
Fターム[4E050CB04]の内容
金型の交換、取付け、製造 (1,478) | 金型交換の駆動 (62) | 台車を用いるもの (20)
Fターム[4E050CB04]に分類される特許
1 - 20 / 20
金型移動装置及び加工システム
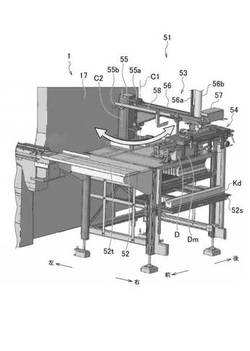
【課題】金型交換作業が容易になる金型移動装置を提供する。
【解決手段】金型(K)を保持する金型保持部(KH)及び車輪(54b,54c)を備えて前進及び後進の直線移動が可能なカート(54)と、一端側が上下方向に延びる回動軸線(C1)まわりの第1の位置と第2の位置との間で回動可能に支持されたアーム(56)と、前記アーム(56)の他端側に取り付けられ前記カート(54)を着脱自在に保持するカート保持部(56c)を有し前記カート保持部(56c)を第1の高さと前記第1の高さより高い第2の高さとの間で昇降させる昇降部(56b)と、前記カート(54)が前記第2の高さで前記カート保持部(56c)により保持され前記アーム(56)が前記第2の位置にあるときに、前記カート(54)の直下に位置し、前記カート保持部(56c)から離脱した前記カート(54)の前記車輪(54b,54c)が接地して前記カート(54)の前記直線移動を可能とする車道部(52t)と、を備えた。
(もっと読む)
プレスシステム

【課題】、安全性を確保しつつ、金型の交換を容易に行うことができるプレスシステムを提供する。
【解決手段】プレスシステム1では、上下金型Kを収容する収納台13とプレス装置2の開口部7との間で上下金型Kを搬送するトラバーサ14がプレス装置2に隣接して配置されている。これにより、プレス装置2への上下金型Kの搬送に例えばクレーンなどを用いることがないので、上下金型Kの交換を容易に行うことが可能となる。また、ガード板8の閉状態が検知されたとき、つまりプレス装置2においてプレス動作が実施さているときには、トラバーサ14の稼動が禁止され、ガード板8の閉状態が検知されていないときにトラバーサ14の稼動が解除される。これにより、例えばプレス動作中にトラバーサ14が勝手に移動することが防止されるので、安全性を確保することができる。このように、金型の交換を容易に行うことができると共に、安全性の向上を図ることができる。
(もっと読む)
固定装置、プレス機及びプレスライン
【課題】固定装置の小型化、組付けやメンテナンスの容易化、固定装置を有する機械設備の省スペース化を図ることができる固定装置、プレス機及びプレスラインを提供する。
【解決手段】本発明のプレス機1に使用される固定装置6は、金型交換台車5の車輪51を支持するリフター部61と、リフター部61を昇降可能に支持する昇降装置62と、昇降装置62を支持するとともにリフター部61の昇降を案内する外筒部63と、を有し、リフター部61は、金型交換台車5の車輪51を走行可能に支持するレール面61aと、金型交換台車5と係合するクランプ部61bと、を備え、リフター部61を下降させてクランプ部61bにより金型交換台車5を経路R1,R2上に挟持して固定するように構成されている。
(もっと読む)
ムービングボルスタ装置
【課題】外段取りにおいてムービングボルスタに下金型を固定力により固定する際、短時間で効率良く固定力を発生させることができ、且つムービングボルスタに備え付けられたエアタンクのエア源を必要としないムービングボルスタ装置を提供すること。
【解決手段】本発明はプレス機に用いられるムービングボルスタ装置Aであって、下金型Dを載置するためのムービングボルスタ1と、該ムービングボルスタ1に向かって下金型Dを押圧し固定するためのクランプ装置3と、該クランプ装置3に作動油を送り込むための電動ポンプ32B及びエア駆動ポンプ32A、を備えていることを特徴とするムービングボルスタ装置A。
(もっと読む)
プレス加工システム
【課題】設置面積を小さく構成できるプレス加工システムを提供すること。
【解決手段】板状部材をプレス加工して工業製品を生産する複数のプレス機P1〜P4を有するプレス本体を備え、複数のプレス機P1〜P4の内部に備えられた金型Mを移動させて金型格納庫13に収納する構成を有するプレス加工システム1において、金型Mを金型格納庫13に収納又は搬出するに際し、金型搬送台車21を直接金型格納庫13の内部に進入させて、金型Mを金型格納庫13の内部に収納又は金型格納庫13から搬出する。
(もっと読む)
プレス加工システム
【課題】設備全体をコンパクトに構成できるプレス加工システムを提供すること。
【解決手段】ムービングボルスタMBに設置された金型Mを用いてワークにプレス加工を施すプレス機P1と、複数の金型を収納可能な金型格納庫13と、を有するプレス加工システムにおいて、プレス機P1で使用される金型M及びムービングボルスタMBを金型格納庫13の内部とプレス機P1との間を自由に移動させる機構を備えると共に、金型格納庫13の内部には、金型MとムービングボルスタMBとを分離させる金型分離装置60が設けられる。
(もっと読む)
プレス加工システム
【課題】金型の交換時間を短縮できるプレス加工システムを提供すること。
【解決手段】板状部材をプレス加工して工業製品を生産する複数のプレス機P1〜P4を有するプレス本体と、複数のプレス機P1〜P4それぞれの内部に備えられた金型Mを移動させて金型格納庫13に収納するムービングボルスタMBと、を備えるプレス加工システム1において、金型格納庫13は、プレス本体の長手方向を中心にして左右両側に一対配置される。
(もっと読む)
タンデムプレス装置とその金型交換方法
【課題】直列に配置された複数のプレス装置を備え、隣接するプレス装置間にワークが通過できるスペースを設けることができ、かつプレスライン全長を短縮することができ、金型交換をスムースに短時間にできるタンデムプレス装置とその金型交換方法を提供する。
【解決手段】プレスライン1に沿って直列に配置された複数のプレス装置26A,26Bを備え、隣接するプレス装置間に所定の間隔Aを隔てたタンデムプレス装置。プレスライン方向に各プレス装置内にそれぞれの金型を搬入・搬出し、プレスラインに直交する方向に間隔Aを通してプレス装置外とプレスラインの間で金型を搬送する金型交換装置20を備える。
(もっと読む)
固定装置、プレス機及びプレスライン
【課題】固定装置の張り出し部分の低減及びプレス機の省スペース化を図ることができる固定装置、プレス機及びプレスラインを提供する。
【解決手段】本発明の固定装置6は、金型交換台車5を昇降可能に支持するリフター部61と、リフター部61に連結されるとともに金型交換台車5と係合可能なクランプ部62と、リフター部61及びクランプ部62を昇降させる昇降装置63と、を有し、リフター部61は、ベッド4の側面に形成された切欠部43に挿入されている。
(もっと読む)
ムービングボルスタ装置の給電装置および給電方法
【課題】給電ケーブルを付帯させる必要がなく、しかも無線制御のように電源やアンテナを搭載することなしにボルスタに給電して、作動安定性を確保できる給電装置を提供する。
【解決手段】プレス機械M1,M2とボルスタ待機エリアE1,E2との間で、左右走行用レール1および前後走行用レール2を介してボルスタB1〜B3の入れ替えを可能とする。レール1,2に沿って左右走行用給電トロリ7および前後走行用給電トロリ8を進退移動可能に設けるとともに、各ボルスタB1〜B3には左右走行用集電子5および前後走行用集電子6を設ける。ボルスタB1〜B3がレール1または2に沿って走行移動する際には、給電トロリ7または8と集電子5または6とを介してボルスタB1〜B3側に給電する。
(もっと読む)
バネ製品製造ライン
【課題】短時間で型装置の交換が可能なバネ製品製造ラインの提供。
【解決手段】基台52に装着された型装置50によってバネ鋼線を塑性加工してバネ製品とする製造エリア2と、型装置50を基台52から脱着して交換する型装置交換エリア3と、型装置交換エリア3において基台52に装着された型装置50を製造エリア2に搬送する型装置搬送ライン4とを有し、型装置50は、バネ鋼線を油圧によって曲げ加工する複数の成形ユニット54を備え、基台52は、前記成形ユニット54に圧力油を供給するとともに、前記成形ユニット54の夫々に対して着脱可能に設けられた油圧ホース62を備え、型装置50への油圧ホース50の脱着および装着は、型装置交換エリア3において行うバネ製品製造ライン。
(もっと読む)
工具ホルダ交換型パンチプレス
【課題】 工具ホルダだけでなく、工具ホルダに対する工具の交換も自動化できて、多数の工具を用いることが必要な多品種少量生産にも、効率良く生産が行え、また工具ホルダに対する交換工具の誤りが回避できる工具ホルダ交換型パンチプレスを提供する。
【解決手段】 パンチプレス1は、工具8を保持する複数の工具ホルダ7が装着可能であって、装備している工具ホルダ7が交換可能である。このパンチプレス1の外で工具ホルダ7を保管する機外工具ホルダマガジン6を設ける。このパンチプレス1と機外工具ホルダマガジン6との間で移動して工具ホルダ7を自動交換する工具ホルダチェンジャー3を設ける。工具8を複数保管する工具マガジン4を設ける。この工具マガジン4と機外工具ホルダマガジン6との間で工具8を自動交換する工具チェンジャー15を設ける。
(もっと読む)
プレス機械の金型クランプ機構
【課題】金型のクランプに動力源等を必要とせず、かつクランプ・アンクランプ作業を無人化してトータルコストを大幅に削減できるプレス機械の金型クランプ機構を提供すること。
【解決手段】プレス機械のベッド14上からムービングボルスタが離床するときキャリア25の下面から突出し、またはベッド14上にムービングボルスタが着床するときキャリア25の下面に没入するプランジャ206と、プランジャ206を下方へ付勢する付勢部材205と、プランジャ206がキャリア25下面に没入するときの、プランジャ206の軸方向の動きによって、金型22をボルスタ24に対して係止させる係止部材202とを備えた構成とした。
(もっと読む)
金型搬入装置
【課題】一回の作動で金型を成型機の金型取付け位置まで搬入させることができ、金型を搬送する台車の外側への無駄な突出部を無くし、安全に作業することが可能となる金型搬入装置を提供する。
【解決手段】成型機において用いられる金型を、該成型機に搬入するための金型搬入装置であって、
搬送台車の基台上に移動自在に設けられた可動ベース8と、
前記可動ベースを、前記成型機への金型搬入方向に駆動する動力源1,2,3,4と、
前記可動ベースに設けられ、前記搬送台車の基台上に積載された金型に当接させて該金型を前記成型機に押し込む押込部材13と、
前記押込部材を、前記可動ベースよりも前記金型搬入方向に前進させて、前記金型を前記成型機の金型取付け位置まで移動可能とする押込部材移動手段9,10,11,12と、を有する構成とする。
(もっと読む)
金型交換装置
【課題】金型交換時間の短いV型の金型交換装置で、搬送台車と移送手段との間で金型を移載するための新たな移載手段を設けることなく、使用前後の金型を型置き場等に移送できるようにすることである。
【解決手段】各待機位置B1、B2からプレス機1の前面の作業位置Aへ進退する搬送台車3の2本の進退軌条2a、2bと、各進退軌条2a、2bと交差する横行台車5の横行軌条4とを設け、プレス機1内へダイホルダ6を出し入れする押し引き手段10を組み込んだ搬送台車3の前面側に横行台車5を横付けして、搬送台車3と横行台車5との間でダイホルダ6を移載することにより、金型交換時間の短いV型の金型交換装置で、搬送台車3と横行台車5との間でダイホルダ6を移載するための新たな移載手段を設けることなく、使用前後のダイホルダ6を横行台車5で型置き場に移送できるようにした。
(もっと読む)
プレスライン及び同プレスラインにおけるワーク加工方法
【課題】 加工工程数が異なる複数種類のワークを加工する際にも、無駄な工程を生じさせないで効率良く加工できるにし、金型を交換する際も、工数をかけないで簡単に交換出来るようにする。
【解決手段】 複数のプレス装置P1〜P4の長辺が配列方向と平行になるように並べてプレスライン1を構成し、各プレス装置P1〜P4に対して、配列方向と直角方向に走行レール51を設けて、次回の金型Dを積載した自走式ボルスタ52が走行できるようにする。またアップライト2より外側に張り出すクラウン2の下面にハンドリングロボット30a〜30fを設け、初工程のプレス装置P1の上流側と、ラインの中間部にワーク投入用のシートローダ10a、10bを設け、最終工程のプレス装置P4の下流側と、ラインの中間部にワーク払出用の搬出コンベア20a、20bを設ける。
(もっと読む)
ボルスター段替装置
【課題】
ピット部分を広げることなく、かつ床台車を装備することなくピット部の開口部を塞ぐことが可能なボルスター段替装置を提供することを目的とする。
【解決手段】
ピット3に設置したレール4を所望な高さに保持する架台18と、かつ、該ピット3の底部の両側に床板9が昇降可能な床昇降装置10を設け、搬送台車7のいずれかのステージ6がプレス機1の正面に位置する時に、ピット3の開口部側にある床昇降装置10の床板9を作業床2の高さまで上昇させることで、ピット3の開口部を塞ぐことが可能となる。
(もっと読む)
トランスファプレスのワーク搬送装置とそれに用いるダイセット
【課題】簡易な装置構成で、ワーク保持具の段取り時間の短縮化と作業性の向上を図る。
【解決手段】ワーク搬送方向に沿うように配され、3次元方向に移動自在なトランスファバー13,14と、このトランスファバー13,14に着脱自在に設けられるフィンガ15と、下型が載置されるとともに、金型交換時には下型と上型とが重ねられた状態でそれら下型および上型をプレス本体2に対して搬出・搬入するダイセットと、このダイセットの両側部に設けられ、金型交換時にフィンガ15が載置される受台を備える構成とする。
(もっと読む)
プレス機械のワーク搬送装置
トランスファプレス1のトランスファフィーダ41は、ムービングボルスタ30上にワーク搬送方向に平行に配置される1対のバー14と、バー14に支承されワーク搬送方向に移動可能なフィードキャリア52と、フィードキャリア52に支承されクランプ方向に移動可能なクランプキャリア62と、クランプキャリア62に支承されリフト方向に移動可能なリフトキャリア72とを備える。大きな駆動機構が不要となるので、構造の簡素化を促進できる。また、トランスファフィーダ41全体がムービングボルスタ30上に配置されているので、ムービングボルスタ30ごとトランスファプレス1の外側に搬出できるから金型交換作業を容易にできる。 (もっと読む)
プレス金型搬送台車
【課題】プレスの前部位置付近でのクレーン作業を行うことなく、プレス金型を能率よく交換できるようにするためのプレス金型搬送台車を提供する。
【解決手段】台車フレーム11の前後方向の一端部左右位置と他端部左右位置に、走行車輪13aと13bを配置する。台車フレーム11の左右方向の一端部前後位置と他端部前後位置に、横行車輪26aと26bを配置する。走行車輪13aと13bを昇降可能とし、台車全体の荷重を走行車輪13a,13b又は横行車輪26a,26bに選択的に受けもたせるようにする。走行車輪13a,13bと横行車輪26a,26bを電動モータ23で駆動できるようにし、電動モータ23へ給電を行うバッテリー12を台車フレーム11上に搭載する。
(もっと読む)
1 - 20 / 20
[ Back to top ]