
Fターム[4E024BB01]の内容
Fターム[4E024BB01]に分類される特許
1 - 20 / 69
クラスタ圧延機を用いる被圧延物の形状制御方法およびクラスタ圧延機の形状制御装置
【課題】本発明は、形状データより直接、有効成分を読み取って制御することで圧延材の板や条の平坦な形状得る。
【解決手段】軸方向に数分割された分割ロールを有し、各分割ロールを個別にもしくは圧延材の板幅方向の中央部に対して対称に圧下位置が調整されるバックアップロールを上下に有するクラスタ圧延機を用いる被圧延物の形状制御方法であって、圧延機出側に設けられた形状検出器により被圧延物の圧延方向の伸びを板形状として検出し、分割ロールの配置に応じて、被圧延物の板幅方向の各形状検出点を複数のゾーンに区分し、各ゾーンの形状偏差に対して、各分割ロールの操作量の重み付けを行い、ゾーン毎に形状検出器の検出値に基づいてバックアップロールの圧下量または開放量を計算し、その計算値に基づいてバックアップロールの圧下位置を出力して被圧延物の伸びを修正する形状制御方法を提供する。
(もっと読む)
熱延鋼帯の製造方法

【課題】粗エッジャーでの幅総圧下量が小さい場合においても、粗エッジャー圧下設備の機械精度に関わらず、良好な幅精度を維持する。
【解決手段】熱間粗圧延2,2a、仕上げ圧延F1〜F7により鋼帯を製造する方法であって、鋼帯の熱間幅圧延において、粗圧延機エッジャーでの目標幅総圧下量が50mm以下の場合、エッジャーでの最終パス3aの幅圧下量を、エッジャー幅総圧下量の80%以上として、幅圧下を行うことを特徴とする熱延鋼帯の製造方法。
(もっと読む)
箔圧延の圧延荷重予測方法、箔圧延の形状予測方法および箔圧延のパススケジュール決定方法
【課題】軽圧下の圧延において、圧延荷重の予測精度を向上するモデルを提供する。
【解決手段】ヒッチコックの扁平変形とヒルの関数とを用いて圧延荷重を予測するモデルにおいて、ヒッチコックの扁平変形において圧延荷重Pに乗算される補正項F(r)及びヒルの関数に加算される補正項G(r)を導入した。この補正項F(r)及びG(r)は、箔板材を圧延する際の摩擦係数の値が圧下率rに依存せず一定となると共に、圧下率rの変化に対する影響係数の値が実績値と一致するように決定される。
(もっと読む)
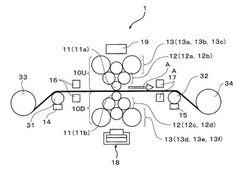
調質圧延方法
【課題】先行鋼板と後行鋼板の溶接点通過後に、後行鋼板の伸び率を設定伸び率まで短時間で到達させて、伸び率不良部の長さを低減することが可能な調質圧延方法を提供する。
【解決手段】先行鋼板11と後行鋼板12の溶接点13が調質圧延機10を通過した後に、調質圧延機10の油圧シリンダ21の位置制御による圧下を行って、後行鋼板12の現在の伸び率変化率から設定伸び率に到達する際の油圧シリンダ21の位置制御の仮目標油柱と、次の測定で予想される予想伸び率を求め、予想伸び率が設定伸び率を超える場合に、仮目標油柱を最終目標油柱とし、最終目標油柱に到達した時点で調質圧延機の制御を荷重制御にして伸び率制御を開始する。
(もっと読む)
タンデム圧延機のドラフトスケジュール決定方法及びこれを用いた熱延鋼板の製造方法
【課題】超微細粒鋼を製造することが可能なタンデム圧延機のドラフトスケジュール決定方法、及び、これを用いた熱延鋼板の製造方法を提供する。
【解決手段】第Nスタンドから第N−m+1スタンドまでの圧下率を指定する工程と、該工程後に、第1スタンドから第N−mスタンドまでの各スタンドの圧下率を決定する工程と、を有するタンデム圧延機のドラフトスケジュール決定方法、及び、該方法で決定されたドラフトスケジュールに基づいて動作する熱間仕上圧延機列を用いて鋼板を圧延する工程を有する熱延鋼板の製造方法とする。
(もっと読む)
圧延材の冷間圧延方法
【課題】冷間タンデム圧延機にて圧延材の圧延を行うに際して、板厚変動を抑えることができる圧延スタンドの圧下率やチューニング率を非常に簡単に設定することができるようにする。
【解決手段】複数の圧延スタンド1を備えた冷間タンデム圧延機2にて圧延材Wの圧延を行う方法であって、圧延材Wの板厚変動が発生する振動領域と板厚変動が抑制される安定領域とを規定し、安定領域での先進率を圧延実績に基づいて求め、圧延実績より求められた先進率と圧延理論とを用いて、振動領域と安定領域との境界を求め、求めた境界を用いて圧下率とチューニング率αを設定して圧延を行う。圧延に適用するチューニング率αは、境界にて示されるチューニング率αよりも高くなるように設定する。
(もっと読む)
圧延制御方法および圧延制御装置
【課題】制御能力を低下させずに装置寿命を延ばすことが可能な圧延制御方法および圧延制御装置の提供。
【解決手段】圧延機Fn,Fn+1における鋼板Pの蛇行量を蛇行センサ3により検出し、C1級関数の状態フィードバックによるスライディングモード制御により、鋼板Pの蛇行量から圧延機Fn,Fn+1の圧下レベリング操作量をスライディングモード制御コントローラ4により算出し、算出された圧下レベリング操作量に基づいて油圧制御装置5により圧延機Fn,Fn+1の圧下装置24の圧下レベリングを操作する。
(もっと読む)
冷間圧延機の制御装置
【課題】圧延材の板幅方向の伸び率分布を自動的に目標値にできる冷間圧延機の制御装置を提供する。
【解決手段】圧延材の板幅方向の伸び率分布を検出する検出部20と、前記伸び率分布を正規化直交関数に展開する展開演算部と、前記正規化直交関数と、前記伸び率分布の目標値との偏差を演算する偏差演算部と、前記偏差を解消する操作端の第1の操作方法を演算する操作方法演算部と、複数の参照用伸び率分布及び複数の参照用操作方法を互いに関連付けて蓄積したデータベース34と、前記複数の参照用伸び率分布から前記伸び率分布に類似する類似参照用伸び率分布を検索し、前記複数の参照用操作方法から当該類似参照用伸び率分布に関連付けられた操作方法を第2の操作方法として検索する検索部と、前記操作端を操作することにより前記圧延材の板幅方向の伸び率分布を制御する制御部28と、を備える。
(もっと読む)
板圧延機のレベリング設定方法
【課題】加熱後のスラブの表面温度を実測することなく、しかもスラブの最初のパスに適用できるキャンバの制御、低減に有効な板圧延機のレベリング設定方法を提供すること。
【解決手段】加熱後のスラブの長さとキャンバ量からスラブの長手方向曲率を求め、次いで予め定められたスラブの長手方向曲率とスラブの幅方向温度偏差の関係を用いて前記スラブの長手方向曲率から前記スラブの幅方向温度偏差を算出し、さらに予め定められたスラブの幅方向温度偏差と圧延機のレベリング量の関係を用いて前記スラブの幅方向温度偏差から圧延機のレベリング量を算出し、これをレベリング量の設定値とすることを特徴とする板圧延機のレベリング設定方法。
(もっと読む)
熱間圧延における温度制御方法
【課題】粗圧延機最終段が固定速主機の熱延ラインに対し、圧延材の搬送時刻の大幅な変更をともなわず、仕上入側位置における所定の温度を確保することができる、熱間圧延における温度制御方法を提供することを目的とする。
【解決手段】粗圧延機群入側に配置した温度計により、被圧延材の温度を計測する温度計測工程と、計測された被圧延材の温度と、材料諸元、各パス板厚設定、および搬送時間などの前記被圧延材に関するデータとに基いて、仕上圧延機入側位置における前記圧延材の温度を予測計算する、仕上入側位置温度計算工程と、予測した仕上入側位置温度が目標とする所定温度に対する許容値範囲内にあるかどうかを判断する、仕上入側位置温度判断工程と、該仕上入側位置温度判断工程で許容値範囲内にない場合に、前記各パス板厚設定の値を修正する、各パス板厚修正計算工程とを有する。
(もっと読む)
圧延材の先端反り制御方法
【課題】圧延機で圧延材を圧延するのに上下ワークロールに周速差をつけて圧延する際に発生する、圧延材の先端反りの方向や量を精度良く予測して、先端反りを抑制し、矯正工程も含めた、トータルの生産能率を向上できる、圧延材の先端反り制御方法を提供する。
【解決手段】圧延材の先端反りの曲率κを、圧延材を圧延する際に予測される投影接触弧長/平均板厚比と、圧延材を圧延する際に予測されるクロスシャー領域比率αとにより予測するとともに、圧延材の先端反りの曲率κの予測値に基づき、前記上下ワークロールの周速差を決定する。
(もっと読む)
圧延材の製造方法
【課題】噛み込み失敗を回避して圧延を行う。
【解決手段】所定パススケジュールとして、所定パス数および1パスあたりの所定圧下量と、素材Aが圧延ロール2間に噛み込まれる際の所定噛み込み速度と、素材Aが圧延ロール2間から抜ける際の所定しり抜け速度と、素材Aに対してクーラントの供給を開始する所定パス順位と、を設定しておき、素材Aの合金種、熱処理条件の少なくとも1種または2種のデータに基づいて、素材Aが圧延ロール2間に噛み込まれ難いか噛み込まれ易いかを判断し、素材Aが噛み込まれ易いと判断された場合は、所定パススケジュールに従って圧延処理を行い、素材Aが噛み込まれ難いと判断された場合は、所定圧下量および所定パス数と、所定噛み込み速度と、所定しり抜け速度と、所定パス順位と、の少なくともいずれかを調整したパススケジュールに従って圧延処理を行う。
(もっと読む)
厚板圧延方法、及び圧延装置
【課題】仕上圧延工程後における仕上温度及び仕上板厚のバラツキを低減することができる厚板圧延方法、及び圧延装置を提供する。
【解決手段】粗圧延工程直後の被圧延材の実績温度に基づき算出された予測仕上温度が、仕上圧延工程における仕上圧延スケジュールとして予め計画された目標仕上温度よりも高い場合には、前記予測仕上温度と前記目標仕上温度との差に基づいて前記仕上圧延スケジュールを再計算し、その再計算された仕上圧延スケジュールに基づき被圧延材の温度を低下させる温度低下処理を行いながら前記仕上圧延工程を行い、前記予測仕上温度が、前記目標仕上温度よりも低い場合には、前記予測仕上温度と前記目標仕上温度との差に基づき前記仕上圧延スケジュールを再計算し、その再計算された仕上圧延スケジュールに基づき被圧延材の温度を維持する温度維持処理を行いながら、前記仕上圧延工程を行う。
(もっと読む)
継目無管の圧延装置および圧延制御方法
【課題】内面工具を用いずに管の外径を調整する絞り圧延機等の出側において偏肉の小さい管を製造することができる継ぎ目無し管の圧延装置および圧延制御方法を提供する。
【解決手段】複数の孔型ロールスタンドを有し、前記孔型ロールスタンドが形成するロール孔型配列内にマンドレルバー33が配置され、管を圧延するマンドレルミル31と、該マンドレルミルの下流に直列配置され、前記マンドレルバーから前記管を引き抜くためのエキストラクタまたは前記管の外径を調整する圧延機35と、前記マンドレルミルの出側の前記管に付与する偏肉量を計算し、計算した偏肉量に基づいて前記マンドレルミルのロールギャップを調整する圧延制御装置とを備えることを特徴とする継目無管の圧延装置。
(もっと読む)
連続圧延機の張力及びルーパ角度制御装置並びに制御方法
【課題】 圧延スタンド間の張力の変動とルーパ角度の変動との相互干渉を抑制し、且つ被圧延材の機械的特性等の変動により発生する、被圧延材の部位における張力変動に対して、被圧延材の張力及びルーパ角度の変動を抑制する。
【解決手段】 張力検出器12で検出した"前段スタンド1と後段スタンド2との間の被圧延材3の張力F"の検出値Tmと張力指令値Trefとの偏差Teと、ルーパ角度検出器11で検出したルーパ角度θの検出値θmとルーパ角度指令値θrefとの偏差θeとを用いて、前段スタンド1と後段スタンド2との間の被圧延材3の張力Fとルーパ角度θとを制御する際に、前段ミルモータ4の回転速度Vr1と後段ミルモータ5の回転速度Vr2との偏差Veを用いて、推定器16が被圧延材3の硬度(被圧延材3の伸び量K10)を推定し、その推定値ds1を用いて、ルーパ制御器14のゲインKf011を変更する。
(もっと読む)
熱間圧延機の板幅制御装置および制御方法
【課題】仕上げ幅縮み量をプリセットの段階で精度良く推定し、仕上げ圧延に依存しない板幅制御を可能とする。
【解決手段】加熱された鋼材を幅方向に圧延する幅圧延機225と、前記幅圧延機に隣接し幅圧延機で圧延された前記鋼材を板厚方向に圧延する粗圧延機235と、前記幅圧延機および粗圧延機で圧延された鋼材をさらに板厚方向に圧延して熱延コイルを生産する仕上げ圧延機245を備え、前記熱延コイルの板幅を製造指令で与えられた目標板幅に制御する熱間圧延機の板幅制御装置において、 前記仕上げ圧延機における板幅縮み量を推定して算出する仕上げ幅縮み推定量算出手段121と、前記目標板幅を前記仕上げ幅縮み量算出手段の出力を用いて補正する第1の板幅目標値補正手段120を備え、該補正手段により補正された目標板幅をもとに算出した制御指令を前記幅圧延機225に出力する。
(もっと読む)
箔圧延機におけるロールクーラントの制御方法及び制御装置
【課題】種々の圧延条件下においても、安定した圧延材の形状制御を行ない、板形状を目標形状に制御し得るロールクーラント制御方法を提供すること。
【解決手段】箔圧延機1のワークロール2a,2bにて箔圧延される圧延材3の圧延後の板形状を、形状検出器4にて板幅方向の所定の単位幅(ゾーン)毎に検出し、その検出形状が目標形状より伸び方向の場合に、当該伸び検出ゾーンに対応するクーラント噴射装置5a,5bのノズル6からワークロール2a,2bに対してクーラントを噴射せしめる第一の制御パラメータと、検出形状が目標形状より張り方向の場合に、当該張り検出ゾーンに対応する前記ノズル6からクーラントを噴射せしめる第二の制御パラメータとを予め設定し、圧延条件に応じて形状検出器4の検出形状に基づいて、第一及び第二の制御パラメータのうちの何れか一方を選択して、クーラントの噴射を制御する。
(もっと読む)
板圧延機およびその制御方法
【課題】非定常部のない高精度、高応答な形状制御または板厚分布制御を安定して実現できる板圧延機およびその制御方法を提供すること。
【解決手段】圧延材3を挟んで対向配置される一対の作業ロール1,2の少なくとも一方に設置された分割補強ロール4によって前記作業ロールの少なくとも一方を直接支持する形式の板圧延機の制御方法において、分割補強ロール位置制御量Nの出力によって生じる他方の作業ロール系の変形量についても考慮して、分割補強ロール位置制御量Nを演算することを特徴とする板圧延機およびその制御方法。
(もっと読む)
厚鋼板の製造方法
【課題】疵の発生を抑制しつつ歩留りを向上させることが可能な厚鋼板の製造方法を提供する。
【解決手段】伸ばし長さ比を用いて最低フィッシュテール成長量を算出する成長量算出工程と、仕上圧延の終了時における厚鋼板のフィッシュテール成長量を最低フィッシュテール成長量以上にする、エッジング圧延における総幅圧下量、を算出する総幅圧下量算出工程と、仕上圧延の終了時における厚鋼板の長手方向先後端の幅落ち量が略同一となるように、算出された総幅圧下量を、エッジング圧延における往パスの幅圧下量とエッジング圧延における復パスの幅圧下量とに配分して、往パスの幅圧下量と復パスの幅圧下量とを特定する幅圧下量特定工程と、往パスの幅圧下量及び復パスの幅圧下量の下でエッジング圧延を行うエッジング圧延工程と、を備える厚鋼板の製造方法とする。
(もっと読む)
鋼帯の調質圧延方法
【課題】鋼帯を調質圧延する際に圧延荷重を短時間で設定することのできる鋼帯の調質圧延方法を提供する。
【解決手段】鋼帯に付与される圧延荷重PS(i)を計算した後、計算用初期設定荷重PR(i)と前記圧延荷重PS(i)との差が予め設定された許容範囲内に収まるように前記計算用初期設定荷重PR(i)に基づいて再設定し、再設定された計算用初期設定荷重PR(i+1)を基に圧延荷重PS(i+1)を再計算して、得られた圧延荷重PS(i)を基に実際の圧延荷重PCを設定して鋼帯を調質圧延する。
(もっと読む)
1 - 20 / 69
[ Back to top ]