
Fターム[4E063BA09]の内容
板、棒、管等の曲げ (4,439) | 曲げ加工−プレス曲げ (476) | UO管成形プレス (54)
Fターム[4E063BA09]の下位に属するFターム
Fターム[4E063BA09]に分類される特許
1 - 20 / 30
アームの製造方法
円筒軸及び円筒軸の製造方法
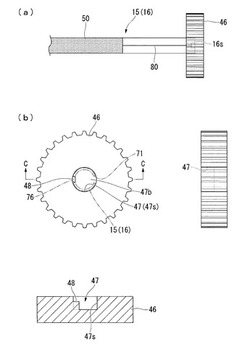
【課題】一端に形成される切欠部が繋ぎ目に悪影響を与えることのない円筒軸及び円筒軸の製造方法を提供する。
【解決手段】矩形金属板を円筒状にプレス曲げ加工して、矩形金属板の長手側端面同士を近接又は当接するように形成された円筒軸16において、軸方向の少なくとも一方の端部16sに、長手側端面同士の継ぎ目80を含んで形成される第一切欠部71と、第一切欠部71に対して円周方向反対側に形成される第二切欠部76と、を形成する。
(もっと読む)
円筒軸の製造方法及び印刷装置

【課題】高い精度を有する円筒軸の製造方法を提供する。
【解決手段】円筒軸16の製造方法は、矩形金属板を円筒状に曲げて円筒軸16を形成する円筒曲げ工程と、円筒曲げ工程と同時又は後れて、継ぎ目80の一部に締結部85を一つ以上形成する工程と、締結部85までの距離が長い一端16s側から距離が短い他端16f側に向けて円筒軸16の表面16aを研磨する研磨処理工程と、を有する。
(もっと読む)
鋼管の製造方法
【課題】3点曲げプレスの回数を減少して鋼管の製造に要する時間を短縮するとともに、形状の矯正を冷間で行なうことによって特性の劣化を防止し、かつ寸法精度に優れた鋼管を製造する方法を提供する。
【解決手段】端曲げを付与した鋼板を幅方向に複数回の3点曲げプレスを行なうことによって成形した後、鋼板の突合せ部を溶接した鋼管1の内部に複数個の拡管工具2を挿入して、拡管工具2を3点曲げプレスによる変形が生じていない全ての未変形部9に当接させて鋼管1を拡管する。
(もっと読む)
金属管の製造装置
【課題】平板状のワークをプレス金型を用いて円筒管に成形するものであって、最終的に円筒状に成形したときでも、ワークの側端部を確実に一致させることができ、生産性、作業環境的にも好ましく、しかも、設備全体が管を製造するアタッチメントとして種々のプレス装置に簡単に取り付けて使用することもできる、管の製造装置を提供する。
【解決手段】管の製造装置は、受け型10に半円状の主型面10aを形成し、第1加圧型21に形成した第2加圧型面21bと、第2加圧型23に形成された第3加圧型面23aと、が協同することにより半円状となるようにし、これら主型面10a、第2加圧型面21b及び第3加圧型面23aを用いて平板状のワークWを円筒状に成形するものであり、管Pの成形時に、管Pの合わせ部分、つまりワークWの両側端部Weが合致しうるように、受け型10の補助型面10bと第1加圧型面21aがワークWの両側端部Weを円弧状に予備成形することを特徴とする。
(もっと読む)
円筒軸の製造方法
【課題】形状の安定した円筒軸の製造方法を提供する。
【解決手段】円筒軸の製造方法は、金属板から円筒軸形成部材60をプレス抜きするプレス抜き工程と、円筒軸形成部材60の一対の端面61a,61bが近接又は当接するように円筒軸形成部材60を円筒状に曲げて円筒軸を形成する円筒曲げ工程と、円筒軸に外力を加えて円筒軸に残留する応力を調整する応力調整工程と、を有し、プレス抜き工程又は円筒曲げ工程の一方又は両方において、一対の端面61a,61bを含む側部62a,62bに対して加工を施す際に、側部62a,62bと中央部61cの応力状態が均衡するように加工する応力均衡加工を行う。
(もっと読む)
円筒軸の製造方法
【課題】形状の安定した円筒軸の製造方法を提供する。
【解決手段】円筒軸16の製造方法は、金属板の対向する一対の端面が近接又は当接するように円筒状に曲げて、一対の端面間の繋ぎ目80が軸方向に延在する円筒軸16を形成する円筒加工工程と、繋ぎ目80が弧の内側となるように円筒軸16を軸方向において湾曲させる湾曲加工工程と、円筒軸16に外力を加えて、円筒軸16に残留する応力を調整する応力調整工程と、を有する。
(もっと読む)
搬送装置及び印刷装置
【課題】搬送精度の低下を抑制すること。
【解決手段】金属板の対向する一対の端部が近接するあるいは当接するように円筒状に形成され、搬送媒体を搬送する高摩擦層が表面に形成されると共に、前記高摩擦層が形成される領域に円筒内外を連通する開口部が設けられた搬送ローラーと、前記搬送ローラーが周方向に回転するように前記搬送ローラーの前記高摩擦層から外れた部分を支持する支持部とを備える。
(もっと読む)
搬送ローラーの製造方法、搬送ローラー、搬送ユニット及び印刷装置
【課題】時間の経過による反りを低減できる搬送ローラーの製造方法、搬送ローラー、搬送ユニット及び印刷装置を提供する。
【解決手段】金属板をプレス加工して、その一対の端部61a,61bを互いに対向させて円筒状に形成され、一対の端部61a,61b間に繋ぎ目80を有するローラー本体16を備える搬送ローラー15の製造方法であって、ローラー本体16の軸心O1と直交する断面形状において、繋ぎ目80と軸心O1とを通る第1直線CL1において互いに対向する第1軸心対向部160の厚みTh1を、軸心O1において第1直線CL1と直交する第2直線CL2において互いに対向する第2軸心対向部161の厚みTh2よりも大きく形成する厚み調節工程を有するという手法を採用する。
(もっと読む)
搬送ローラーの製造方法
【課題】円筒軸に成形される前の金属板に端面の調整を施したとしても、円筒軸の径や真円度等の精度を向上できる搬送ローラーの製造方法を提供すること。
【解決手段】本発明は、金属板30の一対の端面34、34を対向させ円筒状に成形された搬送ローラーの製造方法であって、金属板30を成形する金属板成形工程と、一対の端面34、34のうち少なくとも一方の端面を調整する調整工程と、金属板30を曲げて円筒状に成形する曲げ工程とを有し、金属板成形工程では、調整工程で金属板30に生じる変形に応じた形状で金属板30を成形する、という方法を採用する
(もっと読む)
管体成型プレス機及び管体成型プレス方法
【課題】
成型工程が少なく、成型を高速に行うことが可能な管体成型プレス機及び管体成型プレス方法を提供することにある。
【解決手段】
略直方体状で、上面に長手方向に伸びて穿設された断面円弧状の丸凹面を有すると共に、上面の両長手角から丸凹面に向かって傾斜面を有する下型と、下型の上方に位置し、下型の丸凹面に咬合可能に横臥する円柱型と、下型の長手方向の両側に、上端面が円柱型の上方に突出するサイドガイドと、サイドガイドの上端面よりも上の円柱型の上方に位置し、円柱型に咬合可能な下向きの断面円弧状の丸凹面を有する上型とを備え、サイドガイドの上端面に載置された板材を、下降する上型の丸凹面と円柱型の外周面との間で断面円弧形に成型しつつ、上型で押し下げられた円柱型の外周面と下型の丸凹面との間で断面円弧形に成型し、もって板材を管体に成型することを特徴とする。
(もっと読む)
管の製造方法
【課題】小さな成形型を複数使用すると共に、各成形型の構造もシンプルで、軽量かつ安価なものを用い、大きな加圧力を要することなく、素早く管の成形が可能な管の製造方法を提供する。
【解決手段】各工程で使用する成形型P1〜を小さなものを使用し、しかも各成形型P1〜における型面K1〜の稜線がワークの送り方向の始端から終端に掛けて直線的に伸延する形状構成とすると共に、各工程の成形型P1〜を直列に所定間隔L1〜をあけて配置し、各成形型P1〜を原則として同時に作動させ、各成形型間に存在するワークWを、相互に隣接する各成形型の加圧力により変形させるようにしたことを特徴とする。
(もっと読む)
搬送ローラー及び搬送ローラーの製造方法
【課題】搬送不良の発生しにくい搬送ローラー及び搬送ローラーの製造方法を提供すること。
【解決手段】金属板の対向する一対の端部が近接する、あるいは当接するように円筒状に形成され、前記一対の端部間に継ぎ目を有するローラー本体を備え、前記一対の端部のうち少なくとも一部は、前記ローラー本体の内周面側に突出し前記内周面を押圧する突出部を有する。
(もっと読む)
搬送ローラーの製造方法及び搬送ユニット並びに印刷装置
【課題】搬送特性の低下を抑制できる搬送ローラーの製造方法を提供する。
【解決手段】記録媒体を搬送する搬送ローラー31を製造方法する。板材を曲げて略円筒状の円筒部材16を形成するとともに、円筒部材の端部に切り欠き形状を有する位置決め部73を形成する第1工程と、円筒部材の長さ方向で位置決め部よりも中央側で円筒部材を支持した状態で円筒部材の所定箇所に曲げ荷重を付与して、第1工程で円筒部材に生じた軸曲がりを矯正する第2工程と、を有する。
(もっと読む)
搬送ローラーの製造方法
【課題】真円度が高く、反りが少ない搬送ローラーの製造方法を提供する。
【解決手段】矩形板の対向する一対の端部を互いに近接させ、あるいは当接させるように曲げて搬送ローラー本体を形成する曲げ加工を行うステップS1と、曲げ加工によって生じた搬送ローラー本体の内部応力を、加熱して低減させる熱処理処理を行うステップS2と、を有する搬送ローラーの製造方法を採用する。
(もっと読む)
板曲げプレス
【課題】耐力が大きい板材であっても適正なシームギャップを有するパイプ半製品を製造することができる板曲げプレスを提供する。
【解決手段】板材を成形してシームギャップGを有するパイプ半製品を形成するために使用される板曲げプレスであって、上下一対の金型Mと、上金型MAを下金型MBに向かって移動させる油圧シリンダ10と、油圧シリンダ10と上金型MAとを連結するプレートPとを備えており、プレートPの側面には、上金型MAの移動方向に対して直交する方向への板材の移動を制限し、板材が上下一対の金型Mによって加圧された状態において、板材の端部間の距離をプレートPの厚さ以上に維持する間隔保持手段が設けられている。
(もっと読む)
搬送ローラーの製造方法、搬送ユニット及び印刷装置
【課題】記録媒体等の被搬送物を高い精度で搬送し且つ位置決めできる搬送ローラーの製造方法、搬送ユニット及び印刷装置を提供すること。
【解決手段】本発明は、金属板70の一対の端面74、75を対向させ円筒状に形成された、記録媒体を搬送する搬送ローラーの製造方法であって、一対の端面74、75のうち少なくとも一方の端面74と、金属板70の一方の板面71aとで形成される角度αが90°より小さくなるように調整する調整工程と、一方の板面71aが外周面となるように金属板70を曲げて、一対の端面74、75の少なくとも外周面側を互いに当接させて円筒状に形成する曲げ工程と、を有するという方法を採用する。
(もっと読む)
搬送ローラー、搬送装置及び印刷装置
【課題】重量及びコストを減少させると共に搬送媒体を汚染することを防止できる搬送ローラー及び搬送装置、印刷装置を提供する。
【解決手段】プレス加工により一対の端面61a,61bを突き合わせて円筒状に形成されると共に長手方向の一部に媒体を支持する媒体支持領域50を有する搬送ローラー15と、搬送ローラー15のうち媒体支持領域50以外の領域を軸支する軸受と、を備え、搬送ローラー15は、一対の端面61a,61bを突き合わせた繋ぎ目80のうち媒体支持領域50以外の領域に開口70を有する。
(もっと読む)
円筒軸、搬送ローラー、搬送ユニット、及び印刷装置
【課題】形状や寸法について良好な精度の円筒軸を提供するとともに、コストダウンや軽量化を可能にし、さらには搬送ムラも抑制した搬送ローラーを提供する。
【解決手段】プレス加工により一対の端部を対向させて円筒状に形成され、端部間に繋ぎ目80を有する円筒軸16である。繋ぎ目80は円筒軸の軸方向の中央部に設けられ、円筒軸16の軸方向に略平行な直線状に形成された中央直線部86と、中央部の両側に設けられ、円筒軸16の軸方向に交差する方向に延在する複数の交差部85bと、隣り合う一対の交差部85bの端部間を結ぶ連結直線部85aとを有する折曲部85と、を備える。連結直線部85aは、一対の交差部85bの一方の側の端部間を結ぶ第1直線部87bと、他方の側の端部間を結び、第1直線部87bより短い第2直線部87cとを有し、中央部における端部間の距離d6は、第2直線部の端部間の距離d7より長くなっている。
(もっと読む)
鋼管製造設備及び鋼管製造方法
【課題】鋼板をC成形、U成形、O成形を行うことにより鋼管を製造する工程において、O成形後のピーキングを確実に抑制する。
【解決手段】C成形において鋼板5の縁部5e、5fを変形させる縁部変形機構52A,52Bと、縁部変形機構52A,52Bを制御する制御部53とを備えた。制御部53は、鋼板5一枚ごとの強度情報を取得し、鋼板5一枚ごとの強度情報に基づいて、各鋼板5に対応する縁部成形条件をそれぞれ求める構成とした。縁部変形機構52A,52Bは、各鋼板5に対応する縁部成形条件に従って、各鋼板5の縁部5e、5fをそれぞれ変形させるようにした。かかる構成により、各鋼板5の強度が互いに異なっていても、ピーキングの発生を確実に防止できる。
(もっと読む)
1 - 20 / 30
[ Back to top ]