロール径が150mm以下のものを用いると共に、クーラントとして、重量平均分子量が500〜4000のポリアルキレングリコール:1〜15質量%および炭素数が18〜22の脂肪酸のアミン塩:1〜8質量%を含有する水溶液を使用する。
(もっと読む)
缶用鋼板用原板の製造方法
【課題】極低C材を素材とする缶用鋼板においても、めっき原板の表面粗度を安定して均一に制御でき、すずめっき後の光沢不良を引き起こすことのない缶用鋼板用原板の製造方法、ならびにその原板からの缶用鋼板の製造方法を提供する。
【解決手段】C:0.0015〜0.0050%、Mn:0.2〜0.4%、Al:0.01〜0.12%、N:0.0010〜0.0070%、Nb:4×C〜20×C、B:0.04−0.08×Mn〜0.07−0.08×Mnを含み残部がFeおよび不可避的不純物からなる鋼板を、複数スタンドの圧延機にて、少なくとも第1スタンドの圧延ロールを粗度Ra0.6μm以下のスクラッチブライトロールとし、少なくとも最終スタンドの圧延ロールを粗度Ra0.5μm以下のブライトロールとして、調質圧延する。
(もっと読む)
調質圧延機
【課題】耐ワークロール摩耗性に優れるとともに、ダル粉の発生を防止して良好な表面性状を有する金属ストリップを製造することが可能な調質圧延機を提供すること。
【解決手段】焼鈍された金属ストリップをワークロールを用いて伸び率で0.4〜1.0%の調質圧延をする調質圧延機において、前記ワークロールの表面粗度が2.0〜8.0μmRaで、ワークロール径が200〜400mmであることを特徴とする調質圧延機、ならびに前記ワークロールの材質がサイアロンセラミックスまたはジルコニアセラミックスであることを特徴とする前記構成の調質圧延機。
(もっと読む)
圧延機及び圧延材の製造方法
【課題】ロールマークの発生を抑制し、優れた表面品質を有する銅および銅合金の圧延材が得られる圧延機及び圧延材の製造方法を提供する。
【解決手段】銅または銅合金からなる被圧延材(4)を圧延する上下1対のワークロール(1,1)を有し、これらワークロール(1,1)をサポートするロールを少なくとも1対以上備えた圧延機において、前記ワークロール(1)が、その表面のショア硬さが95HS以上の鍛鋼ロールであり、前記ワークロール(1)と接する中間ロール(2)もしくはバックアップロール(3)の表面のショア硬さが、前記ワークロール(1)よりも25HS以上40HS以下の範囲で低硬度である。
(もっと読む)
圧延用複合ロール
【課題】耐摩耗性にすぐれる材料からなる外層部とダクタイル鋳鉄からなる軸部を有する圧延用複合ロールにおいて、軸部におけるチャンキー黒鉛の晶出を防止する。
【解決手段】軸部は、Sb:0.001〜0.1%を含有するダクタイル鋳鉄材からなり、パーライトを主体とする基地中に球状黒鉛が晶出した組織を有し、該球状黒鉛は、軸部の露出部表面の任意の2mm×2mmの領域における黒鉛の合計面積の90%以上が、円相当径で30μm以上であり、好ましくは、引張強さが350MPa以上である。
(もっと読む)
調質圧延時の圧延安定性を高めた鋼板の冷間圧延方法、冷間圧延設備、及びその方法に使用する冷延鋼板
【課題】湿式調質圧延におけるジャンピングの問題を解消して、幅広い圧延率で調質圧延を可能として、硬度、伸び、引張り強さなどの材質の異なる缶用めっき鋼板を造り分けることを可能とするとともに、種々の表面状態の鋼板を造り分けることをも可能とする圧延方法などを提供すること。
【解決手段】鋼板をタンデム冷間圧延あるいはリバース冷間圧延の後、湿式調質圧延する際、最終の冷間圧延の圧延に、ロール表面に、直径60〜250μm、深さ2〜250μm、穴の周囲の盛り上がり部の高さ5μm以下の微細な穴が、ピッチ80〜1500μmで多数形成された圧延ロールを用いることにより、その後の湿式調質圧延時の圧延安定性を高めるようにした。
(もっと読む)
1 - 20 / 42
[ Back to top ]