
Fターム[4E050CA03]の内容
金型の交換、取付け、製造 (1,478) | 金型の交換方向 (77) | 水平二次元移動 (21)
Fターム[4E050CA03]に分類される特許
1 - 20 / 21
金属薄板加工機械のための工具収容部を備える金属薄板供給兼金属薄板排出ユニット
本発明は、第1の工具収容部(10,39)を備える金属薄板供給兼金属薄板排出ユニット(1)に関する。これにより、工具(11)を第1の工具マガジン(13)から、金属薄板加工機械(21,33)に組み込まれた第2の工具収容部(15)又は金属薄板加工機械(21,33)の工具収容部(24,25,34,35)に受け渡すことができ、これにより、自動的に金属薄板加工機械(21,33)に交換可能な工具(11)の数を低コストかつ省スペースに増加させることができる。 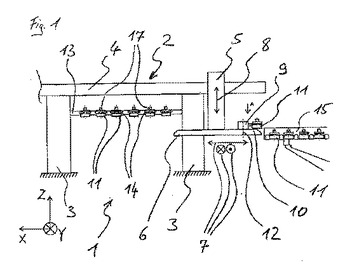 (もっと読む)
(もっと読む)
プレス加工システム
【課題】設置面積を小さく構成できるプレス加工システムを提供すること。
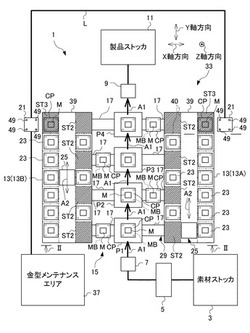
【解決手段】板状部材をプレス加工して工業製品を生産する複数のプレス機P1〜P4を有するプレス本体を備え、複数のプレス機P1〜P4の内部に備えられた金型Mを移動させて金型格納庫13に収納する構成を有するプレス加工システム1において、金型Mを金型格納庫13に収納又は搬出するに際し、金型搬送台車21を直接金型格納庫13の内部に進入させて、金型Mを金型格納庫13の内部に収納又は金型格納庫13から搬出する。
(もっと読む)
プレス加工システム

【課題】設備全体をコンパクトに構成できるプレス加工システムを提供すること。
【解決手段】ムービングボルスタMBに設置された金型Mを用いてワークにプレス加工を施すプレス機P1と、複数の金型を収納可能な金型格納庫13と、を有するプレス加工システムにおいて、プレス機P1で使用される金型M及びムービングボルスタMBを金型格納庫13の内部とプレス機P1との間を自由に移動させる機構を備えると共に、金型格納庫13の内部には、金型MとムービングボルスタMBとを分離させる金型分離装置60が設けられる。
(もっと読む)
プレス加工システム
【課題】金型の交換時間を短縮できるプレス加工システムを提供すること。
【解決手段】板状部材をプレス加工して工業製品を生産する複数のプレス機P1〜P4を有するプレス本体と、複数のプレス機P1〜P4それぞれの内部に備えられた金型Mを移動させて金型格納庫13に収納するムービングボルスタMBと、を備えるプレス加工システム1において、金型格納庫13は、プレス本体の長手方向を中心にして左右両側に一対配置される。
(もっと読む)
タンデムプレス装置とその金型交換方法
【課題】直列に配置された複数のプレス装置を備え、隣接するプレス装置間にワークが通過できるスペースを設けることができ、かつプレスライン全長を短縮することができ、金型交換をスムースに短時間にできるタンデムプレス装置とその金型交換方法を提供する。
【解決手段】プレスライン1に沿って直列に配置された複数のプレス装置26A,26Bを備え、隣接するプレス装置間に所定の間隔Aを隔てたタンデムプレス装置。プレスライン方向に各プレス装置内にそれぞれの金型を搬入・搬出し、プレスラインに直交する方向に間隔Aを通してプレス装置外とプレスラインの間で金型を搬送する金型交換装置20を備える。
(もっと読む)
金型交換方法
【課題】金型を交換するときに加工機、例えば、タレットパンチプレスの稼働停止時間の短縮を図ることにより、タレットパンチプレスの稼働効率を向上させることのできる金型交換方法を提供する。
【解決手段】金型交換装置35を用いることにより、ストレージ37の上、下部収容タレット71A,71B、73A,73Bから装着金型PSを取り出してバッファ機能を有する上、下部タレット11,15に装着し、上、下部タレット11,15に装着されている交換金型PCを取り出して上、下部収容タレット71A,71B、73A,73Bに収容する金型交換方法であって、上、下部タレット11,15に金型が装着されていない空きステーションSEを少なくとも1つ設け、金型交換装置35を動作させて上、下部タレット11,15の空きステーションSEに装着金型を装着した後、上、下部タレット11,15から交換金型PCを取り出す。
(もっと読む)
ムービングボルスタ装置の給電装置および給電方法
【課題】給電ケーブルを付帯させる必要がなく、しかも無線制御のように電源やアンテナを搭載することなしにボルスタに給電して、作動安定性を確保できる給電装置を提供する。
【解決手段】プレス機械M1,M2とボルスタ待機エリアE1,E2との間で、左右走行用レール1および前後走行用レール2を介してボルスタB1〜B3の入れ替えを可能とする。レール1,2に沿って左右走行用給電トロリ7および前後走行用給電トロリ8を進退移動可能に設けるとともに、各ボルスタB1〜B3には左右走行用集電子5および前後走行用集電子6を設ける。ボルスタB1〜B3がレール1または2に沿って走行移動する際には、給電トロリ7または8と集電子5または6とを介してボルスタB1〜B3側に給電する。
(もっと読む)
板状の工作物を切断しかつ/又は変形するための工作機械
【課題】板状の工作物のための工作機械であって、工作物支台と工具ポンチ受容部と工具ダイ受容部と工具駆動装置と複数の工具ポンチ及び複数の工具ダイとを有している形式のものを改良して、工作機械にて使用可能な工具構成形態の可能性を拡大すること。
【解決手段】昇降軸線(15)に沿って異なる高さを有する工具ヘッド(23)を有する種々の工具ポンチ(9)と、同様に昇降軸線(15)に沿って異なる高さを有する工具ヘッド(28)を有する種々の工具ダイ(11)とが設けられており、工具ポンチ受容部(8)が工具ポンチ受容部(8)に固定された工具ポンチの工具ヘッド高さに合わせられてかつ工具ダイ受容部(10)が工具ダイ受容部(10)に固定された工具ダイ(11)の工具ヘッド高さに合わせられて工具駆動装置(13,14)によって、昇降軸線(15)に沿って工作物支台(3)に対し調節可能であること。
(もっと読む)
工具ホルダ交換型パンチプレス
【課題】 工具ホルダだけでなく、工具ホルダに対する工具の交換も自動化できて、多数の工具を用いることが必要な多品種少量生産にも、効率良く生産が行え、また工具ホルダに対する交換工具の誤りが回避できる工具ホルダ交換型パンチプレスを提供する。
【解決手段】 パンチプレス1は、工具8を保持する複数の工具ホルダ7が装着可能であって、装備している工具ホルダ7が交換可能である。このパンチプレス1の外で工具ホルダ7を保管する機外工具ホルダマガジン6を設ける。このパンチプレス1と機外工具ホルダマガジン6との間で移動して工具ホルダ7を自動交換する工具ホルダチェンジャー3を設ける。工具8を複数保管する工具マガジン4を設ける。この工具マガジン4と機外工具ホルダマガジン6との間で工具8を自動交換する工具チェンジャー15を設ける。
(もっと読む)
金型交換装置
【課題】金型交換時間の短いV型の金型交換装置で、搬送台車と移送手段との間で金型を移載するための新たな移載手段を設けることなく、使用前後の金型を型置き場等に移送できるようにすることである。
【解決手段】各待機位置B1、B2からプレス機1の前面の作業位置Aへ進退する搬送台車3の2本の進退軌条2a、2bと、各進退軌条2a、2bと交差する横行台車5の横行軌条4とを設け、プレス機1内へダイホルダ6を出し入れする押し引き手段10を組み込んだ搬送台車3の前面側に横行台車5を横付けして、搬送台車3と横行台車5との間でダイホルダ6を移載することにより、金型交換時間の短いV型の金型交換装置で、搬送台車3と横行台車5との間でダイホルダ6を移載するための新たな移載手段を設けることなく、使用前後のダイホルダ6を横行台車5で型置き場に移送できるようにした。
(もっと読む)
金型取付装置
【課題】金型の取付作業において作業者の負担を減らすと共に作業効率を向上させる。
【解決手段】金型取付装置100は、金型を積載する金型積載部110と、金型積載部110と連結されたアーム121と、アーム122と、アーム121およびアーム122を昇降するアーム昇降部140と、アーム121および122の移動を制限するアームストッパ131および135と、アーム昇降部140の昇降方向および昇降速度を制御する金型取付装置制御部200と、アーム昇降部140の昇降方向の入力を受け付ける操作部300とを備える。アーム121および122はそれぞれ接続部材123および125における所定点を支点として回動する。また、アームストッパ131および135によりアーム121および122の動きが制限されているか否かでアーム昇降部140における昇降速度は変わる。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】 焼入れを行いながらも成形品の生産性を維持することのできるプレス成形方法およびプレス成形装置を提供する。
【解決手段】 加熱された金属板(11)に対して、上金型及び下金型を含む金型ユニットを複数用いて成形工程及び機械加工工程並びに冷却工程を行うプレス成形装置であって、金属板が搬送される第1の搬送経路上に配置され、成形工程及び機械加工工程を順次行う複数の加工用金型ユニット(1,2)と、複数の加工用金型ユニットによる成形工程及び機械加工工程で得られた金属板に当接して冷却工程をそれぞれ行う複数の冷却用金型ユニット(3)と、複数の冷却用金型ユニットを移動可能に支持し、各冷却用金型ユニットによって第1の搬送経路とは異なる第2の搬送経路上で金属板を搬送させる支持ユニットと、を有する。
(もっと読む)
ボルスター段替装置
【課題】
ピット部分を広げることなく、かつ床台車を装備することなくピット部の開口部を塞ぐことが可能なボルスター段替装置を提供することを目的とする。
【解決手段】
ピット3に設置したレール4を所望な高さに保持する架台18と、かつ、該ピット3の底部の両側に床板9が昇降可能な床昇降装置10を設け、搬送台車7のいずれかのステージ6がプレス機1の正面に位置する時に、ピット3の開口部側にある床昇降装置10の床板9を作業床2の高さまで上昇させることで、ピット3の開口部を塞ぐことが可能となる。
(もっと読む)
工具ホルダチェンジャー制御プログラム作成装置
【課題】 一つのスケジュールの実行の前に複数の工具ホルダの搬出または搬入が必要な場合に、工具ホルダを運ぶ移動体の往復動作回数を低減でき、効率の良い搬入搬出が行える工具ホルダチェンジャー制御プログラム作成装置を提供する。
【解決手段】プログラム作成装置35は、仮搬入搬出情報作成手段36と、複数同時搬送化手段38とを有し、仮搬入搬出情報作成手段は、スケジュール別使用工具ホルダ情報、およびスケジュール実行順情報から、単独搬出指令および単独搬入指令を仮の実行順に並べた情報である仮搬入搬出順情報を作成する。複数同時搬送化手段は、仮搬入搬出順情報において一つのスケジュール に2個以上の単独搬出、または単独搬入指令がある場合など、所定の複数同時搬送可能条件を充足する場合に、これらの指令よりも前にある単独搬出指令または単独搬入指令に繰上げ結合して複数同時搬入指令、複数同時搬出指令、または複数同時交換指令とする。
(もっと読む)
チェンジャー付き加工設備制御システム
【課題】工具ホルダの交換が事前の加工中でも行えて、機械の停止する工具ホルダの交換時間の短縮を図ることができ、かつ工具ホルダチェンジャーと加工機との動作のタイミングをとることが容易な制御システムを提供。
【解決手段】複数の工具ホルダ7を交換可能に装備するパンチプレス1と、機外工具ホルダマガジン6と、この機外工具ホルダマガジン6とパンチプレス1との間で工具ホルダ7を自動交換する工具ホルダチェンジャー3とを備えた加工設備を制御する制御システムで、スケジュール作成装置34とを備え、工具ホルダチェンジャー3に交換させる工具ホルダ7の情報であるチェンジャー動作情報44を、転送要求F3により作成しチェンジャー制御装置32へ送るチェンジャー動作情報作成し、送られたチェンジャー動作情報44に従って工具交換の制御を行う。
(もっと読む)
スピニング機の金型交換装置及び該装置を備えたスピニング機
【課題】立形スピニング機の金型交換作業の時間短縮と安全性を確保する金型交換装置を提供すること。
【解決手段】立形スピニング機の本体の一部にスピニング機主軸と平行な方向に移動と回転可能な駆動部材を設け、該駆動部材に2段又は1段のスイングアームとスイングアームの端部に金型受台を取着して、金型をスピニング機の主軸上に搬入/搬出する。前記駆動部材として、ピストン軸に嵌合して回転及び摺動可能な油圧/空圧シリンダーを用いるか、ボールネジとそれに係合するナット筺を用いる。
(もっと読む)
プレス機械の昇降装置
【課題】 プレス負荷を受け止める時に、各部の遊びを予めなくして上下方向の剛性を高めることができるプレス機械の昇降装置を提供する。
【解決手段】 昇降機構23によって昇降可能とされ、プレス機械のプレス動作時に加圧力を受ける昇降台26を設ける。前記昇降機構23により昇降台26が上昇位置にあるときに、昇降機構23の昇降方向の遊びを、前記昇降台26を上昇または下降方向に寄せて除去する遊び除去手段42を設ける。
(もっと読む)
金型交換装置
【課題】 自動鍛造プレス等の金型を交換するための金型交換装置で、作業者のカンやコツに頼らず、より簡単かつ安全に金型を保持して交換できるようにすること。
【解決手段】 金型保持部を備えたアームを、水平面内で回転自在な関節部を介して連結した複数のアーム部材で構成し、該アームの基部を機枠に水平面内で回転自在に取り付けるとともに、前記関節部の回転角度を検出する回転角度検出手段と、該回転角度検出手段の出力に基づいて前記金型保持部の平面位置を算出する保持部位置算出手段と、該保持部位置算出手段によって算出された金型保持部の実際の位置が金型着脱可能範囲内にあるか否かを判定する判定手段とを設けた。
(もっと読む)
トランスファプレスのワーク搬送装置とそれに用いるダイセット
【課題】簡易な装置構成で、ワーク保持具の段取り時間の短縮化と作業性の向上を図る。
【解決手段】ワーク搬送方向に沿うように配され、3次元方向に移動自在なトランスファバー13,14と、このトランスファバー13,14に着脱自在に設けられるフィンガ15と、下型が載置されるとともに、金型交換時には下型と上型とが重ねられた状態でそれら下型および上型をプレス本体2に対して搬出・搬入するダイセットと、このダイセットの両側部に設けられ、金型交換時にフィンガ15が載置される受台を備える構成とする。
(もっと読む)
パンチ位置変更保持体工作体の可逆的浮動パンチ保持体
【構成】浮動パンチ(74)を後退位置である脱離位置および繰り出し位置である係合位置に位置決めするパンチ位置変更保持体(8)である。この位置変更保持体は、位置変更保持体本体(10)および位置変更保持体本体の底面から上向きに貫通形成したパンチ保持体を受け取る開口(20)を有する。位置変更保持体本体のノーズ部分(12)から遠い位置にある後退位置とこのノーズ部分に隣接する繰り出し位置との間においてアクチュエータ(14)によって位置変更保持体本体に設けた当てへし部材(50)を作動する。パンチ保持体を受け取る開口に受け取ることができる浮動パンチ保持体(64)は、その上端で当てへし部材に係合する。浮動パンチ保持体内にパンチを受け取る孔(72)を形成し、パンチ保持体を受け取る開口内で浮動パンチ保持体の長手方向中心線(68)を中心にして回転できるようにパンチを受け取る孔を設定する。 (もっと読む)
1 - 20 / 21
[ Back to top ]