
Fターム[4E024DD05]の内容
Fターム[4E024DD05]に分類される特許
1 - 20 / 34
金属帯の圧延方法
【課題】金属帯の圧延において、板幅方向での厚みが不均一、特に幅端部の厚みが過薄になったり過厚になったりする問題を解消でき、金属帯の製造におけるスケジュールフリーの圧延を安定的、かつ確実に、実現することを目的とするものである。
【解決手段】ワークロールを軸方向にシフトするシフト機構および上下ワークロールをクロスするクロス機構を備えた圧延機を用いて被圧延材を圧延するに際し、圧延サイクルにて圧延予定の全被圧延材について、被圧延材とワークロールの接触部分におけるワークロールプロフィルを、目標とするプロフィルとするように全被圧延材に対するワークロールシフト位置を決定し、次いで各被圧延材について予測ワークロールプロフィル、予測圧延荷重、目標板幅からワークロールのクロス角を決定することを特徴とする圧延方法。
(もっと読む)
金属帯の圧延方法

【課題】ワークロールを軸方向にシフトするシフト機構を備えた圧延機を使用する圧延において、圧延サイクルにおける被圧延材の板幅方向での厚み分布(板厚分布)を均一に改善できる金属帯の圧延方法。
【解決手段】金属帯の圧延ラインにて、ワークロールを軸方向にシフトするシフト機構を備えた圧延機を用いて被圧延材を圧延するに際し、被圧延材1本毎のシフト位置変更量を圧延サイクル内で一定とし、シフト位置変更量とワークロールのシフト移動方向を反転する折り返し位置とを、圧延サイクルにおける圧延予定の全被圧延材について、被圧延材とワークロールの接触部分におけるワークロールプロフィルの予測計算値とワークロールプロフィル目標値との誤差を求め、該誤差を当該圧延サイクルの全被圧延材について合計した値が最小となるように決定することを特徴とする金属帯の圧延方法。
(もっと読む)
金属帯の圧延ラインにおけるワークロールシフト圧延方法
【課題】熱間圧延ライン等の金属帯の圧延ラインにおける仕上圧延機等で被圧延材を圧延するに際し、逆クラウンの問題や、被圧延材の幅端部の厚みが過薄になったり過厚になったりする問題を解消するワークロールシフト圧延方法を提供する。
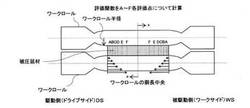
【解決手段】ワークロール19シフト圧延機のワークロールプロフィル目標値とワークロールプロフィル予測計算値から決まる評価関数を、被圧延材の幅端複数箇所の評価点について計算し、合計し、これをさらに圧延サイクルにて圧延予定の全被圧延材について合計した結果が、最小となるような圧延順ワークロールシフト位置を、圧延順ワークロールシフト位置として決定する。
(もっと読む)
帯板の平坦度を制御する方法と、そのための制御システム
【課題】平坦度制御を行って帯板を圧延機で圧延する方法を提供すること。
【解決手段】圧延機は、アクチュエータで制御可能な複数のロールを備える。この方法は、帯板の平坦度に関する平坦度測定データを受信するステップ(S1)と、帯板の基準平坦度と平坦度測定データとの差として平坦度誤差を求めるステップ(S2)と、調整平坦度誤差を、平坦度誤差と、アクチュエータの配置の組み合わせに関する重みであって、閾値を下回る平坦度影響係数を与える重みとに基づいて求めるステップ(S3)と、制御ユニットの調整平坦度誤差を利用してアクチュエータを制御することにより、帯板の平坦度を制御するステップ(S4)とを含む。上記方法を実行するコンピュータプログラム製品及び制御システムが、更に本明細書において提示される。
(もっと読む)
金属板材の圧延機および圧延方法
【課題】上下作業ロールチョックの安定性と上下作業ロール間の開度を両立し、応答性が高く、圧延中の外乱に対しても板クラウン・形状制御範囲の大きい圧延機を提供する。
【解決手段】上下作業ロールにそれぞれインクリースベンディング力を負荷する油圧シリンダーが、圧延機ハウジングの内側に突出したプロジェクトブロックに配備され、前記下作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックと下作業ロールチョックとの接触面によって支持され、前記上作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックの上方に位置する圧延機ハウジングウィンドウと上作業ロールチョックとの接触面によって支持され、前記上下作業ロールそれぞれが、同一形状の凹凸状のイニシャルクラウンを、互いに点対称となるべく付与され、かつ、上下作業ロールチョックを、軸方向で互いに相反する方向に相対移動させるロールシフト手段を有する。
(もっと読む)
熱延板の製造方法
【課題】先端部も含む被圧延材全体の形状不良を効果的に低減し、ひいては形状不良に起因した圧延トラブルを効果的に低減することができる熱延板の製造方法を提供する。
【解決手段】本発明に係る方法は、被圧延材Mの先端が圧延スタンドF6、F7間に設置された形状計1を通過してから、出側圧延スタンドF7に噛み込んだ直後までの第1の時間帯においては、圧延スタンドF6に設置された形状制御アクチュエータを開ループ制御し、被圧延材Mの先端が出側圧延スタンドF7に噛み込んだ直後から当該被圧延材Mの後端が入側圧延スタンドF6を抜けるまでの第2の時間帯においては、前記形状制御アクチュエータを閉ループ制御することを特徴とする。
(もっと読む)
圧延方法
【課題】高次関数ロールを用いてクラウン制御能力の高い圧延を安定して行うに好適な手段を提供する。
【解決手段】ワークロールとこれに接触するバックアップロールとのすべり率と、ワークロールとこれに接触するバックアップロールとの間の線圧の1/2乗と、ミル中心からの距離の積をワークロールとバックアップロールとの接触域全幅にわたって積分した時の積分値が0となるように、ロールバレル外形を決定する。
(もっと読む)
熱延鋼板の製造方法、及び製造設備配列
【課題】熱延鋼板の巻き取り前平坦度を所望製品の平坦度とすることが可能であるとともに、熱延鋼板の品質不良を最小とすることが可能な熱延鋼板の製造方法、及び製造設備配列を提供すること。
【解決手段】粗圧延機にて粗圧延された鋼板を仕上げ圧延機により仕上げ圧延する、仕上げ圧延工程と、仕上げ圧延された鋼板を冷却装置にて冷却する、冷却工程と、冷却された鋼板を巻き取り機により巻き取る、巻き取り工程と、を備える熱延鋼板の製造方法であって、冷却工程の冷却装置と巻き取り工程の巻き取り機との間に設置された巻き取り前平坦度計を用いて、鋼板の巻き取り前平坦度を測定する、巻き取り前平坦度測定工程と、巻き取り前平坦度測定工程後における鋼板のスリ疵、水乗りマーク、コイラエッジ疵のうちの少なくとも一つが最小となるように、巻き取り前平坦度の目標値を設定する、巻き取り前目標値設定工程と、を備えることを特徴とする、熱延鋼板の製造方法とする。
(もっと読む)
ホットストリップミルにおける板幅方向の板厚差制御方法
【目的】ホットストリップミルの仕上圧延機において、出側に板幅方向の板厚測定器を設置して、圧延中に仕上圧延機の出側における板幅方向の板厚差を希望値に制御する。
【構成】ホットストリップミル仕上圧延機で出側に板幅方向の板厚測定器を設置し、圧延中に板幅中央と板幅各部の板厚差の測定値と希望値との誤差を各スタンドに分配し板幅方向の板厚差遺伝係数を用いて、板幅全体として誤差が零になるように制御する、または板幅中央と作業側の板幅各部の板厚差と、板幅中央と駆動側の板幅各部の板厚差とを独立に制御する。さらに、これらの組み合わせもある。
【効果】ホットストリップミルの仕上圧延機の出側において、板幅方向各部の板厚差を従来よりも正確にまた精密に制御できる。
(もっと読む)
レベリング制御装置
【課題】レベリング誤差を自動的に補正して通板性を向上させる。
【解決手段】このレベリング制御装置30は、シフトシリンダ11と、圧下モータ制御装置18を有する圧下荷重付与機構10とを備える圧延機に用いられ、スキュー角演算器32、レベリング誤差演算器34、および圧下モータ制御装置18にレベリング補正手段36を備えている。そして、スキュー角演算器32は、ワークロール4およびバックアップロール8相互の軸心のスキュー角を演算し、レベリング誤差演算器34は、演算されたスキュー角からレベリング誤差を演算し、レベリング補正手段36は、演算されたレベリング誤差に基づいて、そのレベリング誤差が小さくなるように、圧下荷重付与機構10の圧下モータ10bを駆動する制御信号を圧下モータ制御装置18から出力させてレベリングを補正する。
(もっと読む)
圧延制御方法及び圧延制御装置
【課題】
従来は、エッジドロップ品質と、板端部によるロールヘの傷つきによる、板表面へのロールマークの防止を両立させた圧延は困難であった。
【解決手段】
WRを幅方向にいくつかの仮想領域に区切り、板端部がその位置にあった圧延長さを積算し、エッジドロップが許容値を超えないWRシフト領域内で、上記積算値がある値を超えた領域を使用しないようにWRのシフト位置を決定する。
【効果】
エッジドロップ品質と、板表面品質の両者を達成することが出来る。更にロール自体の寿命を長くすることが出来るので、ロールにかかるコスト削減,ロール交換のための時間削減による生産量増加が可能となる。
(もっと読む)
熱間圧延における板形状の制御方法
【課題】計測手段の少ないタンデム式の熱間圧延設備において、通常実測されるデータから板クラウン及び平坦度の予測モデルの形状変化係数を適切に決定し、精度の高い平坦度の予測を実現して、熱間圧延における精度の高い板形状の制御方法を提供する。
【解決手段】板クラウン予測モデルにより圧延材の板クラウン予測値を算出する板クラウン予測値算出工程と、タンデム式圧延機を操作するオペレータが手動により調整した際のオペレータ調整量と、平坦度予測モデルにより算出される平坦度予測値との相関係数の絶対値が大きくなるように決定された形状変化係数を用いて、平坦度予測値の決定値を算出する平坦度予測値算出工程とを備えていることを特徴とする熱間圧延における板形状の制御方法。
(もっと読む)
圧延機及びロール冷却時間の設定方法
【課題】ワークを冷間圧延する圧延機においてロット間のロール冷却を行う場合に、高価な設備投資を必要とせずに、板形状不具合の発生及び生産性の低下を防止する適切なロール冷却時間を設定することができる圧延機を提供することを目的とする。
【解決手段】圧延材の尾端の通過後から次の圧延までの間に圧延ロールの冷却工程を行う圧延機100におけるロール冷却時間の設定方法において、圧延材Wの尾端の通過後における圧延ロールの熱膨張量を求め、前記求めた圧延ロールの熱膨張量と前記圧延ロールの冷却工程に係る過去の実績情報とに基づいて、前記圧延ロールの冷却時間を設定することを特徴とする。
(もっと読む)
圧延ロール、圧延機および圧延方法
【課題】 被圧延材の板クラウンを効果的に修正可能であるばかりでなく、エッジドロップを低減することができ、しかも、局所的なロール間線圧上昇によるロール損傷が起こらない圧延ロール、圧延機および圧延方法を提供する。
【解決手段】 ロールクラウンを、極大値点と極小値点とを有する連続曲線であって、極大値点と極小値点とにはさまれた中央域を1つの関数とし、極大値点から最寄のロール端までの端部域を、中央域の関数の延長よりも急勾配の傾斜をもつ(つまり当該ロール端に近づくにつれての半径の減り方が激しい)関数とした曲線によって形成した。
(もっと読む)
鋼片の圧延方法
【課題】鋼片の連続圧延において、ツイスターやローラーガイドを使用せずに、圧延材の断面内温度分布等によって発生する、最終圧延機から出てくる鋼片の捻じれを解消して圧延後の鋼片の曲がりを抑制する方法を提供することである。
【解決手段】少なくとも最終圧延機5Hと最終1台前圧延機4Vが孔型圧延ロールを備え、最終圧延機5Hと最終1台前圧延機4Vとの間にツイスターを設置しない鋼片の連続圧延過程で、予め鋼片B2の捻じれ角と最終1台前圧延機4Vのロール軸方向調整量を対応づけ、鋼片B2の捻じれ角を測定装置6で計測した値に基づいて、最終1台前圧延機4Vの孔型圧延ロールをロール軸方向に調整して鋼片B2の捻じれを解消するようにした。このようにすれば、比較的断面寸法の大きい鋼片圧延の場合でも、ツイスターとの接触や捻じりによる表面疵の発生を回避して圧延後の鋼片の曲がりを抑制することが可能となる。
(もっと読む)
冷間タンデム圧延機
【課題】この発明は4基以上の圧延スタンドからなり、金属ストリップを高張力圧延する冷間タンデム圧延機及び圧延方法において、板破断を防止する。
【解決手段】4基以上の圧延スタンドからなり、少なくとも1スタンド以上の圧延スタンドで金属ストリップを該金属ストリップの耐力の30%以上の入側およびまたは出側張力を負荷して高張力圧延する冷間タンデム圧延機において、該高張力圧延を行う圧延スタンドのワークロール径を300mm以下150mm以上とし、かつ、該ワークロールの垂直方向の撓みを制御するためのベンダー装置を具備する。目標の板端部の張力をベンダーで制御して得るためには、張力を形状検出器から測定しても、諸圧延因子から推定しても良い。
(もっと読む)
エッジドロップ制御方法および装置
【課題】パラメータの調整が簡単でかつ高いエッジドロップ量推定精度を有するエッジドロップ制御方法および装置を提供することを目的とする。
【解決手段】入力項目および出力項目の実績データをデータベースとして蓄えるデータベース作成工程と、これから圧延される被圧延材の前記入力項目のデータを要求点データとして入力する要求点データ入力工程と、前記データベース内の全データと前記要求点データとの距離計算を行い、この計算した距離が短い順にデータを近傍データとして1つまたは複数選択する近傍データ選択工程と、選択された近傍データに基づいて、これから圧延される被圧延材のワークロールシフト位置を決定するワークロールシフト位置決定工程と、圧延を実施するごとに新たな実績データを、前記データベースに追加または更新するデータベース更新工程とを有する。
(もっと読む)
冷間連続圧延設備
【課題】圧延材を複数の圧延機で連続的に圧延する板圧延において、板端付近で急激に圧延材の板厚が減少する、所謂エッジドロップを改善するために最適な冷間連続圧延設備を提供する。
【解決手段】複数の熱延コイルを接合し、接合された前記熱延コイルの歪みをテンションレベラー7で矯正し、酸洗設備8に通過させて表面スケールを除去し、2台以上の圧延機で連続的に圧延するタンデム圧延機11を備え、且つ圧延機として先端に先細りのロールクラウンを設けた上下作業ロールを移動可能とした作業ロールシフトミル10を1台以上配置した冷間連続圧延設備において、エッジドロップ計2aをテンションレベラー7と酸洗設備8入り側に設けられたテンションブライドルロール3間に設けた。
(もっと読む)
冷間圧延における形状制御方法
【課題】広範囲な圧延条件に対応した適正なワ−クロ−ルクラウン量を算出し、ワ−クロ−ルに付与することにより、形状制御手段の能力不足を補い、形状精度に優れた圧延材を高生産性で製造できる制御方法を提供する。
【解決手段】圧延荷重,形状制御手段の制御量,素材クラウン量,圧延前形状及びワ−クロ−ルクラウン量を変数とし、板端から距離が異なる複数の箇所について板幅中央に対する伸び率差を表す数式モデルを予め作成し、板厚,板幅及び材質のテーブル区分毎に圧延荷重,素材クラウン量,圧延前形状の予測範囲における最大値と最小値及び形状制御手段の仕様範囲における最大値と最小値を数式モデルに代入し、圧延荷重,素材クラウン量,圧延前形状の予測範囲において形状制御手段の仕様範囲内で目標の伸び率差が得られるように、適正なワ−クロ−ルクラウン量を算出し、ワ−クロ−ルに付与する。
(もっと読む)
冷間圧延におけるエッジドロップの検出・制御方法及び装置
【課題】安価なγ線厚さ計を用いた走査型のプロフィール計により高精度なエッジドロップ制御を行う。
【解決手段】γ線源を用いた固定型及び走査型の板厚測定器を冷間圧延機列6の入側に配置し、固定型板厚測定器2はストリップ1中央部の厚さを測定し、一方、走査型板厚測定器3はストリップ1の板幅方向に機械的に走査することによって測定される幅方向の板厚プロフィールを用いてワークロール7のシフト位置を変更するエッジドロップのフィードフォワード制御を行うに際し、γ線厚さ計の精度が保証されない板幅端部の板厚プロフィールに、板幅端部より内側のγ線厚さ計測定値を用いて推定した板厚プロフィールを使用する。
(もっと読む)
1 - 20 / 34
[ Back to top ]