
Fターム[4E016FA11]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延ロールの製法 (188) | 表面処理手段 (58)
Fターム[4E016FA11]の下位に属するFターム
Fターム[4E016FA11]に分類される特許
1 - 9 / 9
薄い熱間ストリップを製造するための装置および方法
【解決手段】 本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための装置であって、このエンドレスプロセスが、先ず第一に、その鋳造機械内において薄スラブ3が鋳造される該鋳造機械2と、その圧延ライン内において上記薄スラブ3が鋳造工程の一次熱の利用のもとで圧延される、上記鋳造機械2の内の少なくとも1つの鋳造機械に後置された該圧延ライン4、5と、および、それら仕上げロールスタンド内において熱間ストリップ1がワークロール8でもって最終厚さへと圧延される、上記熱間ストリップ1の搬送方向Fにおいて後方の領域6内に設けられた多数の該仕上げロールスタンド7とを備える様式の上記装置に関する。エンドレスプロセス内における、薄い熱間ストリップの製造製造を改善するために、本発明において、仕上げロールスタンド7のワークロール8が、摩耗の少ないロール表面を有している。更に、本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための方法に関する。 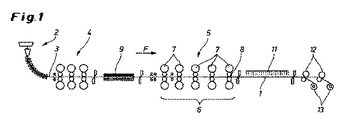 (もっと読む)
(もっと読む)
長寿命冷延ロール
【課題】優れた表面性状を備える缶用鋼板を製造することができ、かつ、寿命の長い冷延ロールを提供する。
【解決手段】ロール表面にレーザーを照射し、円周方向及びロール軸方向に、所定の間隔で穴を形成した冷延ロールにおいて、(i)穴の半径rと深さdが下記式(1)を満たし、かつ、(ii)穴の周縁が平坦であることを特徴とする長寿命冷延ロール。
0.90・r≦d≦1.20・r(30μm≦r≦125μm)・・・(1)
(もっと読む)
圧延銅箔およびその製造方法

【課題】 過剰品質で製造コスト高を招く虞のある従来の粗化方法を用いることなく、FPCのような高いピール強度は要求されないが所定の接合性は確保することが必要とされる場合に、それに対応可能な程度の適度な表面粗さを確保することを可能とした圧延銅箔およびその製造方法を提供する。
【解決手段】 銅箔材段階の圧延銅箔1の板厚を変動させて行く圧延を行った後、粗度調節仕上工程として、粗度調節仕上用ロール3を用いて、その銅箔材の圧延銅箔1の板厚の変動を意図することなしに、その銅箔材の圧延銅箔1の表面粗さRzを、圧延を行った後のその銅箔材の圧延銅箔1の表面粗さよりも粗くなるように粗化して、表面6を所望の表面粗さRzに調節してなる圧延銅箔1を製造する。
(もっと読む)
圧延ロール及びスクリーン印刷用メッシュ
【課題】微細表面パターンが容易に作成された、圧延に適した表面硬さを備えた圧延ロールを提供する。
【解決手段】圧延ロール7は、薄肉の平板である元板1に感光樹脂膜2を塗布してマスク3を用いて露光し腐食及び洗浄する工程S1と、曲げ加工して平板を薄肉円筒形状のスリーブ4に成型する工程S2と、スリーブ4を窒化熱処理して表面を硬化させる工程S3と、硬化スリーブ5をロール基体6に挿入して圧延ロール7に組み立てる工程S4とを含む製造方法により製造される。
(もっと読む)
高強度熱延鋼板およびその製造方法
【課題】 高い強度と良好な加工性とを併せもつ新しい高強度のSi−Cr含有熱間圧延・鋼板およびその製造方法を提供する。
【解決手段】化学成分にSiおよびCrを含有させ、旧オーステナイト粒径を10μm以下に制御し、巻き取り温度を限定することで、その大きさが1μm以下で、かつ均一分散している残留オーステナイト粒の体積率が5%以上20%以下の、ベイナイト組織からなる高強度鋼板を得る。なお、マルテンサイト組織の体積率は10%以下である。
(もっと読む)
傾斜型圧延機用樽型圧延ロールおよび継目無鋼管の製造方法
【課題】ナーリングに起因する欠落疵の発生を軽減できる傾斜型圧延機用樽型圧延ロールおよび継目無鋼管の製造方法を提案する。
【解決手段】球頭ポンチでゴージ部周辺に初期ナーリング深さを0.20〜0.30mm、そのピッチを10.0±0.5mmとした球頭凹状ナーリングを付与した樽型圧延ロール、およびそれを用いた継目無鋼管の製造方法。
(もっと読む)
ロール装置
【課題】 高次元の防汚性や防腐食性等、耐環境性能及び衛生維持、耐久性に対して実用性に耐え得る多機能材からなるロール装置を提供する。
【解決手段】炭素ドープされた酸化チタン又はチタン合金酸化物からなる多機能層を表面の少なくとも一部に設けた多機能材を構造物に設けた圧延ロール装置200とする。
(もっと読む)
圧延ロール、並びに圧延ロールの加工装置及び加工方法
【課題】 鋼板を圧延するときに鋼板表面に微細かつ高密度の凹パターンを転写させて該圧延鋼板のプレス加工性を向上させるための圧延ロールを提供する。
【解決手段】 金属圧延ロールは、表面の一部または略全面に離散的に凸部を有する金属圧延ロールであって、前記凸部が、金属粉末または金属化合物粉末を溶融して金属圧延ロール地金に融着して形成させたもの、または前記金属圧延ロール地金の溶融痕に前記金属粉末または金属化合物粉末を固着して形成させたものであり、かつ前記凸部間に前記金属圧延ロール地金が露出している。
(もっと読む)
レーザダル加工方法
【課題】 レーザーダル穴内部に残存した溶融物を速やかに除去し、より深いレーザーダル穴を加工する。
【解決手段】 圧延ロール表面にダル加工を施すレーザダル加工方法において、被加工ロールへのレーザ照射点にノズル背圧が3kg/cm2 以上のアシストガスを吹付けることによって、より深いレーザダル穴加工を可能とする。また、好ましくは、アシストガスを、最も高圧となる被加工ロール上での点がレーザ照射点から半径10mm内で、且つ、レーザ光に対して、30〜60°外側に傾斜した角度から吹き付ける。
(もっと読む)
1 - 9 / 9
[ Back to top ]