
Fターム[4E050BA03]の内容
金型の交換、取付け、製造 (1,478) | 分割金型 (52) | 可動部を有するもの (18)
Fターム[4E050BA03]に分類される特許
1 - 18 / 18
プレス装置
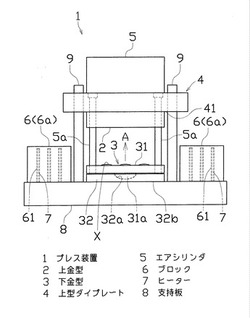
【課題】 アルミニウム製のブロックの線膨張を利用することによって、粉塵等を生じることなく省電力でプレス成形を行うことができるプレス装置を提供する。
【解決手段】 上金型2が固定された上型ダイプレート4と、下金型3を前記上金型2に対して接近離反するように昇降移動させる昇降移動手段5と、該昇降移動手段5によって下金型3が上金型2に対して接近するように上昇した際に下金型3の下方へと移動可能な内部に複数のヒーター7を有するアルミニウム製のブロック6と、該ブロック6を支持するための支持板8と、を備えるプレス装置であって、ブロック6は、昇降移動手段5によって下金型3が上昇した際に該下金型3の下方へと移動し、複数のヒーター7によって加熱されて線膨張することにより下金型3を下方から押圧して成形材料のプレス成形を行う。
(もっと読む)
切断金型装置、及びそれを用いた切断方法

【課題】パンチの先端部から確実に切断カスを分離させることができる切断金型装置、及びそれを用いた切断方法を提供すること。
【解決手段】本発明にかかる切断金型装置は、パンチ受け孔1aを有するダイ1と、パンチ受け孔1aに対して挿脱可能に設けられたパンチ2とにより切断対象となる薄板材を切断する切断金型装置であって、パンチ2が、第1パンチ2aと第2パンチ2bとを含む複数のパンチに分割され、第2パンチ2bは、第1パンチ2aと協働して薄板材を切断するとともに、その下死点がパンチ受け孔1a内に設けられたパンチストッパー1bにより制限され、第1パンチ2aの下死点が第2パンチ2bの下死点よりも下になっているものである。
(もっと読む)
パンタグラフ式ジャッキのアッパアーム又はロアアームの製造装置
【課題】アーム側面の曲げ工程の前に、アーム側面にフランジやリブ等を形成することができる、パンタグラフ式ジャッキのアッパアーム又はロアアームの製造装置を提供すること。
【解決手段】凹部211が形成された下型210と、少なくとも2分割された型状部300a,300bとを有し、下型210の凹部211の上方にアーム形状板Wが搬送されるとほぼ拡大状態の上型300の型状部300a,300bによりアーム形状板Wを押して凹部211内に移動させ、アーム形状板Wの両側面を曲げ加工し、アーム形状板Wの両側面を曲げ加工後、型状部300a,300bを拡大状態から縮小状態に戻して上昇させる。
(もっと読む)
湾曲板のプレス成形機
【課題】必要な荷重の得られにくいメインジャッキから離隔した金型端部においても、必要な加工度を得ることができるようにした湾曲板のプレス成形機を提供する。
【解決手段】上金型5と下金型6をワークのサイズと一致するように形成し、前記上金型5は、メインジャッキ7に連結された上金型本体50と、該上金型本体50に固定され前記メインジャッキ7の近傍に配置された中央部金型51と、該中央部金型51よりも前記メインジャッキ7から離隔して配置された外周部金型52とを有し、前記外周部金型52は、前記上金型本体50にサブジャッキ8を介して前記上金型本体50から近接又は離隔する方向に移動可能に設けた。
(もっと読む)
弾性体型成形装置及び方法
【課題】押型により平板材の素材を介して加圧された成形用弾性体の、圧縮に伴うはみ出し変形を押型方向(内方)に強制し、素材を曲げ成形するための反力を確保することのできる弾性体型成形装置及び方法を提供する。
【解決手段】平板材6を曲げ成形するプレス加工用の弾性体型成形装置であって、上下方向に移動する押型3と、前記押型3に対向する下方に配置され、凹状空間を有する拘束ブロック5と、前記拘束ブロック5の凹状空間内に収納され、上面に前記平板材6が載置される成形用弾性体4とを備え、前記拘束ブロックの凹状空間を形成する幅方向両側壁は、上方に向かうに従って狭くなるような傾斜面5Aを有している。
(もっと読む)
製品成形システムおよび加工ユニット
【課題】金属薄板を加工して製品を成形する製品成形システムまたは加工ユニットにおいて、成形する製品の寸法に合わせて、幅および奥行き等の2つの寸法変更を容易に行うことができ、寸法の異なる製品を順次作製することができる製品成形システムおよび加工ユニットを提供する。
【解決手段】 製品成形装置100は、上金型121と下金型122の少なくとも一方は、成形する製品の寸法に合わせて、上金型121の下金型122に対する相対的な移動方向H1に垂直な仮想平面G1に沿って変位可能な複数の分割下層金型123A〜123Dを含み、分割下層金型123A〜123Dは、仮想平面G1に沿って延びる仮想軸線X1の軸線方向D1と、仮想平面G1に沿って延び、仮想軸線X1と交差する方向に延びる仮想軸線Y1の軸線方向M1とのいずれの方向にも移動可能に設けられる。
(もっと読む)
絞り加工装置及び絞り加工方法
【課題】製品の内表面に形成する凹凸状部が、金型に対して製品の抜き方向で引っ掛かる形状の場合でも、絞り加工によって内表面を凹凸状に成形した素材を、良好な離型性をもって金型から取り外すことができる絞り加工装置を提供すること。
【解決手段】主軸2の先端に配設した金型10と、この金型10の表面形状に沿った形状に素材Wを成形する絞りローラRとを備えた絞り加工装置において、金型10を、凹凸状の表面形状を有し、かつ、素材Wの成形後、縮径可能な分割構造とする。
(もっと読む)
バネ製品製造ライン
【課題】短時間で型装置の交換が可能なバネ製品製造ラインの提供。
【解決手段】基台52に装着された型装置50によってバネ鋼線を塑性加工してバネ製品とする製造エリア2と、型装置50を基台52から脱着して交換する型装置交換エリア3と、型装置交換エリア3において基台52に装着された型装置50を製造エリア2に搬送する型装置搬送ライン4とを有し、型装置50は、バネ鋼線を油圧によって曲げ加工する複数の成形ユニット54を備え、基台52は、前記成形ユニット54に圧力油を供給するとともに、前記成形ユニット54の夫々に対して着脱可能に設けられた油圧ホース62を備え、型装置50への油圧ホース50の脱着および装着は、型装置交換エリア3において行うバネ製品製造ライン。
(もっと読む)
プレス加工方法およびプレス加工装置
【課題】キャラクタラインを明確に形成できるプレス加工方法およびプレス加工装置を提供すること。
【解決手段】プレス加工装置10は、第2上型90を下降させて鋼板12のキャラクタライン85を含む部分をプレス成形する。次いで、第1上型38を下降させて鋼板12の残る部分をプレス成形する。これにより、第2上型90と下型52とで、先ずキャラクタライン85を形成するため、リヤサイドアウタパネルにキャラクタライン85を明確に形成できる。
(もっと読む)
金属缶のプレス成形方法及びその成形装置
【課題】 被加工材の折り返しや湾曲状に折り曲げる等複雑な加工であっても、構造簡単にして小型化できると共に、十分な成形精度を得ることができる。
【解決手段】 予め金属製薄板の表面に環状の凸状帯3を座押しする一次座押し工程Aと、一次座押し工程により成形された凸状帯付き平板1aの周端縁を下方に折り曲げる一次折曲工程Bと、一次折曲工程により成形された周側壁部4付きの金属缶体1bの周側壁部一部を残してその全周先端部を舌片5として内側へ直角に折り曲げる二次折曲工程Cと、二次折曲工程により成形された舌片付きの金属缶体1cの舌片を内側に鋭角的に折り曲げる鼻曲工程Dと、鼻曲工程により成形された鋭角的な舌片付きの金属缶体1dの周側壁部4を舌片5と共に湾曲状に折り曲げる三次折曲工程Eと、三次折曲工程により成形された湾曲状周側壁部付きの金属缶体1eの凸状帯3を上下逆方向に座押しして金属缶1を成形する二次座押し工程Fとを順次操作する金属缶のプレス成形方法としている。
(もっと読む)
内筒拡径装置
【課題】防振装置の内筒を安定支持できて内筒を所望の寸法に正確に拡径できる内筒拡径装置を提供する。
【解決手段】第1支持体10と環状のダイス20と第2支持体とを備え、ダイス20が複数の分割ダイス21に分割されて、複数の分割ダイス21が径方向に位置変更自在に第2支持体に支持され、内筒載置部に載置した内筒1に上方Z2側から挿入された拡径ポンチPが、内筒1を拡径しながら内筒1から突出するに伴って、複数の分割ダイス21の内周部21Nが拡径ポンチPに押圧され、複数の分割ダイス21が、内筒載置部に内筒1を載置させたまま第2ストローク端側に位置変更するよう構成されている。
(もっと読む)
管材の成形装置
【課題】 1つの駆動源で複数の分割型を均等に型締めできる成形装置を提供する。
【解決手段】 管材に絞り加工とかしめ加工を行うには、先ず芯金30に管材を外挿する。このとき外金型1を構成する上下の分割型11,12は型開き状態にある。この状態から外金型1を構成する上方の分割型11を下動させる。すると、内金型2を構成する4つの分割型21,22,23,24は中心に向かって均等に移動し、4つの分割型の内側面に形成した成形面26,27にてエキゾーストパイプに絞り加工とかしめ加工を同時に施す。
(もっと読む)
角缶のネッキング方法およびその装置
【課題】 角缶であっても安定した形状にネッキングすることができる角缶のネッキング方法およびその装置を提供すること。
【解決手段】
角缶4の缶胴開口部のネッキング成形部4cを、中型11で支持するとともにネッキングダイ12で縮小成形するネッキング装置10で、ネッキング成形部4cの下部を拡縮可能な割り型の第2中型13で支持するようにする。
これにより、ネッキングダイ12に素缶4Aを沿わせることができ、平坦部4aも角部4bと同様に所望の形状にネッキングでき、形状も安定した成形ができるようにしている。
(もっと読む)
プレス成形方法及びプレス成形金型
【課題】 O曲げして成形された円筒形状の突合せ部の精度が確保されるプレス成形方法及びプレス成形金型を提供する。
【解決手段】 フローティングダイス6をダイス9の成形面11に対して成形部12側へ突出させて、パンチ5がストロークエンドに到達される直前のタイミングでフローティングダイス6をダイス9に対して後退させて、該フローティングダイス6の成形面11aをダイス9の成形面11に整合させた。したがって、予備成形品1がO曲げされて丸められる過程で、予備成形品1の一端部2がフローティングダイス6に突当てられて、予備成形品1の一端部2が、成形される円筒形状の軸心回りに位置決めされることにより、円筒形状の突合せ部の精度が確保される。
(もっと読む)
形状凍結性に優れたプレス金型
【課題】プレス成形部品における形状凍結不良を防止するプレス成形金型を提供する。
【解決手段】ポンチの長手方向とストローク方向にポンチを分割し、ストローク方向の分割個所に弾性体を配置することで、ポンチに段差を設け、成形下死点においてポンチの高さは一定となるプレス金型。また、配置した弾性体の耐荷重をそれぞれ変えることで、スプリングバック低減を図る。
(もっと読む)
金型装置及びこれに用いられる治具
【課題】入子駒を再製作したり、ミラー受部を研削又は研磨することなく、正確にミラーダハ角を調整する。
【解決手段】パンチスライダ21を上下方向に変位させることにより、キャリッジ部品における各ミラー受部TA、TB、TC、TD、TE、TFを形成するためのパンチ22を前後方向に変位させて、パンチ22の位置を調整するようにしている。パンチ22の位置が調整されると、パンチ22により形成される各ミラー受部の位置も調整される。そうすると、各ミラー受部により決定される2枚のミラーがなす角度、すなわち、ミラーダハ角も調整される。
(もっと読む)
金属容器のプレス成形方法とプレス成形装置
【課題】有底筒状の被加工材の開口周端縁に負角折曲部を形成するに際し、成形時に内外から負角折曲部を規制して高い精度で成形できるとともに、コスト、加工時間、設備費の低減を図り得るプレス成形方法とプレス成形装置を提供する。
【解決手段】有底筒状の被加工材8の開口周端縁8aに負角折曲部17を形成する金属容器のプレス成形方法であって、開口周端縁8aを周囲から規制し内方へ曲げ加工する外型5と、被加工材8内に挿入配置され開口周端縁8aを内方から規制する段部13を有する内型3とを備え、外型5と内型3の段部13とが協働して負角折曲部17を形成した後に、外型5と内型3の段部13は相対的に軸方向に移動して負角折曲部17外周に空隙18を形成し、その後、負角折曲部17が段部13を乗り越えて内型3と離反するようにする。
(もっと読む)
クリンパ
製品整形装置は複数の可動型(30)を含み、可動型(30)は型を移動させることにより寸法が変更されるチャンバーを形成するように配置される。各型は整形される製品と接触する接触面を有する。チャンバーは第1断面を有する第1部分と、第2断面を有する第2部分とを有する。いずれかの部分はテーパを含む。第1部分は第2部分と異なるように整形された断面を有する。第1部分は第2部分よりも大きい面積の断面を有する。第1部分の長手軸は第2部分の長手軸から偏倚されている。 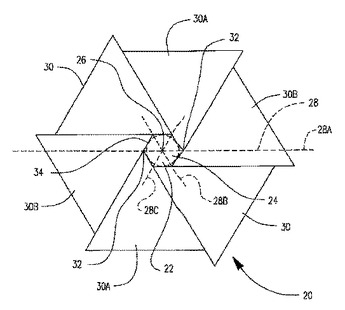 (もっと読む)
(もっと読む)
1 - 18 / 18
[ Back to top ]