
Fターム[4E063AA09]の内容
Fターム[4E063AA09]に分類される特許
1 - 18 / 18
鉄筋曲げ装置

【課題】効率よく高精度に目標の曲げ角度に加工でき、材料ロスを少なくする。
【解決手段】インバータモータによる力点部の回動操作に基づく鉄筋の曲げ角度を設定する曲げ角度設定手段20を設け、鉄筋径を入力自在な第1入力手段21と、鉄筋の材質を入力自在な第2入力手段22と、支点部の径を入力自在な第3入力手段23と、同時に曲げ加工する鉄筋の本数を入力自在な第4入力手段24の入力情報に基づいた力点部への回動停止指令位置情報を予め備えたデータベース25を設け、第1入力手段21、第2入力手段22、第3入力手段23、第4入力手段24の入力信号に基づいて、データベース25から力点部の回動停止指令位置情報を取り出してインバータモータに作動指令する制御装置を設けてある。
(もっと読む)
棒状部材折り曲げ装置

【課題】様々な棒径および折り曲げ部内法直径に柔軟に対応できる棒状部材折り曲げ装置を提供する。
【解決手段】アーム(30)をその回動中心まわりに回動させてアームに支持されたローラー(40)により、鉄筋等の棒状部材(B)を湾曲表面を有するカラー(50)に倣うように押し付けることにより棒状部材(B)を折り曲げる装置において、アーム(30)の回動中心からローラー(40)までの距離を可変とすることに加えて、2つ以上の異なるサイズのカラー(50)を用意する。前記距離とカラーサイズの組合せを変更することにより様々な棒径および折り曲げ部内法直径に対応することができる。
(もっと読む)
鉄筋の曲げ加工装置
【課題】加工前の鉄筋に曲りや捩れがあっても、捩れが少ない平面状に容易に曲げ加工することができる鉄筋の曲げ加工装置を提供する。
【解決手段】間隔調整自在な一対の曲げユニット10,10と、曲げユニットの間に配設するクランパ20とを備えてなり、曲げユニットは、それぞれ支点ロール11,11と、支点ロールのまわりを旋回する旋回テーブル13,13と、旋回テーブル上の力点ロール12,12とを有し、各旋回テーブルは、曲げ加工時において、共通の斜め上向きのガイド面を形成し、クランパは、支点ロールによって両端部を支持されてガイド面上に静止する鉄筋をクランプし、曲げユニットは、ガイド面に沿って鉄筋を曲げ加工することを特徴とする。
(もっと読む)
鉄筋供給装置
【課題】鉄筋を、ピックアップ装置の近接箇所に寄せ集めながら、取り出し操作もスムーズに行なえる装置を提供する。
【解決手段】鉄筋の受止部材9を支持フレーム5に設け、ピックアップ装置7の近接箇所に鉄筋を集める第1凹部16と、第1凹部16の少なくとも一方の横側に並設した第2凹部17とを、受止部材9に形成し、ピックアップ装置7による近接箇所に複数の鉄筋を寄せ集める寄せ集め装置8は、駆動昇降する第1、第2鉄筋突上げ板20,22を鉄筋の軸心方向視で受止部材9と重複する位置に設け、鉄筋突上げ駆動に基づいて鉄筋をその径方向の一方側から他方側に向けて転がり移動させる第1案内斜面21を、第1鉄筋突上げ板20に設け、鉄筋突上げ駆動に基づいて鉄筋をその径方向の他方側から前記第1凹部16に転がり移動させる第2案内斜面23を、第2鉄筋突上げ板22に設けてある。
(もっと読む)
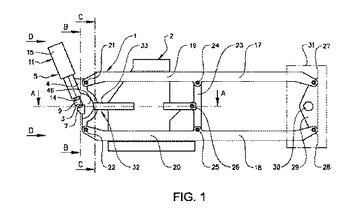
ワイヤブランク等の物体を保持する保持装置
機械加工のための作業機械における作業位置で細長い物体(3)を保持し、且つ、その物体を回転させるための装置。ホルダ部(4)は、その物体のための座部(7)を有し、その座部にあるその物体の範囲におけるその物体の軸と一致する回転中心の回りを回転可能である。そのホルダ部は、運動伝達機構を用いて、固定支持装置(2)で支持される。これは、ピボット点(21、22、24、25、27、28)を介して、駆動装置(30)とホルダ部との間に接続される支持アーム(17、18)を備える。それらピボット点は、ホルダ部の回転のためにホルダ部に作用するトルクを創出するために、回転中心(34)から離れて配置される。ロック用装置(5)は、その物体の固定位置と解除位置とで切り替えられる。支持機構(32)は、その支持装置とそのホルダ部との間で、その座部と同じ高さに配置され、且つ、そのホルダ部と一緒に動く可動支持部分にある可動支持面(41−45)と接触する固定支持面(36−40)を持つ固定支持アーム(33)を有する。
 (もっと読む)
(もっと読む)
鉄筋加工装置
【課題】手間少なく安全に屈曲鉄筋を束ねて回収できる鉄筋加工装置を提供する。
【解決手段】上下方向に沿った姿勢の曲げ加工基盤と、曲げ加工基盤上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部と、鉄筋を切断する剪断刃を設け、切断されて曲げ加工基盤の表面に沿って落下する略環状の屈曲鉄筋を受け止め自在な鉄筋受け部材を設け、受けとめた屈曲鉄筋を電磁力で吸着する電磁吸着装置31を設け、吸着した屈曲鉄筋を曲げ加工基盤から遠ざける第1移動機構32を設け、第1移動機構32により移動された屈曲鉄筋を掛止用棒状体33で掛止自在な鉄筋受取装置を設け、電磁吸着装置31により吸着されて第1移動機構32により移動された略環状の屈曲鉄筋の内方に掛止用棒状体33が侵入する掛止準備状態と、その掛止準備状態から電磁吸着装置31の電磁力を解除する受渡し状態とに切換え操作する制御装置を設けてある。
(もっと読む)
鉄筋曲げ機及び鉄筋加工装置
【課題】支点ローラの差し替えの伴う力点ローラの位置調整を、簡単に行えるようにする鉄筋曲げ機を提供する。
【解決手段】上下方向に沿った姿勢の曲げ加工基盤1を設けると共に、曲げ加工基盤1上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部2を設け、屈曲加工部2に、支点ローラ3を設けると共に、その支点ローラ3の軸心回りに力点ローラ4を駆動回転するように取付ける駆動回転支持部5を設け、支点ローラ3を径の異なったものと差換え自在に取付け、力点ローラ4の回転支軸を差し込んで支持固定するローラ設置穴9を、駆動回転支持部5上で支点ローラ3の周りに複数配設し、複数のローラ設置穴9は支点ローラ3の軸心との距離を夫々異ならせてある。
(もっと読む)
鉄筋加工設備
【課題】設備の長大化を防止し、その設備に要する人員を少なく出来るようにする。
【解決手段】鉄筋切断機1と鉄筋曲げ機2を設けて、鉄筋切断機1に未処理鉄筋を供給する鉄筋供給装置5と、鉄筋切断機1から切断後の第1加工鉄筋を取り出して遠ざける第1搬送コンベア7と、第1加工鉄筋を鉄筋曲げ機2に搬送する第2搬送コンベア8と、鉄筋曲げ機2から曲げ加工された第2加工鉄筋を取り出して排出ゾーン10へ排出する第3搬送コンベア11とを設け、鉄筋供給装置5と鉄筋切断機1と第1搬送コンベア7とを鉄筋の長手方向に並べ、鉄筋曲げ機2を鉄筋切断機1の横側に配置し、第1搬送コンベア7から第1加工鉄筋を鉄筋曲げ機2に横搬送するように第2搬送コンベア8を形成し、第2加工鉄筋を鉄筋曲げ機2の横側で第1搬送コンベア7とは反対側に配置した排出ゾーン10へ搬送するように第3搬送コンベア11を形成してある。
(もっと読む)
鉄筋加工装置
【課題】曲げ加工の際に鉄筋が捩れて屈曲してしまうのを防止する装置を提供する。
【解決手段】上下方向に沿った姿勢の曲げ加工基盤1を設けると共に、曲げ加工基盤1上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部6を設け、屈曲加工部6に供給された鉄筋を切断する剪断刃を設けて、曲げ加工基盤1の表面に沿う鉄筋の曲げ可動を許容する隙間を、曲げ加工基盤1との間に空けて、屈曲加工部6による鉄筋の曲げ可動範囲を覆う硬質覆い板14を、曲げ加工基盤1の表面に沿わせて設けてある。
(もっと読む)
鉄筋加工装置
【課題】曲げ加工した鉄筋の取り扱い作業性を向上させる。
【解決手段】上下方向に沿った姿勢の曲げ加工基盤1を設けると共に、曲げ加工基盤1上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部6を設け、屈曲加工部6に供給された鉄筋を切断する剪断刃を設け、剪断刃により切断されて曲げ加工基盤1の表面に沿って落下する鉄筋を受け止め自在な鉄筋受け部材10を設け、鉄筋受け部材10を曲げ加工基盤1の表面に沿わせて上下に受け止め位置変更自在に支持する支持機構11を設け、鉄筋受け部材10で受け止めた鉄筋を屈曲加工部6の下方よりも離れた箇所に搬送自在な搬送機構12を、鉄筋受け部材10に設けてある鉄筋加工装置。
(もっと読む)
鉄筋曲げ具
【課題】鉄筋の高さ位置用のマーキング作業が不要となって、鉄筋の折り曲げ作業を容易に行うことができると共に、全ての鉄筋に均一した曲げ高さ寸法が容易に得られる鉄筋曲げ具を提供する。
【解決手段】棒状の操作部と、該操作部の先端に固定されて鉄筋挿入溝が設けられた頭部とを備え、基礎面から突出した鉄筋を前記鉄筋挿入溝に挿入させて前記操作部を操作することにより、鉄筋を所定方向に折り曲げる鉄筋曲げ具であって、前記頭部に、その下端が前記基礎面に当接して鉄筋挿入溝を所定高さ位置に位置決め可能な高さ設定部材を配設したことを特徴とする。前記高さ設定部材が上下動可能なボルトを有し、該ボルトが前記頭部の側面に固定された第1ナットに螺合されると共に、該第1ナットに当接した第2ナットによりその高さ位置が規制される。
(もっと読む)
剪断補強筋の曲げ加工方法
【課題】変形や平坦性異常を発生させずに、加工能率の高いコンクリート用剪断補強筋の曲げ加工を安全に行うことができる方法を提案する。
【解決手段】曲げ加工機のベンダーロールユニットにより、線材の曲げ加工を行う方法において、線材を、内側押さえロールの下側を通過させると共に、外側押さえロールの上側に案内して、所定の長さだけ送り出し、次いで、外側押さえロールを前記揺動アームを上向きに回動させて上方にシフトさせることにより、該線材を、内側押さえロールを支点として反重力側の上方に折り曲げ、引き続き、上述した線材の送り出しと折り曲げ加工とを順次に繰返すことにより、フープ状に曲成された断補強筋の成形を行う方法。
(もっと読む)
網状筋曲げ機
【課題】一つの網状筋に対する曲げ加工において、上向きに押し曲げる工程と下向きに押し曲げる工程とがある場合に、曲げ加工作業を能率良く行えるようにする。
【解決手段】網状筋Aを載置可能な基盤3と、基盤に載置された網状筋の複数の曲げ対象鉄筋aの夫々を上向きに押し曲げる上曲げ動作と、曲げ対象鉄筋の夫々を下向きに押し曲げる下曲げ動作とを択一的に実行可能な押圧部材10を設けてある押圧装置4と、上曲げ用反力受け部5と、下曲げ用反力受け部6とを備えている網状筋曲げ機であって、押圧部材を曲げ対象鉄筋毎に各別に備え、押圧部材の夫々を、上下方向に駆動揺動可能な基材17に曲げ対象鉄筋に対して略直交する方向に突出する片持ち姿勢で支持してあるとともに、基盤に載置された網状筋の隣り合う曲げ対象鉄筋の間を通して、網状筋の下面側から上面側に突出移動可能に設けてある。
(もっと読む)
鉄筋曲げ装置
【課題】先行して屈曲させる箇所における鉄筋曲げ方向と、後続して屈曲させる箇所における鉄筋曲げ方向とが互いに逆方向の場合でも、作業能率の向上を図り易くする。
【解決手段】クランプ機Bにクランプされている鉄筋aを鉄筋曲げ機Aに対して相対的に駆動昇降可能な昇降機構を設けてあるとともに、支点ローラ4と力点ローラ5とを、鉄筋を屈曲可能な突出位置と、鉄筋が支点ローラと力点ローラとの間から抜け出ている引退位置とに亘って駆動移動可能な出退機構を設けてあり、第1制御部は、クランプ機にクランプされている鉄筋の複数箇所を屈曲させる工程において、鉄筋を下向きに屈曲させる下向き曲げモードで鉄筋曲げ機を作動させる状態と、鉄筋を上向きに屈曲させる上向き曲げモードで鉄筋曲げ機を作動させる状態とに切り換え可能に、昇降機構と出退機構の作動を制御可能に設けてある。
(もっと読む)
鋼棒の加工装置
【課題】形状やサイズの異なる加工品を容易に加工することができる鋼棒の加工装置を提供すること。
【解決手段】鋼棒1を送る鋼棒送り機構10と、この鋼棒送り機構10で送られた鋼棒1を略矩形状に折り曲げ形成する曲げ機構20とを備えた。曲げ機構20は、鋼棒1の外周部が当接可能な固定部22と、この固定部22とは鋼棒1を挟んで対向配置されるとともに固定部22に対して揺動自在に配置された可動ロール23と、この可動ロール23を固定部22に対して揺動させて鋼棒1を折り曲げる駆動機構とを有する構成とした。そのため、鋼棒送り機構10の鋼棒1の送り量を調整することで、種々のサイズの平面矩形状に形成した曲折鋼棒2を直線状の鋼棒1から加工することができる。
(もっと読む)
自立型トラスの製造装置
【課題】 ラチス筋のピッチおよび/またはトラスの全長の変更に自動的に対応できる自立型トラスの製造装置を提供すること。
【解決手段】 ラチス筋91ピッチを変更可能な折曲装置2と、搬送方向に移動可能で、屈曲させたラチス筋91の下側屈曲部95を固定する第1可動クランプ32および第2可動クランプ33と、2つの可動クランプ32、33と連動して搬送方向に移動可能で、2つの可動クランプ32、33のほぼ中央に配置されて、ラチス筋91の上側屈曲部92を上弦筋93に溶接する第1溶接機構41と、搬送方向に移動可能で、上側屈曲部92を上弦筋93に溶接したラチス筋91の下部を下弦筋94に溶接してトラス9を形成する第2溶接機構5と、静止クランプ31の位置を基準として、屈曲させたラチス筋91の下側屈曲部95の位置データを1タクトごとにシフトさせながら格納するメモリを有し、第1可動クランプ32、第2可動クランプ33および溶接機構41、5を制御する制御装置とを具備している。
(もっと読む)
鉄筋の曲げ加工方法と、その装置
【課題】加工前の鉄筋Sに曲りや捻れがあっても、正しい平面状に曲げ加工する。
【解決手段】一対の曲げユニット10、10により鉄筋Sを曲げ加工するに際し、加工前の鉄筋Sを曲げ方向に弾性的に湾曲変形させてクランプし、曲げユニット10、10を作動させる。
(もっと読む)
鉄筋の曲げ加工機械におけるワークテーブル
【課題】鉄筋1、1…の上曲げ、下曲げの双方を実施可能とする。
【解決手段】横長のテーブル11と、テーブル11の前縁から突出させて装着する複数のアタッチメント20、20…とを設け、各アタッチメント20には、鉄筋1の上方を横切る係合片を設ける。
(もっと読む)
1 - 18 / 18
[ Back to top ]