
Fターム[4E050CD04]の内容
金型の交換、取付け、製造 (1,478) | 金型交換の対象 (117) | プレス用 (53)
Fターム[4E050CD04]に分類される特許
1 - 20 / 53
金型移動装置及び加工システム
【課題】金型交換作業が容易になる金型移動装置を提供する。
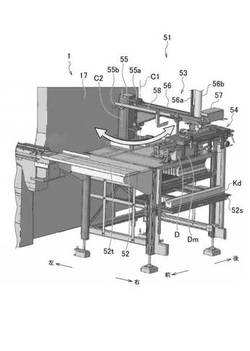
【解決手段】金型(K)を保持する金型保持部(KH)及び車輪(54b,54c)を備えて前進及び後進の直線移動が可能なカート(54)と、一端側が上下方向に延びる回動軸線(C1)まわりの第1の位置と第2の位置との間で回動可能に支持されたアーム(56)と、前記アーム(56)の他端側に取り付けられ前記カート(54)を着脱自在に保持するカート保持部(56c)を有し前記カート保持部(56c)を第1の高さと前記第1の高さより高い第2の高さとの間で昇降させる昇降部(56b)と、前記カート(54)が前記第2の高さで前記カート保持部(56c)により保持され前記アーム(56)が前記第2の位置にあるときに、前記カート(54)の直下に位置し、前記カート保持部(56c)から離脱した前記カート(54)の前記車輪(54b,54c)が接地して前記カート(54)の前記直線移動を可能とする車道部(52t)と、を備えた。
(もっと読む)
金型の取り付け方法

【課題】パンチ及びダイの取り付けを効率的かつ高精度に行うこと。
【解決手段】ダイとパンチとが材料を打ち抜く際の精度で組まれている交換式ユニットを準備することと、前記交換式ユニットの前記ダイの下面と打ち抜き装置における載置面とが接するように、前記交換式ユニットを前記載置面に載置することと、前記ダイを前記載置面に固定することと、前記パンチを移動方向に移動させる上型の下面と前記パンチの上面とが接するように、前記上型を移動することと、前記上型と前記パンチとを固定することと、を含む金型の取り付け方法。
(もっと読む)
プレス機の型点検機構
【課題】プレス機の信号を用いずとも、プレス機で用いる上型の押圧部材と下型の押圧部材の干渉を点検できるプレス機の型点検機構を提供する。
【解決手段】型点検機構2の制御手段20は、上側ピン12と下側ピン14の間隔が初期間隔にあるとき、上側ピン12と下側ピン14の干渉を点検する指示を受けると、型点検機構2の搬送手段21を作動させて、上側ピン12と下側ピン14の間に発色部材3をセットし(S1)、上側ピン12と下側ピン14の間隔が、発色部材3の厚みtよりもわずかに小さく、かつ、上側ピン12と下側ピン14が当接しない点検間隔dになるまで、上型11を下降させた後(S2)、上側ピン12と下側ピン14の間隔が初期間隔になるまでプレス機1の上型11を上昇させ(S3)、型点検機構2の搬送手段21を作動させて、プレス機1の上側ピン12と下側ピン14の間から発色部材3を取り出す(S4)、動作を行う。
(もっと読む)
加工装置
【課題】所期の加熱状態でない被加工物をプレス加工前に排除して生産効率の向上を図る場合に、加熱炉とプレス装置との間隔を広くすることなく対応できるようにしてエネルギのロスを少なくし、製品の低コスト化を図る。
【解決手段】加工装置1は、被加工物Wを搬送する搬送装置10と、搬送装置10により搬送される被加工物を加熱する加熱装置20と、加熱された被加工物を熱間プレス加工するプレス装置30と、加熱装置20により加熱されて所期の加熱状態となっていない被加工物Wを廃棄するための廃棄ボックス50を備えている。プレス装置30は、搬送装置10の搬送方向下流側において搬送装置10の側方に配置されている。廃棄ボックス50は、搬送装置10の搬送方向下流側に連なるように配置されている。
(もっと読む)
薄板の加工のための機械式の加工装置、並びに該加工装置における工具交換のための方法
【課題】機械式の加工装置に改良を加えて、機能精度を高める。
【解決手段】検出装置34,48が設けられ、つかみ部に対応配置された縁部を有しており、縁部を用いて、工具交換の前に、吸引フレームの位置及び/又は工具受容部15,30の位置が検出され、位置検出に基づき、吸引フレームの位置決め運動が制御され、該制御により吸引フレームが工具交換位置に配置されるようになっている。
(もっと読む)
金属製パイプのプレス成形装置およびプレス成形方法
【課題】プレス成形により複数種類の形状または大きさの異なる金属製パイプを成形する際の段取りを効率よく行なうこと。
【解決手段】金属製パイプ90の長手方向の一端部90bを保持する保持金型20a,20bと、保持金型20a,20bに保持した金属製パイプ90の長手方向の他端部90aを段階的にプレス成形する各段階に対応させて異なる成形面成形面50a1,50a2,50a3,50a4で構成した複数の成形金型30a,30bと、保持金型20a,20bと成形金型30a,30bのうち少なくとも一方の金型を他方の金型に対して移動させて段階的な各プレス成形を連続して行なう連続成形手段32,34とを備えた金属製パイプ90のプレス成形装置10,11の保持金型20a,20bを、成形金型30a,30bの配列数より少ない配列数で成形金型30a,30bに対して対向配置する構成とした。
(もっと読む)
パンチプレス及びパンチプレスのダイ交換方法
【課題】ダイをダイホルダから上方に突出させることで、ダイを交換できるようにする。
【解決手段】下部タレット15上のダイホルダ27に中空円筒形状のリフタパイプ51,53を上下動可能に設け、リフタパイプ51,53の上端開口部にダイD(D1,D2)を配置する。リフタパイプ51,53内には、上端がダイD(D1,D2)の下端に接触している中空円筒形状のエジェクタパイプ55,57を上下動可能に設ける。ダイD(D2)を取り外すときには、下部タレット15の下方からプッシュブロック89を上昇させてリフタパイプ53内に入り込ませ、エジェクタパイプ57を上昇させることでダイD(D2)をリフタパイプ53から上方に突出させる。プッシュブロック89は、リフタパイプの内径に応じて多段に形成してある。
(もっと読む)
被加工物の加工装置
【課題】被加工物の機種切替えに伴い、被加工物の多品種、小ロット生産に対応できるような被加工物の加工装置を提供すること。
【解決手段】加工されるパイプ材であるワークPWに対応して選択されたクランプ治具32が加工するための位置に移動するように第3移動機構によりクランプ保持装置29を移動させ、且つ複数種のパンチ治具8のうちの選択されたパンチ治具8を所定位置に移動するようにパンチ治具支持装置2の支持装置本体2Aを第1移動機構により移動させると共に前記所定位置に移動した前記選択されたパンチ治具8を前記ワークPWに加工するための位置まで第2移動機構により移動させて、選択されたクランプ治具32により保持された前記ワークPWに前記所定位置に移動した選択された前記パンチ治具8により加工をする。
(もっと読む)
穿孔装置、穿孔用金型及び穿孔用金型の交換方法
【解決手段】本発明の穿孔装置100は、ダイ用金型120と、パンチを有するパンチ用金型130と、パンチを昇降させるパンチ昇降機構60とを備えた穿孔装置であって、パンチ140は、パンチ本体142とパンチ頭部144とを有し、パンチ昇降機構60は、パンチ頭部を把持可能なパンチ頭部把持部82,84を有し、穿孔装置は、パンチ頭部把持部にパンチ頭部を把持させたり、パンチ頭部把持部によるパンチ頭部の把持状態を解除したりする把持状態制御機構をさらに備えている。
【効果】本発明の穿孔装置100によれば、パンチ用金型におけるパンチが消耗したときには、パンチのみを交換することが可能になり、従来の穿孔装置のように穿孔用金型全体のスペアを準備しておく必要がなくなる。その結果、本発明の穿孔装置は、穿孔コストを低減するのが容易な穿孔装置となる。
(もっと読む)
自動金型交換装置付きパンチプレスの金型交換制御装置
【課題】手動による障害復旧後のデータベース更新の正確性の向上と、過去の障害状況をいつでも検証することを可能にする。
【解決手段】金型交換動作を機能ごとに最小単位である基本動作パターンに分解して定義し、この基本動作パターンの集合である金型交換動作パターンとして金型交換を行う。このとき、金型交換動作パターンでは、基本動作パターンの実行順を状態遷移番号としてリアルタイムで監視している。金型交換動作中に障害が発生した場合には、障害の発生状態を記憶すると共に状態遷移番号や機械状態等から最適な復旧動作を自動的に判断して復旧を行う。復旧したら、加工を再開する。なお、障害の発生時点や状態等は障害発生履歴に記憶されてるので、後に検証することができる。
(もっと読む)
プレスシステム
【課題】、安全性を確保しつつ、金型の交換を容易に行うことができるプレスシステムを提供する。
【解決手段】プレスシステム1では、上下金型Kを収容する収納台13とプレス装置2の開口部7との間で上下金型Kを搬送するトラバーサ14がプレス装置2に隣接して配置されている。これにより、プレス装置2への上下金型Kの搬送に例えばクレーンなどを用いることがないので、上下金型Kの交換を容易に行うことが可能となる。また、ガード板8の閉状態が検知されたとき、つまりプレス装置2においてプレス動作が実施さているときには、トラバーサ14の稼動が禁止され、ガード板8の閉状態が検知されていないときにトラバーサ14の稼動が解除される。これにより、例えばプレス動作中にトラバーサ14が勝手に移動することが防止されるので、安全性を確保することができる。このように、金型の交換を容易に行うことができると共に、安全性の向上を図ることができる。
(もっと読む)
固定装置、プレス機及びプレスライン
【課題】固定装置の小型化、組付けやメンテナンスの容易化、固定装置を有する機械設備の省スペース化を図ることができる固定装置、プレス機及びプレスラインを提供する。
【解決手段】本発明のプレス機1に使用される固定装置6は、金型交換台車5の車輪51を支持するリフター部61と、リフター部61を昇降可能に支持する昇降装置62と、昇降装置62を支持するとともにリフター部61の昇降を案内する外筒部63と、を有し、リフター部61は、金型交換台車5の車輪51を走行可能に支持するレール面61aと、金型交換台車5と係合するクランプ部61bと、を備え、リフター部61を下降させてクランプ部61bにより金型交換台車5を経路R1,R2上に挟持して固定するように構成されている。
(もっと読む)
クランプ装置およびプレス装置
【課題】原動機が不要で、且つ作業者による操作をすることなくクランプ/アンクランプが可能なクランプ装置および該クランプ装置を備えるプレス装置を提供する。
【解決手段】ムービングボルスタ2のリフトアップ/リフトダウン動作に連動して各クランプ装置1がクランプ/アンクランプ動作する。したがって、油圧ユニット、空圧ユニット等の原動機が不要で、且つ作業者による操作をすることなく、プレス金型11のクランプ/アンクランプが可能なクランプ装置1およびプレス装置を提供することができる。
(もっと読む)
金属薄板加工機械のための工具収容部を備える金属薄板供給兼金属薄板排出ユニット
本発明は、第1の工具収容部(10,39)を備える金属薄板供給兼金属薄板排出ユニット(1)に関する。これにより、工具(11)を第1の工具マガジン(13)から、金属薄板加工機械(21,33)に組み込まれた第2の工具収容部(15)又は金属薄板加工機械(21,33)の工具収容部(24,25,34,35)に受け渡すことができ、これにより、自動的に金属薄板加工機械(21,33)に交換可能な工具(11)の数を低コストかつ省スペースに増加させることができる。 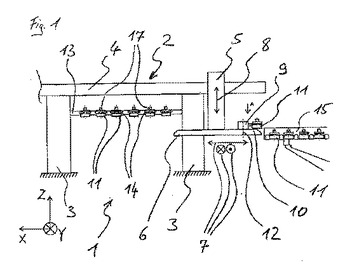 (もっと読む)
(もっと読む)
金型落下防止装置
【課題】金型ラックに保管されている金型が不測に落下してしまうことを防止できる金型落下防止装置を提供する。
【解決手段】金型ラック1に載置されている金型4の前方において、金型4の落下を阻止する起立状態と金型4の落下を阻止しない倒伏状態とに回動可能に下端を軸支された落下防止部材8と、落下防止部材8の起立状態を保持するストッパ9とを備える。落下防止部材8は、金型4の前方において起立状態となって金型4の前部を支えるため、金型ラック1に保管されている金型4が不測に落下してしまうことを防止できる。
(もっと読む)
ロールヘミング装置
【課題】搬送手段により搬送されたワークにおけるフランジを備える加工箇所に対して、簡便な手段によって金型を適正に当接させ、且つヘミングローラの移動を簡便に行う。
【解決手段】ロールヘミング装置10は、生産ライン14において台車20により搬送された車両12におけるフランジ17を備えるホイールアーチ部16を基準位置Pに移動させる直交ロボット22と、移動金型24を待機位置Wから基準位置Pに移動させてフランジ17と反対側の面に移動金型24を当接させる金型移動機構25と、加工用ロボット27によって転動しながら、移動金型24とともにフランジ17を挟持して折り曲げるヘミングローラ30とを有する。金型移動機構25は、直交ロボット22に設けられ、移動金型24を直線状に進退させて、待機位置と基準位置Pとの間を往復動作させる。
(もっと読む)
固定装置、プレス機及びプレスライン
【課題】固定装置の張り出し部分の低減及びプレス機の省スペース化を図ることができる固定装置、プレス機及びプレスラインを提供する。
【解決手段】本発明の固定装置6は、金型交換台車5を昇降可能に支持するリフター部61と、リフター部61に連結されるとともに金型交換台車5と係合可能なクランプ部62と、リフター部61及びクランプ部62を昇降させる昇降装置63と、を有し、リフター部61は、ベッド4の側面に形成された切欠部43に挿入されている。
(もっと読む)
加工機の制御装置及び加工機の制御方法
【課題】オートインデックス金型のデッドゾーンを適正に設定する。
【解決手段】金型P1,D1を回転自在に位置決め可能なステーションを有し、金型P1,D1にてクランプ23で把時されたワークWの加工の制御を行う加工機1の制御装置61である。そして、ステーションに装着された金型P1,D1がクランプ逃げ部を有する切り欠き金型P1,D1の場合に、切り欠き金型P1,D1のC軸回転角度に応じて、切り欠き金型P1,D1とクランプ23との干渉領域を設定する干渉領域設定手段と、干渉領域に基づき、切り欠き金型とクランプとの干渉を回避する制御を行う回避制御手段とを備える。
(もっと読む)
チェンジャー付き加工機制御装置
【課題】 加工プログラムの実行中に、出し入れする工具ホルダの判断がリアルタイムで行えて、手動操作による工具ホルダの出し入れの割り込み容易であり、その割り込みによる稼働効率の低下を抑えることのできるチェンジャー付き加工機制御装置を提供する。
【解決手段】 自動工具交換コントローラ33は、加工プログラム34の実行箇所をポインタ53で認識する。これにより、リアルタイムで、搬入すべき工具ホルダ7と搬出すべき工具ホルダ7を判断する。その判断した搬入,搬出搬出すべき工具ホルダ7の情報をチェンジャー制御装置32へ送信する。
(もっと読む)
板状の工作物を切断しかつ/又は変形するための工作機械
【課題】板状の工作物のための工作機械であって、工作物支台と工具ポンチ受容部と工具ダイ受容部と工具駆動装置と複数の工具ポンチ及び複数の工具ダイとを有している形式のものを改良して、工作機械にて使用可能な工具構成形態の可能性を拡大すること。
【解決手段】昇降軸線(15)に沿って異なる高さを有する工具ヘッド(23)を有する種々の工具ポンチ(9)と、同様に昇降軸線(15)に沿って異なる高さを有する工具ヘッド(28)を有する種々の工具ダイ(11)とが設けられており、工具ポンチ受容部(8)が工具ポンチ受容部(8)に固定された工具ポンチの工具ヘッド高さに合わせられてかつ工具ダイ受容部(10)が工具ダイ受容部(10)に固定された工具ダイ(11)の工具ヘッド高さに合わせられて工具駆動装置(13,14)によって、昇降軸線(15)に沿って工作物支台(3)に対し調節可能であること。
(もっと読む)
1 - 20 / 53
[ Back to top ]