
Fターム[4E024AA02]の内容
Fターム[4E024AA02]に分類される特許
1 - 20 / 95
クラスタ圧延機を用いる被圧延物の形状制御方法およびクラスタ圧延機の形状制御装置
【課題】本発明は、形状データより直接、有効成分を読み取って制御することで圧延材の板や条の平坦な形状得る。
【解決手段】軸方向に数分割された分割ロールを有し、各分割ロールを個別にもしくは圧延材の板幅方向の中央部に対して対称に圧下位置が調整されるバックアップロールを上下に有するクラスタ圧延機を用いる被圧延物の形状制御方法であって、圧延機出側に設けられた形状検出器により被圧延物の圧延方向の伸びを板形状として検出し、分割ロールの配置に応じて、被圧延物の板幅方向の各形状検出点を複数のゾーンに区分し、各ゾーンの形状偏差に対して、各分割ロールの操作量の重み付けを行い、ゾーン毎に形状検出器の検出値に基づいてバックアップロールの圧下量または開放量を計算し、その計算値に基づいてバックアップロールの圧下位置を出力して被圧延物の伸びを修正する形状制御方法を提供する。
(もっと読む)
制御装置、制御方法及び制御プログラム

【課題】簡易な装置構成で、適正なピックアップ量を設定する。
【解決手段】搬送テーブル10aから粗圧延機107へ圧延材200が入射する角度を入射角として、圧延材200に反り及び噛み込み不良が発生しないような入射角と、粗圧延機107が圧延するための圧延条件とを関連づけて、入射角情報として記憶する入射角情報記憶部13と、初期サイズ及び目標サイズに基づいて、圧延条件を計算する圧延条件計算部12と、計算された圧延条件と、記憶された入射角情報とに基づいて、幾何学的および力学的関係からピックアップ量を計算するピックアップ量計算部14と、ピックアップ量計算部14により計算されたピックアップ量になるように、ピックアップ量変更部9を制御するピックアップ量変更制御部16とを備える。
(もっと読む)
圧延機の制御装置および圧延機の制御方法
【課題】クーラントによる形状制御を実施する場合、従来では、機械構成が複雑となる問題があった。
【解決手段】上作業ロールと下作業ロールの間で被圧延材の形状を制御するものにおいて、圧延機入側で、被圧延材あるいは上作業ロールと下作業ロールに向かって噴射されるクーラントを制御するうえで、被圧延材上に滞留するクーラントの滞留長さを板幅方向で変化させることで、形状制御を実施する。
(もっと読む)
熱延鋼板の冷却方法
【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板において、当該波形状が形成されているために生じる不均一な冷却によって発生する温度ムラを要因とする材質のバラツキを低減させ、熱間圧延の後工程である冷延工程での鋼板の板厚変動を抑制する。
【解決手段】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を冷却する方法であって、熱延鋼板を冷却する所定の冷却区間において、熱延鋼板の波形状の急峻度を0%超1%以内の耳波に制御することを特徴とする、熱延鋼板の冷却方法が提供される。
(もっと読む)
金属板の形状計測方法、形状計及び金属板の圧延方法
【課題】圧延後の金属板の形状プロフィールに基づいて前記金属板の有する真の歪分布を精度良く求めることができる金属板の形状計測方法、形状計、及び、真の歪分布に基づいて金属板の形状を制御する金属板の圧延方法を提供する。
【解決手段】圧延後の金属板の形状プロフィールを計測し(S01)、金属板を幅方向に分割し、分割された1つの幅方向位置における歪を1とした無次元固有歪分布を仮定し、これに基づく座屈形状プロフィールと臨界座屈歪とを算出し(S02、S05)、計測された形状プロフィールを目的変数とし、仮定された無次元固有歪分布に基づく座屈形状プロフィールを説明変数として、寄与度を求め(S03、S06)、臨界座屈歪に寄与度をかけることにより、幅方向位置の座屈固有歪を算出し(S04、S07)、形状プロフィールから算出される伸び歪差分布と座屈固有歪を重ね合わせて、金属板の有する真の歪分布を得る(S09)。
(もっと読む)
熱延鋼板の冷却方法
【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を均一に冷却する。
【解決手段】予め、熱延鋼板の波形状の急峻度と熱延鋼板の通板速度を所定の値に揃えた条件下で求められた、熱延鋼板の上面側の上側冷却装置と熱延鋼板の下面側の下側冷却装置によって冷却される熱延鋼板の熱伝達特性に基づき、前記所定の冷却区間において、熱延鋼板の上面及び下面の平均熱伝達係数の比率である上下熱伝達係数比率を変更させ、その際に発生する熱延鋼板の圧延方向の温度の標準偏差と上下熱伝達係数比率との関係を線図で求め、さらに当該線図に基づいて温度の標準偏差が最小値となる上下熱伝達係数比率を導出する。前記導出された上下熱伝達係数比率の場合に前記所定の冷却区間における熱延鋼板の上面及び下面からの冷却抜熱量が等しいとして、当該上下熱伝達係数比率で熱延鋼板を冷却する。
(もっと読む)
熱延鋼板の冷却装置及び冷却方法
【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成
された熱延鋼板を均一に冷却する。
【解決手段】冷却装置14は、所定の定点で熱延鋼板Hの温度を測定する温度計40と、
温度計40と同一の定点で形状を測定する形状計41と、温度計40で測定された温度と形状計41で測定された熱延鋼板Hの変動速度との時系列変化に基づいて、熱延鋼板Hの上面側と下面側の冷却抜熱量の増減の方向を決定する制御方向性決定手段50と、熱延鋼板Hを冷却する際に、所定の冷却区間での上面及び下面からの冷却抜熱量を調整する制御手段51と、を有する。
(もっと読む)
圧延機でのキス圧延状態の判定方法
【課題】箔圧延を行っている圧延機でのキス圧延状態を確実に判定する方法を提供する。
【解決手段】本発明の圧延機でのキス圧延状態の判定方法は、圧延材Wを圧延するワークロール2を備えた圧延機1を用いて圧延を行っている際に、圧延材Wの圧延形状の差を圧延荷重の差で除した単位荷重変化当たりの形状変化Δεを算出すると共に、圧延材Wの板厚や材質による影響を考慮するための形状緩和係数αを求め、ワークロール2のたわみであるh・Δε/αを算出し、算出されたたわみh・Δε/αの分布曲線が、予め設定した曲線パターンとなる場合にキス圧延状態と判断する。
(もっと読む)
帯板の平坦度を制御する方法と、そのための制御システム
【課題】平坦度制御を行って帯板を圧延機で圧延する方法を提供すること。
【解決手段】圧延機は、アクチュエータで制御可能な複数のロールを備える。この方法は、帯板の平坦度に関する平坦度測定データを受信するステップ(S1)と、帯板の基準平坦度と平坦度測定データとの差として平坦度誤差を求めるステップ(S2)と、調整平坦度誤差を、平坦度誤差と、アクチュエータの配置の組み合わせに関する重みであって、閾値を下回る平坦度影響係数を与える重みとに基づいて求めるステップ(S3)と、制御ユニットの調整平坦度誤差を利用してアクチュエータを制御することにより、帯板の平坦度を制御するステップ(S4)とを含む。上記方法を実行するコンピュータプログラム製品及び制御システムが、更に本明細書において提示される。
(もっと読む)
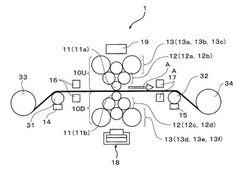
熱延鋼帯の製造装置及び製造方法
【課題】圧延直後の急速均一冷却により所望の材質が得られるとともに早期の板張力及び板形状計測により歩留り向上が可能な熱延鋼帯の製造装置及び製造方法を提供する。
【解決手段】 仕上げ圧延機列11と、該仕上げ圧延機列の出側直後に設置された第1の冷却装置13と、該第1の冷却装置の出側に設置されてストリップSの上,下両面に当接するピンチロール14と、を備えるとともに、前記第1の冷却装置とピンチロールとの間に少なくともストリップSの上方に位置した水切りロール15を配置し、かつ該水切りロールとピンチロールとの間にストリップSの張力及び形状を測定する張力/形状測定装置16を設置した。
(もっと読む)
箔圧延の圧延荷重予測方法、箔圧延の形状予測方法および箔圧延のパススケジュール決定方法
【課題】軽圧下の圧延において、圧延荷重の予測精度を向上するモデルを提供する。
【解決手段】ヒッチコックの扁平変形とヒルの関数とを用いて圧延荷重を予測するモデルにおいて、ヒッチコックの扁平変形において圧延荷重Pに乗算される補正項F(r)及びヒルの関数に加算される補正項G(r)を導入した。この補正項F(r)及びG(r)は、箔板材を圧延する際の摩擦係数の値が圧下率rに依存せず一定となると共に、圧下率rの変化に対する影響係数の値が実績値と一致するように決定される。
(もっと読む)
熱間仕上圧延方法
【課題】先行材の板抜け後の後行材の位置決めのための圧下装置の移動量を少なくし仕上圧延機の非稼働時間を短縮して、高圧延能率を達成することができる、熱間仕上圧延方法を提供することを課題とする。
【解決手段】先行材と後行材の板厚設定値の差を板厚制御補正量Δhとして演算する、板厚制御補正量ステップと、板厚制御補正量Δhと先行材圧延所要時間に基づいて、自動板厚制御(A G C)の補正量であるAGC目標板厚補正量を演算する、AGC目標板厚補正量ステップと、を有する。
(もっと読む)
冷間圧延機の制御装置
【課題】圧延材の板幅方向の伸び率分布を自動的に目標値にできる冷間圧延機の制御装置を提供する。
【解決手段】圧延材の板幅方向の伸び率分布を検出する検出部20と、前記伸び率分布を正規化直交関数に展開する展開演算部と、前記正規化直交関数と、前記伸び率分布の目標値との偏差を演算する偏差演算部と、前記偏差を解消する操作端の第1の操作方法を演算する操作方法演算部と、複数の参照用伸び率分布及び複数の参照用操作方法を互いに関連付けて蓄積したデータベース34と、前記複数の参照用伸び率分布から前記伸び率分布に類似する類似参照用伸び率分布を検索し、前記複数の参照用操作方法から当該類似参照用伸び率分布に関連付けられた操作方法を第2の操作方法として検索する検索部と、前記操作端を操作することにより前記圧延材の板幅方向の伸び率分布を制御する制御部28と、を備える。
(もっと読む)
熱延板の製造方法
【課題】先端部も含む被圧延材全体の形状不良を効果的に低減し、ひいては形状不良に起因した圧延トラブルを効果的に低減することができる熱延板の製造方法を提供する。
【解決手段】本発明に係る方法は、被圧延材Mの先端が圧延スタンドF6、F7間に設置された形状計1を通過してから、出側圧延スタンドF7に噛み込んだ直後までの第1の時間帯においては、圧延スタンドF6に設置された形状制御アクチュエータを開ループ制御し、被圧延材Mの先端が出側圧延スタンドF7に噛み込んだ直後から当該被圧延材Mの後端が入側圧延スタンドF6を抜けるまでの第2の時間帯においては、前記形状制御アクチュエータを閉ループ制御することを特徴とする。
(もっと読む)
板圧延機及びその制御方法
【課題】圧延材に大きな板厚変化がある場合であっても作業ロールに対して適切な制御を行って、圧延材の反りによる通板トラブル、あるいはうねり、全波、小波等と呼ばれる板幅方向に貫通した波形状による平坦度不良を解消することができる板圧延機及びその制御方法を得る。
【解決手段】圧延材39の板厚変化が予め定めた許容範囲外となったときは、上駆動用電動機5の制御を制御切換装置36によって駆動トルク制御からロール回転速度制御に切換え、該電動機5のロール回転速度を速度維持制御手段によって一定速度に維持制御する一方、圧延材39の板厚変化後における上記他方の電動機の駆動トルクを測定して、その測定値を新たな駆動トルク制御目標値として変更した後、該他方の電動機の制御をロール回転速度制御から駆動トルク制御に切換える。
(もっと読む)
板圧延機及びその制御方法
【課題】圧延時において圧延材に急激な張力変化が生じた場合であっても作業ロールに対して適切な制御を行って、圧延材の反りによる通板トラブル、あるいはうねり、全波、小波等と呼ばれる板幅方向に貫通した波形状による平坦度不良を解消することができる板圧延機及びその制御方法を得る。
【解決手段】圧延材39に張力変化が生じてその張力変化量が予め定めた変化量許容範囲外となったときは、上駆動用電動機の制御を制御切換装置36によって駆動トルク制御からロール回転速度制御に切換え、該電動機5のロール回転速度を速度維持制御手段によって一定速度に維持制御する一方、圧延材39の張力変化後における上記他方の電動機の駆動トルクを測定して、その測定値を新たな駆動トルク制御目標値として変更した後、該他方の電動機の制御をロール回転速度制御から駆動トルク制御に切換える。
(もっと読む)
板圧延機およびその制御方法
【課題】圧延材の反りによる通板トラブル、うねり、全波、小波等の板幅方向に貫通した波形状平坦度不良を解消できる板圧延機およびその制御方法を得る。
【解決手段】上下一対の作業ロールと、前記一対の作業ロールを支持する上下一対の補強ロールと、前記一対の補強ロールをそれぞれ独立に駆動する一対の電動機と、一方の電動機はロール回転速度を制御目標値として制御し、他方の電動機は該電動機で駆動される補強ロールから作業ロールを介して圧延材に加えられる圧延トルクが略一定になることを制御目標として駆動トルクを制御量として制御する制御手段を備えたものとする。
(もっと読む)
板圧延機およびその制御方法
【課題】圧延材の反りによる通板トラブル、あるいはうねり、全波、小波等の板幅方向に貫通した波形状による平坦度不良を、ロールの異常回転、スリップを生ずることなく解消できる板圧延機およびその制御方法を提供する。
【解決手段】上下一対の作業ロール2、3と、前記一対の作業ロール2、3をそれぞれ独立に駆動する一対の電動機5、6を有し、一方の電動機はロール回転速度を制御目標値として制御するロール回転速度制御電動機であり、他方の電動機は該電動機で駆動される作業ロールから圧延材に加えられる圧延トルクが略一定になることを制御目標として制御する駆動トルク制御電動機であり、該駆動トルク制御電動機を駆動トルクを制御量として制御する制御手段を備えた板圧延機であって、前記駆動トルク制御電動機のロール回転速度に上限値及び/又は下限値を設定する制御手段を備えている。
(もっと読む)
ストリップ形状検出装置およびストリップ形状検出方法
【課題】搬送中のストリップの形状を検出するに際し、耳伸び形状不良等の具体的形状を検出する。
【解決手段】このストリップ形状検出装置は、ストリップをその幅方向にスキャン可能且つ自身のセンサーヘッドからストリップまでの距離を測定することにより耳伸び量を測定可能なレーザー距離計を備えている。そして、このレーザー距離計は、前記耳伸び量を測定する際に、ストリップの移動速度に応じて、ストリップの搬送方向での同一位置についてストリップ幅方向にスキャンするようにストリップ幅方向に対してスキャン方向を傾けて測定する。
(もっと読む)
金属板の反り制御方法および圧延機
【課題】圧延中に発生する周期的な金属板の反り(圧延小波)を抑制することができる反り制御方法および圧延機を提供する。
【解決手段】一対の上下圧延ロールを用いて金属板のリバース圧延を行う際に、上下圧延ロールに周速度差を与えて金属板の反りを制御する方法であって、予め求められた周期および振幅に基づいて上下圧延ロールの周速度差を設定することにより、金属板の周期的な反りの発生を抑制することを特徴とする金属板の反り制御方法および圧延機。
(もっと読む)
1 - 20 / 95
[ Back to top ]