
Fターム[4E024BB06]の内容
Fターム[4E024BB06]に分類される特許
1 - 20 / 103
巻取り温度制御装置およびその制御方法
冷間タンデム圧延機の圧延方法
圧延機の制御装置およびその制御方法
圧延材搬送方法および圧延装置
【課題】圧延材に対する圧延の時間を短縮することができる圧延材搬送方法および圧延装置を提供すること。
【解決手段】1パス目でスラブが圧延された後、尾端が尾端停止位置に位置して停止する。制御部7によって、粗圧延ミル3のAPCの動作中に、粗圧延ミル3の圧上位置APCの現在値と圧上位置APCの目標値との差がd1以下(見込み圧上APC完了)、かつ、粗圧延ミル3の圧下位置APCの現在値と圧下位置APCの目標値との差がd2以下(見込み圧下APC完了)になったことが検知された時点で、スラブ2の搬送を開始する。粗圧延ミル3のAPCの完了が検知されると、制御部7により後面テーブルローラ6が制御されてスラブ2を加速制御する。他方、粗圧延ミル3のAPCが未完了と検知されると、制御部7により後面テーブルローラ6が制御されてスラブ2を停止制御する。
(もっと読む)
熱延鋼板の冷却方法

【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板において、当該波形状が形成されているために生じる不均一な冷却によって発生する温度ムラを要因とする材質のバラツキを低減させ、熱間圧延の後工程である冷延工程での鋼板の板厚変動を抑制する。
【解決手段】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を冷却する方法であって、熱延鋼板を冷却する所定の冷却区間において、熱延鋼板の波形状の急峻度を0%超1%以内の耳波に制御することを特徴とする、熱延鋼板の冷却方法が提供される。
(もっと読む)
圧延機制御装置、圧延機制御装置の制御方法及びそのプログラム
【課題】被圧延材、作業ロールを損傷させず、ロールの開放、締込みの操業効率を高める。
【解決手段】圧延機制御装置Sは、被圧延材hの製品仕様を記憶する製品仕様情報記憶手段42と、圧延機スタンド1、2の操業状態情報を取得する圧延機スタンド操業状態取得手段41と、溶接点の通過前後において圧延機スタンドを圧下または開放状態かを決定する溶接点通過方法決定手段44と、前記通過前後の作業ロール1w、2wの間隔の制御目標値を設定する溶接点通過時目標値設定手段46と、前記通過前後の作業ロールの開放及び締込みのタイミングを設定する溶接点通過処理タイミング設定手段45と、該開放又は締込みの際に圧延機スタンドの中から基準速度とする1つを決定する基準スタンド設定手段48と、各速度制御装置への速度指令を決定する速度指令発生手段49と、各圧下制御装置に開放又は締込み処理を指令する作業ロール圧下指令出力手段47とを備える。
(もっと読む)
タンデム圧延機の板厚制御装置及び板厚制御方法
【課題】タンデム圧延機にて、圧延材の先端における下流側圧延スタンドの出側板速度を正確に求めて、上流側圧延スタンドの出側板厚を推測し、迅速に且つ正確に上流側圧延スタンドの出側板厚を目標値に制御する。
【解決手段】本発明に係るタンデム圧延機1は、圧延材Wの先端部の通過を検知する第1の板先端検出器8と、第1の板先端検出器8の下流側に配備されると共に圧延材Wの先端部の通過を検知する第2の板先端検出器9と、両板先端検出器8,9による圧延材W先端の検出時刻及び両板先端検出器8,9間の距離Lとから板速度を求める板速度演算部15と、板速度演算部15から得られた板速度に基づき、上流側圧延スタンド2の出側板厚を求めるマスフロー板厚演算部14と、マスフロー板厚演算部14により算出された上流側圧延スタンド2の出側板厚が目標値と一致するように上流側圧延スタンド2を制御する板厚制御部13とを有する。
(もっと読む)
熱延鋼板の冷却方法
【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を均一に冷却する。
【解決手段】予め、熱延鋼板の波形状の急峻度と熱延鋼板の通板速度を所定の値に揃えた条件下で求められた、熱延鋼板の上面側の上側冷却装置と熱延鋼板の下面側の下側冷却装置によって冷却される熱延鋼板の熱伝達特性に基づき、前記所定の冷却区間において、熱延鋼板の上面及び下面の平均熱伝達係数の比率である上下熱伝達係数比率を変更させ、その際に発生する熱延鋼板の圧延方向の温度の標準偏差と上下熱伝達係数比率との関係を線図で求め、さらに当該線図に基づいて温度の標準偏差が最小値となる上下熱伝達係数比率を導出する。前記導出された上下熱伝達係数比率の場合に前記所定の冷却区間における熱延鋼板の上面及び下面からの冷却抜熱量が等しいとして、当該上下熱伝達係数比率で熱延鋼板を冷却する。
(もっと読む)
粗圧延機におけるホットバーの速度制御方法
【課題】圧延速度を低下させることなくテーブルローラの破損を防ぐことができるようにするための粗圧延機におけるホットバーの速度制御方法を提供する。
【解決手段】テーブルローラ2を構成する後面テーブル2aの各ロールのうち、圧延ロール1に最も近いNo.1ロールにホットバーが接触するときの接触速度は、該No.1ロールへの衝撃トルクが破断トルク未満となるように設定され、一点鎖線で示す従来法より低下させる。圧延ロール1への噛込速度はNo.1ロールへの接触速度と一致し、一点鎖線で示す従来法より増加する。ホットバーがNo.1ロールに達すると、破断トルク未満まで一気に加速させる。
(もっと読む)
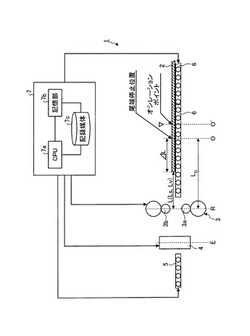
熱間圧延鋼板のループ検知方法および装置並びに巻取制御方法および巻取制御装置
【課題】ホットランテーブル上での熱間圧延鋼板へのループの発生を検知することにある。
【解決手段】仕上圧延機から巻取機までの間に配置されたホットランテーブル上で鋼板の長手方向にループが発生したことを検知する方法において、前記ホットランテーブルのテーブルローラ5を駆動する駆動用電動機6の電流値を継続的に検出し、前記電流値が所定値以下に低下した場合に鋼板Sの長手方向にループが発生したと判断することを特徴とする熱間圧延鋼板のループ検知方法である。
(もっと読む)
冷間圧延機の板厚制御方法及び板厚制御装置
【課題】冷間連続圧延での走変時に、圧延機にトラブルが発生したり、圧延材が切れたりといった不都合が生じず、可及的速やかに、後行圧延材の板厚を所定のものにすることのできるロールギャップ量の制御方法及び制御装置を提供する。
【解決手段】本発明に係る走間板厚変更での板厚制御方法は、冷間圧延機での圧延であり且つ先行圧延材の後端部と後行圧延材の先端部の突き合わせ部が通過する際に実施される「走間板厚変更」の際に適用される板厚制御方法において、先行圧延材に対するロールギャップ量から後行圧延材に対するロールギャップ量へ変更する際の変更速度Vpを予め算出しておき、走間板厚変更においては、ロールギャップ量の変更速度をVp+αとしてロールギャップを変更し、実績圧延荷重を基にしたゲージメータ式から得られる出側板厚が目標板厚になった時点で、ロールギャップ量の変更操作を停止するものである。
(もっと読む)
冷却帯診断方法、圧延材の冷却方法、冷却帯診断装置、圧延材の冷却装置
【課題】冷却制御で使用する諸元を利用してオンラインで設備異常を把握する。
【解決手段】水冷するバンクの組合せの異なるときの実際の入側温度Teと出側温度Tdとの組を複数取得し、2以上の上記温度の組をそれぞれ個別に下記式に代入してなる連立方程式を解いて、水冷時における単位時間当たりの実際の冷却水流量である計算流量を求め、対応するバンクに設定した上記設定流量と上記求めた計算流量とから、当該バンクの故障診断を行う。
Te−Td =(ΣΔQi/Vi)+ΔQe/Ve+ΔQd/Vd
但し、ΔQi = Δqwi・Li (水冷時の場合)
ΔQi = ΔQAi (空冷時の場合)
(もっと読む)
圧延制御装置及び圧延制御方法
【課題】操業状態により圧延機の影響係数が大きく変化した場合でも、安定した板厚制御,張力制御を実施する。
【解決手段】影響係数の変化に応じて、板厚制御および張力制御の制御出力先を前段スタンド速度および後段スタンド圧下を切替えて、または制御出力配分を変更することで、極低速から高速部まで安定した制御を実現する。板厚制御と張力制御の制御出力先を、前段スタンド速度および後段スタンド圧下とを圧延状態に応じて切替えて使用することで板厚精度および生産効率を向上させる。
(もっと読む)
熱間圧延ラインの制御装置
【課題】目標の圧延所要時間を実現し、且つ、エネルギー消費量を抑制できる熱間圧延ラインの制御装置を提供する。
【解決手段】冷却スプレーの流量及び圧延速度の速度パターンを計算する初期スケジュール計算装置と、冷却スプレーの流量を修正し、冷却スプレーの流量の修正のみでは仕上ミル出側温度を対象被圧延材の全長に亘って目標値にできない場合、及び速度パターンに関する速度変更率を入力した場合に、速度パターンを修正するスケジュール修正装置と、速度パターンを用いて対象被圧延材の圧延所要時間を算出する圧延時間予測算出装置と、圧延所要時間が目標圧延時間以内であるように算出した速度変更率をスケジュール修正装置に出力する圧延時間調整装置と、速度パターンを用いて計算した圧延パワーを時間積分して得られるエネルギー消費量が最小となるように計算された速度変更率をスケジュール修正装置に出力するエネルギー消費量調整装置とを備える。
(もっと読む)
調質圧延方法および調質圧延装置、ならびに鋼帯の製造方法
【課題】荷重一定制御のような問題が生じず、また、高価なオンライン表面粗さ計がなくても、コイル内での変動があっても表面粗さを目標値に精度よく制御することができる鋼帯の調質圧延方法を提供すること。
【解決手段】以下の式で表される粗さ転写パラメータpが一定となるように、圧延荷重および/または出側張力を調整して調質圧延する。
p=α・pp+β・f
ただし、pp:ピーク面圧(MPa)、f:先進率(%)、α、β:定数である。
(もっと読む)
熱間圧延における加熱炉の自動抽出方法
【課題】先行材の搬送が遅れることで後行材に待ち時間が発生したり、後行材が渋滞したり、さらには、圧延材の温度が下がりすぎるという問題を解決することができる熱間圧延における加熱炉の自動抽出方法を提供する。
【解決手段】仕上圧延機3の仕上圧延スタンドF1〜F6間及び/又はホットランテーブル4の位置に有する冷却装置6,7の最大冷却能力と、冷却装置6,7入側での予測温度と、冷却装置6,7出側での目標温度とに基づき、目標温度に冷却可能な最大通板速度を推定し、推定された最大通板速度に基づき先行材10aの圧延時間を予測するようにした。
(もっと読む)
熱延鋼板の製造方法
【課題】製品厚み12mm以上の熱延鋼板を製造するに際して、巻き取り温度が450〜550℃と比較的低い温度域であっても、ランアウト冷却において高精度で安定な冷却を実現し、高強度で高靭性の材質を確保することができる熱延鋼板の製造方法を提供する。
【解決手段】製品厚み12mm以上の熱延鋼板を製造するに際して、シートバー厚を製品厚みの2.0〜3.3倍とし、仕上圧延機4の全スタンドで未再結晶温度域での圧延を行うとともに、ランアウト冷却中の鋼板の搬送速度を180mpm以上に設定し、ランアウト冷却設備5は鋼板10の上面冷却をラミナー方式で行う冷却設備であって、上流側冷却設備6と下流側冷却設備7に分割されており、鋼板10の上面冷却を行うための冷却水の水量密度が、上流側冷却設備6では1.0〜2.4m3/m2min、下流側冷却設備7では0.5〜1.0m3/m2minとなっている。
(もっと読む)
結晶粒径予測方法、結晶粒径予測装置、及び結晶粒径予測プログラム
【課題】フェライト相以外の相を含む結晶組織を有する鋼帯のα粒径を高精度に予測すること。
【解決手段】温度履歴算出部112が、ランナウト冷却設備において冷却される際の各セグメントの温度履歴を算出し、変態履歴算出部113が、温度履歴算出部112によって算出された各セグメントの温度履歴に基づいて、ランナウト冷却設備において冷却される際の各セグメントの変態履歴を算出し、α粒径算出部114が、変態履歴算出部113によって算出された各セグメントの変態履歴に基づいて、各セグメントの変態完了後のα粒径を算出する。そして、α粒径算出部114は、変態が開始されてから変態率が所定値以上になるまでの時間を変数として含むα粒径予測モデル式を用いて変態完了後のα粒径を算出する。
(もっと読む)
熱間圧延ラインにおける圧延材の搬送制御方法
【課題】粗圧延機内で圧延時刻に誤差が発生した場合であっても、仕上圧延機入側における圧延材間のアイドル時間を最小化することができる熱間圧延ラインにおける圧延材の搬送制御方法を提供する。
【解決手段】加熱炉1抽出時に設定した各スタンドR1〜R3の材料圧延開始時刻および終了時刻に対して、実圧延時に誤差が発生した場合、スタンドR1〜R3間の搬送テーブルの搬送速度を変更することにより、下流側の次スタンドR2又はR3では当初設定時刻に圧延開始されるようにピッチの修正を行うようにした。
(もっと読む)
冷間タンデム圧延機の板厚制御装置
【課題】板厚変動を減速圧延せずに抑制できる冷間タンデム圧延機の板厚制御装置を提供すること。
【解決手段】スタンド間に設置された板厚制御装置で、前段スタンドの出側パスラインを保持する第一のサポートロールと、後段スタンドの入側パスラインを保持する第二のサポートロールと、パスラインを挟む反対側から第一と第二のサポートロール間に押し込まれる可動ロールと、可動ロールを圧下する圧下装置と、前段スタンド出側に設置された板厚計から得られた板厚および後段スタンドの入側と出側に設置された板速計から得られた板速に基づいて後段スタンドの出側板厚を推定する板厚推定手段と、板厚推定手段で推定された出側板厚に応じて圧下装置の圧下制御を行う圧下制御手段を備え、圧下制御手段による圧下制御によりスタンド間の圧延材の長さを調整し、これにより張力又は後段スタンド入側板速を制御して後段スタンドの出側板厚を制御する。
(もっと読む)
1 - 20 / 103
[ Back to top ]