
Fターム[4E024CC10]の内容
Fターム[4E024CC10]に分類される特許
1 - 20 / 66
熱間圧延ラインにおける圧延材の搬送制御方法
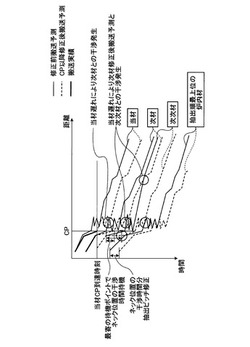
【課題】圧延材間ピッチが熱間圧延ライン上で一層最短となるように熱間圧延ライン上で圧延材を搬送制御すること。
【解決手段】加熱炉、粗圧延機R2,R4、および仕上げ圧延機F1〜F7を備える熱間圧延ラインであって、先行材および後行材の先端および尾端が前記各設備位置に到達する時刻を予測演算することにより、圧延材の加熱炉からの抽出時刻を決定し、圧延材を待機可能位置でオシレーションさせ、所定の圧延材間ピッチに制御する熱間圧延ラインにおける圧延材の搬送制御方法において、前記待機可能位置WP1〜WP3は、仕上げ圧延機F1の直前位置と仕上げ圧延機F1前の複数位置(WP1,WP2)とに設けられ、前記各設備位置に到達した先行材および後行材の到達情報を取得して前記予測演算結果を修正し、前記所定の圧延材間ピッチを最短に制御する。
(もっと読む)
冷間圧延機のチャタリング検出方法及びチャタリング検出装置

【課題】圧延状態に起因して発生するチャタリングの振動のみを適切に検出し得る冷間圧延機のチャタリング検出方法及びチャタリング検出装置を提供する。
【解決手段】冷間圧延機において圧延中に発生するミル振動のうち、ある時点(監視タイミング)でミル振動をFFT変換した周波数波形と、それ以前(比較タイミング)でミル振動をFFT変換した周波数波形とを比較し、比較タイミングでの周波数波形に対する監視タイミングでの周波数波形の形状変化量が所定の判別値より大きいと判定したとき、当該監視タイミングにおけるミル振動を圧延状態(スリップ、スティック)に起因して発生するチャタリングの振動として検出する。
(もっと読む)
ロール偏芯除去方法及びロール偏芯除去制御装置
【課題】非圧延時においてロール偏芯を解析するとともに、圧延時におけるロール偏芯の解析をも加味してロール偏芯を除去する。
【解決手段】非圧延時においてロール偏芯を解析してロール偏芯除去制御値Aを設定し、圧延時においては、当初は制御値Aに基づきロール偏芯除去制御を実行し、その後所定の期間を超えたときには、圧延機で測定されるバックアップロール対の回転角度、圧延荷重およびワークロール間の距離と板厚計にて測定される鋼板の板厚実績値とに基づいて、圧延しつつロール偏芯を解析してロール偏芯除去制御値Cを設定して当該設定したロール偏芯除去制御値Cを制御に反映する。
(もっと読む)
板厚制御方法
【課題】圧延を施す前の原板がコイル状に巻かれていて、この原板にコイル一巻きごとの硬度変動がある際に、圧延速度が変化する場合であっても、板厚変動が過大になることを防止し、板厚精度を向上させる板厚制御方法を提供する。
【解決手段】本発明の板厚制御方法は、複数の圧延スタンド2が備えられた圧延機1を用いて圧延材Wを圧延するに際し、フィードバック板厚制御系を用いつつ板厚の制御を行う板厚制御方法であって、フィードバック板厚制御系の共振周波数が圧延材Wの長手方向に存在する硬度変化に起因する硬度変動の周波数より小さくなるように、フィードバック板厚制御系を設計し、設計したフィードバック板厚制御系を用いて、圧延材Wの板厚の制御を行う。
(もっと読む)
圧延機の動特性を考慮した板厚制御方法
【課題】圧延材の板厚を目標値に確実に近づけることができる圧延機の板厚制御方法を提供する。
【解決手段】圧延材を圧延する圧延機のロールギャップを制御する板厚制御方法において、圧延機の動特性を考慮しつつゲージメータ式を満足する圧延荷重変動値ΔP’を算出する。その上で、算出された動特性圧延荷重変動値ΔP’を用いて、ロールギャップの修正量ΔSを求め、得られたロールギャップの修正量ΔSを前記圧延機に適用する。
(もっと読む)
処理順序スケジュール作成方法、処理順序スケジュール作成装置、及びコンピュータプログラム
【課題】処理順序スケジュールを作成するに際し、制約を満たすように全ての製品の処理順を決定することができない場合には、処理順序スケジュールに取り込むことが相対的に不適切となる製品を除去して、複数の製品の処理順を決定する。
【解決手段】1つの鋼材(スラブ)に割り当てられる抽出順の数を1又は0にするという制約条件と、或る抽出順に鋼材(スラブ)が割り当てられていない場合には、その抽出順の次の抽出順以降の抽出順には、鋼材(スラブ)は割り当てられないとする制約条件と、を設定する。また、熱延スケジュールに組み込まれた鋼材(スラブ)についての、熱延スケジュールに組み込むべき優先度の加算値を表す目的関数と、熱延スケジュールに組み込まれていない鋼材(スラブ)の数を表す目的関数(評価関数)とを設定する。
(もっと読む)
最適化装置、最適化方法、及び最適化プログラム
【課題】圧延材の製品品質を確保しつつ、最適化したい最適化指標量が最小になるように、圧延設備の制御を最適化する。
【解決手段】圧延装置が圧延材を圧延するための制御設定値を算出する設定計算部31と、設定計算部31により算出された制御設定値に基づいて、圧延装置により圧延された圧延材の材質を予測する材質予測計算部32と、設定計算部31により算出された制御設定値に基づいて、圧延装置が圧延材を圧延する上で最適化する指標の量を最適化指標量として算出する最適化指標量算出部36と、材質予測計算部32により予測された材質が外部入力された要求材質を満たす範囲内で、最適化指標量算出部36により算出された最適化指標量を最小にする制御設定値を設定計算部31に算出させる最適化部34とを備える。
(もっと読む)
金属板材の圧延装置および圧延方法
【課題】本発明は:作業ロールチョックの軽微な改造のみで配備可能であり、プロジェクトブロックを含むハウジングの大規模な改造が不要であり;圧延する板材の板厚が変化しても、作業ロールチョックに作用する弾性歪を正確に常に測定することが可能であり;そして、その弾性歪に対応する圧延方向力に簡便且つ高精度に換算でき、その圧延方向力に基づいて、高精度の蛇行・キャンバー制御、反り制御、および零点調整が実現できる、圧延装置および圧延方法を提供する。
【解決手段】少なくとも上下一対の作業ロールと補強ロールとを有する圧延装置において、前記作業ロールの作業側ロールチョックおよび駆動側ロールチョックのそれぞれに発生する圧延方向の弾性歪を測定する歪測定手段、および前記測定された弾性歪に対応する圧延方向力に換算する歪換算手段を備えていることを特徴とする圧延装置、および該装置を用いて実施できる圧延方法。
(もっと読む)
制御装置、制御方法及び制御プログラム
【課題】簡易な装置構成で、適正なピックアップ量を設定する。
【解決手段】搬送テーブル10aから粗圧延機107へ圧延材200が入射する角度を入射角として、圧延材200に反り及び噛み込み不良が発生しないような入射角と、粗圧延機107が圧延するための圧延条件とを関連づけて、入射角情報として記憶する入射角情報記憶部13と、初期サイズ及び目標サイズに基づいて、圧延条件を計算する圧延条件計算部12と、計算された圧延条件と、記憶された入射角情報とに基づいて、幾何学的および力学的関係からピックアップ量を計算するピックアップ量計算部14と、ピックアップ量計算部14により計算されたピックアップ量になるように、ピックアップ量変更部9を制御するピックアップ量変更制御部16とを備える。
(もっと読む)
冷間タンデム圧延機の制御装置
【課題】圧延機の起動時にスタンド間における速度比を一定に保つことができ、起動時の板破断や製品のオフゲージを確実に防止することができる冷間タンデム圧延機の制御装置を提供する。
【解決手段】冷間タンデム圧延機には、第1スタンドと第1スタンドに隣接する第2スタンドとが備えられ、スタンド毎に、圧延機1と、圧延機1を駆動するモータ3と、モータ3を制御する垂下制御機能を備えたドライブ装置4とが設けられる。本制御装置は、設定計算装置6と、コントローラ5とを備える。設定計算装置6は、圧延機1毎に、セットアップ荷重とセットアップ速度基準とを計算する。コントローラ5は、第1及び第2スタンドのモータ3の速度比が、設定計算装置6によって計算された第1及び第2スタンドのセットアップ速度基準の比に一致するように、各ドライブ装置4に出力するための速度基準を計算する。
(もっと読む)
走間板厚変更方法および装置
【課題】タンデム圧延機内に薄引開始点と終了点が同時に入る場合でも張力変動を抑制することができる走間板厚変更方法および装置を提供する。
【解決手段】板厚変更開始点が通過した直後の圧延スタンドのロールギャップを圧延機出側で目標の板厚となるように設定し、前記圧延スタンドより一つ上流の圧延スタンドのロール速度はマスフローを考慮して設定し、それよりさらに上流の圧延スタンドについては、サクセシブ制御を用いて、各圧延スタンドのロール速度を板厚変更開始状態に設定し、板厚変更終了点においては、板厚変更終了点が通過した直後の圧延スタンドのロールギャップを元の状態に戻し、前記圧延スタンドより一つ上流の圧延スタンドのロール速度については板厚変更開始点が通過した際に変更した分だけ戻し、それよりさらに上流の圧延スタンドについてはサクセシブ制御を用いてロール速度を変更することによって、板厚変更終了状態に設定する。
(もっと読む)
薄鋼板及び厚鋼板の熱間圧延における形状測定方法、並びに、薄鋼板及び厚鋼板の熱間圧延方法
【課題】熱薄鋼板、厚鋼板の圧延終了直後の板波形状を精度よく測定し、その結果をもとに圧延機によって板波形状を自在に作り込む熱薄、厚鋼板の製造方法を提供することを目的とする。
【解決手段】熱薄鋼板、厚鋼板の圧延終了後の板波形状を、幾何学的値として圧延機出側で板通板方向及び板幅方向位置と高さ方向変位の測定し、形状特徴量としてプロフィール、急峻度、伸び歪差を求める測定方法において、測定した形状特徴量に加え、測定時に鋼板に内在する残留歪を求めて、形状特徴量と重ね合わせをして圧延機から付与された真の形状特徴量として計測する。
(もっと読む)
金属板材の圧延機および圧延方法
【課題】上下作業ロールチョックの安定性と上下作業ロール間の開度を両立し、応答性が高く、圧延中の外乱に対しても板クラウン・形状制御範囲の大きい圧延機を提供する。
【解決手段】上下作業ロールにインクリースベンディング力を負荷する油圧シリンダーが、圧延機ハウジングの内側に突出したプロジェクトブロックに配備され、下作業ロール胴部に負荷される圧延方向力が、下クロスヘッドに配備された下プロジェクトブロックと下作業ロールチョックとの接触面によって支持され、上作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックの上方に位置する圧延機ハウジングに配備された上クロスヘッドと上作業ロールチョックとの接触面によって支持され、上下作業ロールを、圧延する金属板材に対して平行な面内で相対的に交差させるペアクロス手段を配備する。
(もっと読む)
制御装置及び制御方法
【課題】一方の測定器から他方の測定器へ切り替えられた場合においても、測定値を突然変化させることなく熱間圧延装置の制御を適切に継続する。
【解決手段】第1のプロセス値として測定するマルチゲージ123(第1の測定部)と、第2のプロセス値として測定する平坦度計127(第2の測定部)と、マルチゲージ123(第1の測定部)の異常を検出する異常検出部12と、プロセス情報を記憶するプロセス情報記憶部2と、第2のプロセス値を補正するための学習項Zを算出する学習項算出部13と、学習項Zを記憶する学習項記憶部3と、補正板幅値(補正プロセス値)を生成する補正部14と、異常が検出された時点以前における第1のプロセス値と、異常が検出された時点以降における補正板幅値(補正プロセス値)とを選択する選択部15と、選択されたプロセス値及び補正プロセス値に基づいて、圧延ラインの制御を行う機器制御部16とを備える。
(もっと読む)
圧延機の制御方法および装置
【課題】圧延操業中に発生する10数〜20数Hzの振動を未然に防ぐ圧延機の制御方法および装置を提供すること。
【解決手段】圧延中に時々刻々と変化する圧延速度に基づいて圧延ロールの回転周波数を逐次演算し、圧延ロールの回転周波数がロール軸の固有振動周波数を中心とする予め定めた所定の帯域に入ったときに、圧延ロールの回転周波数を前記所定の帯域から外す圧延ロールの回転周波数の目標値を演算し、次いで、得られた圧延ロールの回転周波数の目標値に基づいて圧延速度の目標値を演算し、次いで、得られた圧延速度の目標値に基づいてミルモータの回転速度を制御して、圧延ロールが回転することによって生じる圧延ロールの振動とロール軸がねじれることによって生じるロール軸の振動との共振によって発生する圧延機の振動を未然に防ぐ。
(もっと読む)
金属板材の圧延機および圧延方法
【課題】上下作業ロール間の開度を大きく取ることができ、かつ強力なロールベンディング力を付与についても容易に達成できるとともに、キャンバー及び反りのない金属板材を安定して製造でき、高精度の零点調整を可能とする圧延機、及び圧延方法を提供する。
【解決手段】上下作業ロールにそれぞれインクリースベンディング力を負荷する油圧シリンダーが、圧延機ハウジングの内側に突出したプロジェクトブロックに配備され、
上作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックの上方に位置する圧延機ハウジングウィンドウと上作業ロールチョックとの接触面によって支持され、
前記作業ロールチョックの圧延方向入側、出側のいずれか一方に、該作業ロールチョックを該圧延機ハウジングウィンドウとの接触面に圧延方向に押しつけるための装置を有すること等を特徴とする、金属板材の圧延機、及びこの圧延機を用いた圧延方法。
(もっと読む)
省エネ運転支援システム
【課題】冷間タンデム圧延機や冷間シングル圧延機において、電機品を機器効率が高い負荷で運転させるようなパススケジュール設定を行うことにより、設備の省エネ運転を実現することができる省エネ運転支援システムを提供する。
【解決手段】設定計算装置7には、モータ3の効率、ドライブ装置4の効率、トランス5の効率に基づいて得られた圧延機2の最大効率が、記憶手段12に記憶されている。設定計算手段8によって圧延機2に対する負荷配分及びライン速度の設定計算が行われると、効率演算手段10は、設定計算手段8が計算した負荷配分で圧延を行った時の圧延機2の効率を演算する。そして、修正手段13は、記憶手段12に記憶された最大効率と効率演算手段10によって演算された効率との差が小さくなるように、設定計算手段8が計算したライン速度を修正する。
(もっと読む)
多段圧延機の圧延方法及び多段圧延機の制御装置
【課題】圧延材の尾端部の圧延を行うに際し、圧延材の通材安定性を確保しつつ圧延を行うことができるようにする。
【解決手段】複数の圧延スタンド2を備えた多段圧延機1にて圧延材8を圧延する方法において、圧延材8を圧延したときの圧延実績値を記憶し、この圧延実績値に基づいて通板安定性を実現できる荷重上限値を予め求めておき、この荷重上限値を超えないように圧延材8の尾端部8aの圧延を行う。また、圧延材8の尾端部8aの圧延を行うに際しては、尾端部8aの圧延開始時の圧延実績値をロックオンしておき、ロックオンした圧延実績値と現状の圧延実績値とを基に荷重上限値を超えないような板厚変化量を求め、この板厚変化量を当該尾端部の圧延を行う圧延スタンドに適用して圧延を行う。
(もっと読む)
圧延機における形状制御方法及び形状制御装置
【課題】圧延速度が変化するという状況下であっても、圧延材の形状制御を適正に行うことで振動的な形状変動を抑制し安定した圧延を行うことができるようにする。
【解決手段】圧延機100にて圧延している圧延材1の形状制御方法において、圧延材1の圧延速度が変化したときの予測形状変化量を求め、この予測形状変化量が所定範囲内にあるときは、前記圧延速度の変化に伴う板形状の修正制御を行わない。また、圧延材1の速度変化率ΔVr(t)を求め、この速度変化率ΔVr(t)であるときの予測圧延荷重変化量ΔPf(t)を求め、この予測圧延荷重変化量ΔPf(t)から予測形状変化量を求める
(もっと読む)
厚鋼板の製造順序決定方法
【課題】制約条件が互いに調和していない場合であっても、制約条件群をダイナミックに変更しながら厚鋼板の製造順序を決定することができる、厚鋼板の製造順序決定方法を提供することを課題とする。
【解決手段】注文群の寸法や設定温度を入力する注文情報入力ステップと、製造順序の初期状態を作成する初期解作成ステップと、該初期解作成ステップ結果の順序の入替を行い実行可能かつ評価関数が改善した場合に解を更新し、最良解を求める解改善ステップと、前記最良解を出力する製造順序出力ステップとを有する。
(もっと読む)
1 - 20 / 66
[ Back to top ]