
Fターム[4E024BB03]の内容
Fターム[4E024BB03]の下位に属するFターム
ルーパーによる張力付与 (26)
Fターム[4E024BB03]に分類される特許
1 - 20 / 102
圧延機の制御装置およびその制御方法
冷間タンデム圧延機の圧延方法
タンデム仕上圧延機及びその動作制御方法、並びに、熱延鋼板の製造装置及び熱延鋼板の製造方法
【課題】超微細粒鋼の歩留まりを向上することが可能な、タンデム仕上圧延機の動作制御方法を提供する。
【解決手段】被圧延材の板厚変更点が第Nスタンドに到達すると同時に第nスタンド(nはm以上N以下のすべての整数)の板厚目標値の変更を開始し、少なくとも第nスタンドの板厚目標値を変更している間において、第nスタンドの出側板厚を板厚目標値に一致させる第一の圧下位置修正量を求め、n>mの第nスタンドにおいて、第n−1スタンドの板厚偏差を求め、該板厚偏差の影響がn>mの第nスタンドの出側板厚に現れないようにする第二の圧下位置修正量を求め、第mスタンドの圧下位置を第一の圧下位置修正量だけ時々刻々修正し、n>mの第nスタンドの圧下位置を第一の圧下位置修正量と第二の圧下位置修正量との加算値だけ時々刻々修正する、タンデム仕上圧延機の動作制御方法とする。
(もっと読む)
圧延パラメータのバラツキを考慮した圧延制御方法

【課題】圧延パラメータのバラツキを考慮した制御モデルを構築すると共に、この制御モデルを用いて圧延スタンドを制御する圧延制御方法を提供する。
【解決手段】本発明に係る圧延パラメータのバラツキを考慮した圧延制御方法は、圧延材Wを圧延する圧延スタンド2を有する連続圧延機1を制御する制御方法において、使用する圧延パラメータが確率分布を持つとし、確率分布を持つ圧延パラメータを用いた制御モデルにより、圧延スタンド2を制御する。
(もっと読む)
圧延機制御装置、圧延機制御装置の制御方法及びそのプログラム
【課題】被圧延材、作業ロールを損傷させず、ロールの開放、締込みの操業効率を高める。
【解決手段】圧延機制御装置Sは、被圧延材hの製品仕様を記憶する製品仕様情報記憶手段42と、圧延機スタンド1、2の操業状態情報を取得する圧延機スタンド操業状態取得手段41と、溶接点の通過前後において圧延機スタンドを圧下または開放状態かを決定する溶接点通過方法決定手段44と、前記通過前後の作業ロール1w、2wの間隔の制御目標値を設定する溶接点通過時目標値設定手段46と、前記通過前後の作業ロールの開放及び締込みのタイミングを設定する溶接点通過処理タイミング設定手段45と、該開放又は締込みの際に圧延機スタンドの中から基準速度とする1つを決定する基準スタンド設定手段48と、各速度制御装置への速度指令を決定する速度指令発生手段49と、各圧下制御装置に開放又は締込み処理を指令する作業ロール圧下指令出力手段47とを備える。
(もっと読む)
学習係数制御装置
【課題】学習係数が制限値を超えても制限値内で学習係数を制御してモデル誤差を修正する学習係数制御装置。
【解決手段】2個以上のモデルに基づき1つの物理量を予測するプロセスモデルについて物理量の予測値と実績値との差に基づき学習演算部10で各々のモデルの学習係数を算出し、一方のモデルの予測値を変更したときに最終的に求められる物理量の予測値が変わらないように他方のモデルの予測値を変更する補正値を得るために必要な変換係数を変換係数演算部14で演算し、一方のモデルの学習係数が第1制限値を超えた場合に学習係数修正値演算部17からのモデルの学習係数の修正値と変換係数平均値演算部19からの変換係数の平均値とに基づき一方のモデルの学習係数を修正したことで発生する予測値の変化量を他方のモデルで補償するモデルの補正値をモデル補正値演算部20で演算する。
(もっと読む)
圧延制御装置及び圧延制御方法
【課題】操業状態により圧延機の影響係数が大きく変化した場合でも、安定した板厚制御,張力制御を実施する。
【解決手段】影響係数の変化に応じて、板厚制御および張力制御の制御出力先を前段スタンド速度および後段スタンド圧下を切替えて、または制御出力配分を変更することで、極低速から高速部まで安定した制御を実現する。板厚制御と張力制御の制御出力先を、前段スタンド速度および後段スタンド圧下とを圧延状態に応じて切替えて使用することで板厚精度および生産効率を向上させる。
(もっと読む)
調質圧延方法および調質圧延装置、ならびに鋼帯の製造方法
【課題】荷重一定制御のような問題が生じず、また、高価なオンライン表面粗さ計がなくても、コイル内での変動があっても表面粗さを目標値に精度よく制御することができる鋼帯の調質圧延方法を提供すること。
【解決手段】以下の式で表される粗さ転写パラメータpが一定となるように、圧延荷重および/または出側張力を調整して調質圧延する。
p=α・pp+β・f
ただし、pp:ピーク面圧(MPa)、f:先進率(%)、α、β:定数である。
(もっと読む)
冷間圧延機における出側形状制御方法
【課題】急激な外乱があった場合にも、形状を乱さずに圧延することができる冷間圧延機における出側形状制御方法を提供する。
【解決手段】多スタンドを備えた冷間圧延機の第iスタンド出側の差張力Tdiを求め、この差張力Tdiに基づいて(数1)の式により推定形状評価値Λ´を演算し、その値を最終スタンドにフィードフォワードしてその圧下レベリング量を変更する。差張力とは、ストリップ両端の幅方向張力差を意味するものである。
【数1】 (もっと読む)
(もっと読む)
タンデム圧延機の制御方法及び制御装置
【課題】積分型最適サーボ系を用いたタンデム圧延機での板厚・張力制御において、両制御での干渉を抑えることのできる最適な重み行列Q,Rを求めて適正な制御を行うことができるようにする。
【解決手段】連続する上流側の圧延スタンド2aと下流側の圧延スタンド2bとを備えたタンデム圧延機1にて圧延材3の圧延を行うに際し、板厚を制御する板厚制御系とスタンド間張力を制御する張力制御系との制御を行うタンデム圧延機1の制御方法において、タンデム圧延機1の状態方程式を設定し、状態方程式に対する積分型最適サーボ系設計を行うために、重み行列Q、Rを有する第1評価関数を設定し、板厚制御系と張力制御系との干渉が最小となるような重み行列Q、Rを求めるための第2評価関数を設定し、第2評価関数で求められた重み行列Q、Rを用いて、板厚制御系と張力制御系との制御を行う。
(もっと読む)
圧延制御方法
【課題】圧延材を連続圧延する状況下における先進率モデルを構築した上で、この先進率モデルを用い、冷間圧延される圧延材の板厚及び/又は張力を確実に制御する。
【解決手段】本発明に係る圧延制御方法は、圧延実施時における先進率の状況を摩擦係数μを用いて表現した先進率モデルを用い、圧延の制御を行う圧延制御方法において、先進率モデルを「摩擦係数μ=」の形に変形することで分数形式とすると共に、この分数形式で表現された先進率モデルの分母に補正関数Cを導入し、補正関数Cが導入された先進率モデルを用い、冷間圧延される圧延材の板厚及び/又は張力を制御する。
(もっと読む)
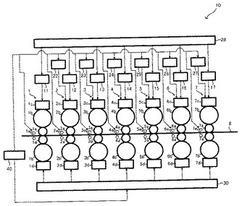
熱延鋼帯の製造装置及び製造方法
【課題】圧延直後の急速均一冷却により所望の材質が得られるとともに早期の板張力及び板形状計測により歩留り向上が可能な熱延鋼帯の製造装置及び製造方法を提供する。
【解決手段】 仕上げ圧延機列11と、該仕上げ圧延機列の出側直後に設置された第1の冷却装置13と、該第1の冷却装置の出側に設置されてストリップSの上,下両面に当接するピンチロール14と、を備えるとともに、前記第1の冷却装置とピンチロールとの間に少なくともストリップSの上方に位置した水切りロール15を配置し、かつ該水切りロールとピンチロールとの間にストリップSの張力及び形状を測定する張力/形状測定装置16を設置した。
(もっと読む)
圧延制御装置、圧延制御方法及び圧延制御プログラム
【課題】圧延機の操業状態を変化させる場合において、板厚や張力等の圧延状態量実績の設定値からの偏差を低減させること。
【解決手段】被圧延材を圧延する圧延機を制御する圧延制御装置であって圧延機のロールのロールギャップ及び回転速度等を圧延条件の非線形な変化に応じて変化させるために予め生成された時系列変更パターンを記憶している制御操作端変更パターン記憶部102と、圧延条件が非線形な変化をすることを認識し、認識された圧延条件の非線形な変化に対応する時系列パターンを取得し、取得された時系列変更パターンを圧延動作のパラメータの制御のために出力する最適制御操作端時系列変更パターン設定装置103とを含むことを特徴とする。
(もっと読む)
圧延装置およびその制御方法
【課題】被圧延材・作業ロールにスリップ及び傷を発生させず、ロール開放、閉め込みを行う。
【解決手段】圧延装置Sは、被圧延材1の荷重検出手段8と、入側・出側の被圧延材速度検出手段6、7と入側・出側の被圧延材1の張力検出手段9、10の少なくとも何れか一方と、作業ロールRs1、Rs2を駆動する電動機21の電動機速度検出手段31と、入側・出側の被圧延材1の張力指令又は電動機21の速度指令の張力・速度指令演算手段62と、速度実績と速度指令から電動機21の速度を制御する速度制御手段41と、ロール位置演算手段61と、被圧延材1を停止せず、荷重を増加又は減少させ、その後、入側・出側の被圧延材1の少なくとも張力および板速度のうちの何れかが等しい状態で作業ロールの開放・閉め込みの制御を行う走間ロール開放・閉め込み指令演算装置60とを備える。
(もっと読む)
圧延装置の制御方法
【課題】被圧延材・作業ロールにスリップ及び傷を発生させず、ロール開放、閉め込みを行う。
【解決手段】圧延装置の制御方法は、走行中の被圧延材1を上下から圧下して圧延する上下の作業ロールRs1、Rs2と、上下の作業ロールRs1、Rs2のギャップを制御するロールギャップ制御装置51、52を有する1台以上の圧延機3を備える圧延装置Sの制御方法であって、制御装置60が、被圧延材1を停止することなく、上下の作業ロールRs1、Rs2が被圧延材1に加える荷重を減少させる第1工程と、被圧延材1が弾性変形状態に到達した状態で、荷重を一定の状態に保持する第2工程と、圧延機3入側及び出側の被圧延材1の少なくとも張力および板速度のうちの何れかが等しい状態で、ロールギャップ制御装置51、52を用いて、作業ロールRs1、Rs2の被圧延材1に対しての閉め込み状態からの被圧延材1に対しての開放を行う第3工程とを含む。
(もっと読む)
圧延機のルーパ張力制御方法および制御装置
【課題】スライディングモード制御における状態変数の次数を増やすことなく定常偏差をなくし、現場でのパラメータ調整や制御性能の解析等を容易に行うことの出来る圧延機のルーパ張力制御方法を提供すること。
【解決手段】スライディングモード制御器22における、ルーパ角度偏差と、ルーパ角速度偏差と、圧延材張力偏差と、ルーパトルク偏差にルーパトルク外乱を加えた値との関係を表す第一の一次方程式、及びルーパ角度偏差と、ルーパ角速度偏差と、圧延材張力偏差と、ミル速度偏差にミル速度外乱を加えた値との関係を表す第二の一次方程式からなる連立一次方程式に、外乱オブザーバ20によって推定された状態変数やルーパ角度偏差等の各種の状態変数を代入して、その成立状態を評価し、その結果に基づいて、ルーパトルク制御指令値およびミル速度制御指令値を求め、ルーパ装置18やミル駆動モータ24を制御した。
(もっと読む)
被圧延材の張力調整装置及び張力調整方法
【課題】被圧延材に張力を掛けずに被圧延材のループ形状を形成することができる張力調整装置を提供する。
【解決手段】張力調整装置1は、一対の圧延スタンドを成す上流側圧延スタンド21と下流側圧延スタンド22との間に設けられている。張力調整装置1は、被圧延材Hを支持する上流側ループ支点ローラ11及び下流側ループ支点ローラ12と、被圧延材Hに当接して被圧延材Hを湾曲させてループ形状Rを形成するループ形成部13と、ループ形状Rの高さを検出するループ高さ検出センサ14と、被圧延材Hの先端の到達を検出する材料検出センサ15と、制御部18とを備えている。被圧延材Hが下流側圧延スタンド22へ送られ、材料検出センサ15は、被圧延材Hの先端の到達を検出すると材料検出信号を制御部18に送信する。制御部18は、材料検出信号を受信するとループ形成部13を駆動させて被圧延材Hに当接させ、被圧延材Hにループ形状Rを形成する。
(もっと読む)
箔圧延の圧延荷重予測方法、箔圧延の形状予測方法および箔圧延のパススケジュール決定方法
【課題】軽圧下の圧延において、圧延荷重の予測精度を向上するモデルを提供する。
【解決手段】ヒッチコックの扁平変形とヒルの関数とを用いて圧延荷重を予測するモデルにおいて、ヒッチコックの扁平変形において圧延荷重Pに乗算される補正項F(r)及びヒルの関数に加算される補正項G(r)を導入した。この補正項F(r)及びG(r)は、箔板材を圧延する際の摩擦係数の値が圧下率rに依存せず一定となると共に、圧下率rの変化に対する影響係数の値が実績値と一致するように決定される。
(もっと読む)
冷間圧延機における金属帯の破断防止方法
【課題】冷間圧延機における金属帯(鋼帯等)の絞り破断を的確に防止することができる冷間圧延機における破断防止方法を提供する。
【解決手段】第1−第2スタンド間差張力ΔT1を監視し、第1−第2スタンド間差張力ΔT1の振れ幅δΔT1が所定範囲外となった場合に、第1スタンド10のバックアップロール12の交換または/および第1スタンド10のエンタリングガイドロール30の交換を行うことによって、第1−第2スタンド間差張力ΔT1の振れ幅δΔT1を所定範囲内とし、第1スタンド10における鋼板(鋼帯)1の蛇行を抑止して、鋼板(鋼帯)1の絞り破断の発生を防止する。
(もっと読む)
圧延機制御装置、圧延機制御装置の制御方法及びそのプログラム
【課題】被圧延材、作業ロールを損傷させず、ロールの開放、締込みの操業効率を高める。
【解決手段】圧延機制御装置Sは、被圧延材hの製品仕様を記憶する製品仕様情報記憶手段42と、圧延機スタンド1、2の操業状態情報を取得する圧延機スタンド操業状態取得手段41と、溶接点の通過前後において圧延機スタンドを圧下または開放状態かを決定する溶接点通過方法決定手段44と、前記通過前後の作業ロール1w、2wの間隔の制御目標値を設定する溶接点通過時目標値設定手段46と、前記通過前後の作業ロールの開放及び締込みのタイミングを設定する溶接点通過処理タイミング設定手段45と、該開放又は締込みの際に圧延機スタンドの中から基準速度とする1つを決定する基準スタンド設定手段48と、各速度制御装置への速度指令を決定する速度指令発生手段49と、各圧下制御装置に開放又は締込み処理を指令する作業ロール圧下指令出力手段47とを備える。
(もっと読む)
1 - 20 / 102
[ Back to top ]