
Fターム[4E029MB01]の内容
Fターム[4E029MB01]の下位に属するFターム
ポート・ホールダイス (69)
Fターム[4E029MB01]に分類される特許
1 - 20 / 30
継目無管の製造方法
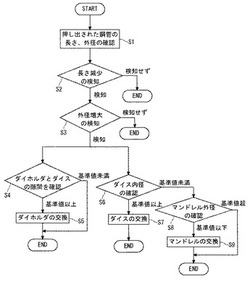
【課題】押出管の外径および肉厚が許容範囲を超えるのを抑制でき、不良の発生率を削減できる継目無管の製造方法を提供する。
【解決手段】熱間押出製管法により複数の中空ビレットを順に押出成形して押出管とする継目無管の製造方法において、押出成形が終了してから次の押出成形を開始するまでの間に検知工程および交換工程を順に行う。検知工程は、順に押出成形された管の長さの傾向を確認して長さ減少を検知する処理および順に押出成形された管の外径の傾向を確認して外径増大を検知する処理を含む。交換工程では、長さ減少および/または外径増大を検知した場合に(A)ダイホルダとダイスとの隙間が基準値以上の場合にダイホルダを交換する処理、(B)ダイスのベアリング部の内径が基準値以上の場合にダイスを交換する処理、(C)マンドレルのトップアップセット部の外径が基準値以下の場合にマンドレルを交換する処理を行う。
(もっと読む)
管材製造装置、管材製造方法、および、管材

【課題】簡単な機構で高い押し出し力で押し出し成形することができ、しかも、管内面に形成する螺旋状の凸部のねじれ角を大きくすることができる管材製造装置、管材製造方法、および、管材を提供することを課題とする。
【解決手段】管材製造装置10は、ビレット12の押し出し方向Fの側に設けられ貫通孔22が形成されているダイス16と、先端が貫通孔22よりも押し出し方向側に延び出すように貫通孔22を挿通する挿通部34とを備えている。挿通部34は、ビレット収容空間S内に入れられたフローティングダイ30に設けられており、貫通孔22の内周と挿通部34の外周との間に隙間が形成されている。挿通部34の側面側には螺旋溝40が形成されており、ビレット12がこの隙間から押し出されてなる管材Pが成形される際に管材内面側に螺旋状の凸部が成形される。
(もっと読む)
異形金属リングの製造方法
【課題】押出加工を用いてユニゾンリングを良好に且つ安価に製造することのできるユニゾンリングの製造方法を提供する。
【解決手段】金属の棒材から得た押出用素材に前方押出加工を施して、外周形状が周方向に凹凸形状をなす異形金属パイプを得た後、これを軸直角方向の切断面で所定幅に切断することによってユニゾンリングを得るようにする。その前方押出加工では、ダイス64の内面にランド部68を設けて、素材をランド部68を軸方向に通過させることで成形するようになす。その際、ランド部68の上面をテーパ面26となすとともに、テーパ面26には、ランド部68の外周端から凹型部28の上端28aに到る溝67を付加しておく。
(もっと読む)
異形金属リングの製造方法
【課題】押出加工を用いてユニゾンリングを良好に且つ安価に製造することのできる製造方法を提供する。
【解決手段】外周形状が周方向に凹凸形状をなし、内周側に凸形状部18を有するユニゾンリングを前方押出加工を用いて製造するに際し、前方押出加工前の成形品50に、内周側の凸形状部18が位置している部分の横断面の面積を増加させる、減面率調節用の凸形状部56を外周側に設けておき、押出加工時に凸形状部56を圧縮し消失させることで押出成形を曲がりなく真直ぐに行えるようにする。
(もっと読む)
異形金属リングの製造方法
【課題】押出加工を用いてユニゾンリングを良好に且つ安価に製造することのできる製造方法を提供する。
【解決手段】金属の棒材から得た押出用素材40に押出加工を施し、外周形状が周方向に凹凸形状を成す異形金属パイプ32を得た後、これを軸直角方向の切断面で所定幅に切断することによって異形金属リングとしてのユニゾンリング10を製造する。
(もっと読む)
押出加工用ダイス装置
【課題】均一な肉厚の製品を押出加工できるようにした押出加工用ダイス装置と押出部品の製造方法の提供を目的とする。
【解決手段】本発明は、組立ダイスが、突起部を有するオスダイスと、突起部を挿入する孔部を有するメスダイスを備え、メスダイスがオスダイスを一体化するための円柱状のボディを有してなり、ダイホルダの支持孔が素材ビレット導入側に向かって先窄まり形状とされ、メスダイスのボディの先端側に先窄まり形状の支持孔に嵌り込む嵌合部が形成されるとともに、バックプレートに組立ダイスを通過した押出品を通過させる通過孔が形成されてなることを特徴とする。
(もっと読む)
複層伝熱管、複層伝熱管の製造方法、及びその製造方法に用いられる成形治具
【課題】オープンラック式気化器に用いられるフィンチューブに関して、良好な熱伝導で液化天然ガスを気化させることができ、さらにフィンチューブの外周全体を犠牲陽極被膜で強固に被覆して海水に対する耐食性を向上させたフィンチューブを提供することを目的とする。
【解決手段】外周面に長手方向に沿って複数のフィン8を有する複層フィンチューブ2を、内部に長手方向に沿って液化ガスが流通する流通路を形成した内管材4と、内管材4の外周面を覆う外管材5とで構成する。少なくとも外管材5を、真密度材で構成する。外管材5で、内管材4の外表面を全て覆うとともに、外管材5と内管材4との界面に金属結合を形成する。
(もっと読む)
押出し成形装置、押出し形材及び押出し成形方法
【課題】押出し形材の形状の自由度を向上すると共に押出し形材を精度良く成形できるようにする。
【解決手段】押出し成形装置は、第1案内面7bと、第1案内面7bの方向及び押出し形材の押出し方向に対して傾斜した方向に延びる第2案内面8aとを有するガイド部材5と、第1案内面7bに沿って移動する第1摺動面12aと、第1摺動面12aに対して傾斜した方向に延びる第2摺動面12bとを有し、第1案内面7bに沿って移動可能な駆動部材12と、駆動部材12の移動に応じて第2摺動面12bに沿って摺動する被スライド面10bと、駆動部材12の移動に応じて第2案内面8aに案内される被案内面10cと、押出し形材50の押出し方向に沿うように形成された押出し形材の成形面10aとを有する可動ダイス10と、を備えている。
(もっと読む)
押出加工用ダイス
【課題】穴の不成形や強度不足などが生じにくい扁平多穴チューブを成形するための押出加工用ダイスを提供する。
【解決手段】複数の突起部2…2、3…3が互いに間隔をおいて並んだ突起部列が2列で設けられ、列が異なる隣接突起部2、3間で、壁面の一部が互いに対向する平面状の壁面2a、3aまたは扁平曲面壁で形成されており、前記平面状の壁面2a、3aまたは扁平曲面壁は、列が異なる隣接突起部間で略平行に対向していることが望ましく、さらには、幅方向の延長線が他の突起部の接線5、6の内側に位置していないことが望ましく、上記押出加工用ダイスによれば、押出加工により製造する際の成形性が良好で、欠陥の少ない扁平多穴チューブを製造することができる。
(もっと読む)
マグネシウム合金から形成される小型薄壁チューブを製造する方法
本発明は、医学的応用または医療用品(特にステント)のために小型薄壁チューブを製造する方法に関連し、特に生体再吸収可能なマグネシウム合金の金属片を変形して小型チューブを製造し、その後小型チューブは医療目的で用いられ、またはステントのような医療用品が製造され得る。1工程で高精度の小型チューブを製造可能とするために、本発明によれば基体3および基体3に対してテーパ形状のマンドレル4を有する雄金型2とブラインドホールまたは抜け穴を有する金属片とが用いられ、金属片のブラインドホールまたは抜け穴の直径はマンドレル4の外径以上であり、その後金属片は雄金型2とともにマンドレル4により少なくとも一部が、受容領域6および対向領域7を有する、雌金型5を通過するように押圧され、小型チューブを形成するために対向領域7はマンドレル4の外径以上で金属片の外径未満の自由直径を有する。 (もっと読む)
金属管の製造装置
【課題】金属管内周面にフクレが発生するのを有効に防止し、かつ金属カスの除去頻度を減らして高品質の金属管を効率良く製造する。
【解決手段】金属管の製造装置は、押出前部にダイスが設けられ、内部に金属製のビレット(B)が配置されるコンテナ(1)と、前記コンテナにおけるビレット(B)の後部に配置される環状の押盤(3)と、前記押盤(3)の中央孔(31)に後方から挿入されてビレット(B)に挿通されるマンドレル(4)と、前記押盤(3)を介してビレット(B)を前方に押し込んで、前記ダイスおよび前記マンドレル(4)間の環状隙間から押し出すための加圧ステム(5)と、を備え、前記押盤(3)における中央孔内周面(31a)および後面(3a)に空気抜き溝(35)を有し、かつ該空気抜き溝(35)は内周面(31a)の軸方向溝(35a)と後面(3a)の径方向溝(35b)とが不連続に設けられている。
(もっと読む)
押出材の製造方法および製造装置
【課題】押し出しながら偏肉を修正できる押出材の製造方法を提供する。
【解決手段】押出材の内周面を成形するマンドレル22が複数の脚部24a,24b,24c,24dによって支持され、前記脚部24a〜24dの内部に冷媒用通路26a,26b,26c,26dが設けられた押出ダイスを用いて押出成形するに際し、前記各冷媒用通路26a,26b,26c,26dに流通させる冷媒の流通状態を制御して複数の脚部24a,24b,24c,24dの冷却能のバランスを変化させることにより、前記マンドレル22の軸線の傾き状態を制御する。
(もっと読む)
中空押出材の製造方法
【課題】押出材を押し出しながら内側から冷却する中空押出材の製造方法を提供する。
【解決手段】 押出材(1)の中空部(2)を成形するマンドレル(22)の下流側端面に、吸引口(28)が開口する冷媒用通路(26)を備える押出ダイス(20)を用い、金属を押し出しながら、押し出された押出材(1)の中空部(2)内の冷媒(C)を前記マンドレル(22)の吸引口(28)から吸引することにより、外部の冷媒(C)をその押出材(1)の開口部から中空部(2)内に引き込んで該中空部(2)内に流通させる。
(もっと読む)
押出装置および押出材の製造方法
【課題】ベアリング部を選択的に冷却できる押出装置を提供する。
【解決手段】 押出装置は、押出材(1)の内面(2a)を成形するベアリング部(25)を有し、前記ベアリング部(25)の内側を通り、下流側端面に開口部(28)を有する冷媒用通路(26)を備える押出ダイス(20)と、前記開口部(28)から冷媒用通路(26)を介して冷媒(C)を吸引する吸引手段(60)とを備える。
(もっと読む)
押出ダイスおよび押出材の製造方法
【課題】ベアリング部を選択的に冷却できる構造を有する押出ダイスを提供する。
【解決手段】 押出材(1)の内面(2a)を成形するベアリング部(25)を有し、前記ベアリング部(25)の内側を通り、下流側端面に開口部(28)を有する冷媒用通路(26)を備える押出ダイス(20)であって、前記冷媒用通路(26a)は、ベアリング部(25)の内側(29)における熱交換効率がその上流側部分(26a)における熱交換効率よりも高く設定されている。
(もっと読む)
金型部材の加工方法、金型部材の製造方法、押出ダイス、押出材の製造方法及び押出材
【課題】微細な放電加工形状を有する金型部材の前記微細形状部分の溶融残留層(加工変質層)を、均一に精度良く除去することができ、長寿命化、高機能化を図ることができる金型部材の加工方法等を提供する。
【解決手段】金型部材1における放電加工された加工部分12の表面26に生じている溶融残留層を、ワイヤ放電研削法により製作されたツール70を用いて除去する。ワイヤ放電研削法によれば、加工精度が高く高硬度で微小なツールを製作することができ、このツールを用いて、放電加工によって加工部に生じた溶融残留層を除去するから、該溶融残留層を均一にまた高精度に除去することができる。
(もっと読む)
半溶融押出成形装置及び方法
本発明は、半溶融押出成形装置及び方法に関し、解決しようとする技術的課題は、低い押出圧力で成形でき、装置の寿命及び製品の強度を向上させ、製造工程中の発火現象を抑制し、保護ガスの使用量を減少させ、また溶接線の形成を抑制することにある。そのために、本発明は、10から30重量%部の半溶融ビレットが格納されるように第1の貫通孔が形成され、第1の貫通孔の外部には半溶融ビレットが等温維持されるようにヒータが設けられたコンテナと、コンテナの前方から第1の貫通孔に挿入されて、半溶融ビレットを後方に加圧するステムと、コンテナの後方に結合され、円周方向の熱変形を防止するために多数の冷却材流出入孔が形成されたダイリングと、ダイリングの内部でコンテナの第1の貫通孔と連通されるとともに相対的に小さい直径を有し、半溶融ビレットを押出する第2の貫通孔が形成され、温度測定のための多数の熱電対挿入孔が形成されたダイ本体と、ダイリングの内部でダイ本体の後方に結合され、押出される半溶融ビレットを固相押出材に相変化させるように、多数の冷却材流出入孔が形成されたダイ本体支持台と、ダイ本体支持台と密着するとともに、ダイリングの後方に結合されたダイ平衡支持台と、ダイ平衡支持台に結合されて、固相押出材を冷却する冷却部と、を含む半溶融押出成形装置を提供する。 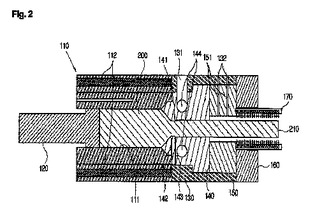 (もっと読む)
(もっと読む)
回転ダイを用いるプロファイル製造のためのデバイスと方法
本発明は、回転ダイ(10)を用いるプロファイルの連続的な工業生産のために流出プロファイル(12)をつかんで、誘導して、引張るためのデバイス(30)と方法に関する。本発明は、主に開始時に、粘着性があり、摩擦差があり、不均一な物質流によって引き起こされる問題を解決する。本デバイスと方法は、回転ダイを用いるプロファイルの製造時の問題の90〜95%以上を引き起こす、開始時とビレット変化において引き起こされる問題のたいていの問題を解決する。 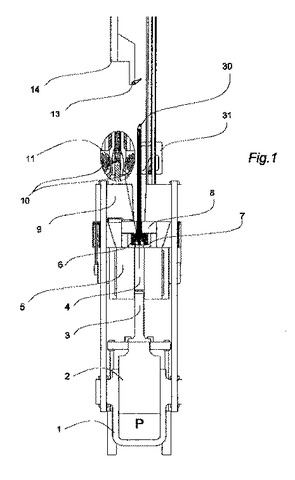 (もっと読む)
(もっと読む)
連続押し出し装置
連続押し出し装置の押出し軸組み立て体は、チャンバー16内の内部空間に各出口開口部10が接続する一対の放出口27に隣接しチャンバー16内に位置する中心に間隔を有する軸30で形成され、耳たぶ状でキノコ型の当て盤28と、環状の押し出し間隙44を形成するため押し出しダイス体20上の環状肩部42と共に動く首部40の周囲のカラー38にまとめられた前面と外端部36と前記軸30から拡がる後面34とを有する一対の耳たぶ状形成部32とを含み、各耳たぶ状形成部32は押し出し材料に抗する摩擦面が耳たぶ状の当て盤28の周囲に十分均一であるよう輪郭が形成されている。放出口27と前記間隙44の間の個々の通路は耳たぶ状形成部32の後面、端部、前面の各表面で測定される長さと十分等しい。直径最大150mmで壁の厚みが1mmから4mmまでの押し出しアルミニウム円筒形チューブが不連続となることを回避して形成されるだろう。 (もっと読む)
成形型加工電極、成形型の製造方法及び成形型
【課題】より容易に成形型加工電極や成形型を作製することができると共に、作製した成形型で成形体を成形する際に成形体の成形曲がりをより抑制する。
【解決手段】成形型加工電極10は、六角形の立壁部23が連なることにより外周が略円状に形成されたスリット溝形成部22により成形型のスリット溝を加工する一方、内周が略円状に形成されスリット溝形成部22の外周の立壁部23に重なり合うと共にその外周が略円状に形成されたスリット溝形成部32により、外周側のスリット溝を加工する。同様に、第3電極40のスリット溝形成部42より、更に外周側のスリット溝を加工する。このように、複数のスリット溝形成部が円周方向に分割され、複数のスリット溝形成部の重複部分が成形体と同じ略同心円状に形成されている。また、スリット溝形成部22,32,42,の面積がより近い値に設計されており、電極の消耗度合いの差を生じにくい。
(もっと読む)
1 - 20 / 30
[ Back to top ]