
Fターム[4E063DA01]の内容
Fターム[4E063DA01]の下位に属するFターム
上型 (41)
下型 (29)
回動(揺動)ダイ (58)
カム機構を利用する曲げ型 (43)
分割ダイ (20)
回転式多面型
可撓性ダイを有するもの (4)
Fターム[4E063DA01]に分類される特許
1 - 20 / 23
曲げ加工装置および曲げ加工方法
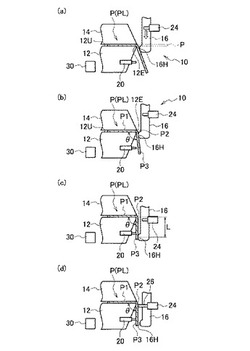
【課題】簡易な手法で、板材に傷を形成することなく板材を曲げ加工することができる曲げ加工装置および曲げ加工方法を提供することを課題とする。
【解決手段】下金型12と上金型14で板材Pを挟み込み、板材Pに上方から当接する当接部16Hを有する曲げ用金型16を下降させることで、当接部16Hを板材Pに当接させて板材Pを曲げる。その際、当接部16Hを、板材Pよりも硬さが低い部材で構成させておく。
(もっと読む)
金属管の製造装置

【課題】平板状のワークをプレス金型を用いて円筒管に成形するものであって、最終的に円筒状に成形したときでも、ワークの側端部を確実に一致させることができ、生産性、作業環境的にも好ましく、しかも、設備全体が管を製造するアタッチメントとして種々のプレス装置に簡単に取り付けて使用することもできる、管の製造装置を提供する。
【解決手段】管の製造装置は、受け型10に半円状の主型面10aを形成し、第1加圧型21に形成した第2加圧型面21bと、第2加圧型23に形成された第3加圧型面23aと、が協同することにより半円状となるようにし、これら主型面10a、第2加圧型面21b及び第3加圧型面23aを用いて平板状のワークWを円筒状に成形するものであり、管Pの成形時に、管Pの合わせ部分、つまりワークWの両側端部Weが合致しうるように、受け型10の補助型面10bと第1加圧型面21aがワークWの両側端部Weを円弧状に予備成形することを特徴とする。
(もっと読む)
リード加工装置、リード加工方法及びリード加工金型
【課題】半導体装置のリードの加工精度を高める。
【解決手段】リード加工装置100は、第1金型ユニット(下金型ユニット10)と第1金型ユニットに対して移動可能な第2金型ユニット(上金型ユニット20)を有する。更に、第2金型ユニットへ荷重を伝達する荷重伝達部30と、第1金型ユニットに近づく方向の第2金型ユニットの移動を停止させるストッパ機構40を有する。ストッパ機構40は、第1金型ユニットに固定された第1ストロークストッパ41と、第2金型ユニットに固定されストッパ41に突き当たることで第2金型ユニットを移動停止させる第2ストロークストッパ42と、を含むストロークストッパ対43を複数有する。荷重伝達部30は、複数の荷重伝達箇所に荷重を分散して第2金型ユニットへプレス荷重を伝達し、荷重伝達箇所の各々はストロークストッパ対43と同軸上に配置されている。
(もっと読む)
形状凍結性に優れたプレス成形方法
【課題】プレス成形品の縦壁部の壁そりを防止するプレス成形方法を提供する。
【解決手段】天井部11、縦壁部12、及び両側あるいは片側にフランジ部13を有するハット型断面形状の金属製部材製品7をプレス成形する方法であって、 製品のフランジ長さをL[mm]、ポンチのフランジ長さをL1[mm]とした時に、0≦L1/L<1.0となるポンチ3と、ダイ4及びパッド5からなる金型9を用いてプレス成形する。更にその後、ポンチのフランジ長さをL2[mm]とした時に1.0≦L2/Lとなるフランジ部を備えたポンチ、及びダイからなる金型を用いてリストライクを行うことが好ましい。
(もっと読む)
UOE管のOプレス用金型およびUOE管の製造方法
【課題】UOE管の製造可能径がOプレス用金型のサイズ毎に段階的に決められているUOE管の製造ラインにおいて、中間外径のUOE管の製造に当たり、製造コストを低減することができ、しかも作業性を悪化させずに、かつ従来どおりの拡管条件でUOE管の製造可能径の範囲を拡大することができるOプレス用金型およびそれを用いたUOE管の製造方法を提供する。
【解決手段】上、下に配置される上、下ダイ2A,2Bからなり、上、下ダイ間のギャップGoを所定値とした時に上、下ダイの内面が横長円形となるように、上、下ダイの内面が横長円形の上半分、下半分を一部だけ切り欠いた形状としてあり、かつ上、下ダイを密着させた場合、上、下ダイの内面が段差なく接続されるように構成されているUOE管のOプレス用金型とし、また、それを用いてUOE管を製造する。
(もっと読む)
特に自由な形に曲げるための、製造設備
本発明は、自由な形に曲げるための、製造設備1に関する。製造設備1は、工具収容部19、20内に交換可能に保持されている複数の曲げ工具4を有する曲げプレス3と、把持フィンガー31、32を備えた把持トング30を有する、マニピュレータ28と、曲げ工具4を操作するために、互いに離隔したストッパ領域49、50を有する、曲げ工具4内に配置された切欠き35、36とを有している。把持フィンガー31、32の端部38、39において、把持フィンガー31、32の、それぞれ互いに背を向ける側に、さらなる接触面40が形成されている。把持フィンガー31、32の端部38、39が、曲げ工具4を締付け保持するために、切欠き35、36内へ挿入されている。把持フィンガー31、32の接触面40が、形成すべき工作物2を保持するためのクランプ力に関して逆方向に、ストッパ領域49、50に圧接されている。 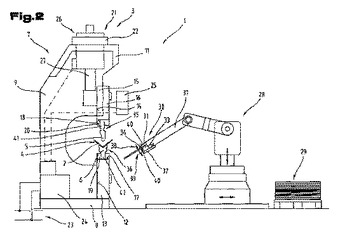 (もっと読む)
(もっと読む)
異形コ字状部を含む閉断面形状を有する成形体の製造方法
【課題】異形コ字状部の端部を折り曲げて閉断面を形成する際に、容易かつ精度よく曲げ加工ができ、閉断面を有する成形体を1枚の素材から1部品のまま製造すること。
【解決手段】底面部が長手方向に沿って内方に窪むように曲がった凹状曲面を呈してなる異形コ字状部を有する成形体を準備する準備工程と、芯金装置7を用いて側面部の端部を折り曲げて折り曲げ端部を形成する端部曲げ工程と、折り曲げ端部同士を接合して閉断面形状を形成する接合工程とを有する。芯金装置7は、側面当接面712、713と端部当接面717との境界角部にエッジ部715を設けてなる芯金本体71と、折り曲げ端部形成後に左右一対の側面部を互いに離れる方向に拡開させるための側面部拡開補助機構部73とを有している。
(もっと読む)
金属缶胴の製造方法
【課題】板厚の薄い金属板を素材とする場合でも、適正な形状の角筒型缶胴を効率的に製造することができる金属缶胴の製造方法を提供する。
【解決手段】金属板から得られた円筒体aを被成形材とし、コーナー状の加工面40を有する外型4と、先端に断面円弧状の加工面30を有する内型3とを用い、円筒体aの内側に位置する内型3と円筒体aの外側に位置する外型4とにより、角筒の角部となるべき円筒体部分を挟圧して角部の成形を行うに当たり、外型加工面40の開角θを90°未満とし、且つ外型加工面40の開角θ、内型加工面30の曲率半径r、金属板の板厚tおよび金属板の降伏強度σが所定の条件を満足するように角部の成形を行う。
(もっと読む)
板金製物品の曲げ加工装置
【課題】袋状の曲げ加工部を精度のよく容易に成形することができる板金製物品の曲げ加工装置を提供する。
【解決手段】サイドパネルアウタ1の上部縁辺部に第2の曲げ加工部15bを成形するためのダイ25をダイ本体35とスライドダイ部材36とに分割し、第2の曲げ加工部15bを成形するための窪み部36aと、突出部36bとをスライドダイ部材36側に設ける。これにより、サイドパネルアウタ1の上縁部形状等にとらわれることなく、成形後の第2の曲げ加工部15bをスライドダイ部材36と一体的に移動させる。これらの移動によってダイ本体35との間に形成された空隙を利用し、スライドダイ部材36からサイドパネルアウタ1を離脱させる。さらに、スライドダイ部材36をダイ本体35に対してスライド可能に保持する構成を採用する。
(もっと読む)
曲げ加工装置
【課題】加工動力の軽減を図ることができるとともに加工面の傷が少ない製品を得ることのできる曲げ加工装置を提供する。
【解決手段】ワークWを曲げる移動部材4と、ワークWの曲げ縁部を保持する保持部材3とを備え、移動部材4には、曲げ加工に際しワークWに当接する部位が順次保持部材3側に移行する円弧状の傾斜面4aと、この傾斜面4aに連続した垂直面4bとが形成されており、ワークWの曲げ縁部に接する保持部材3の部位と移動部材4の垂直面4bとは所定隙間をもって配置され、保持部材3には、ワークWの曲げ縁部に接する部位よりもワークWの曲げ方向側において、ワークWの曲げ部分に接しないような逃げ面3bが形成されている。
(もっと読む)
円筒軸の製造方法
【課題】曲げ加工により全長にわたって高い真円度を有する円筒軸20を製造する。
【解決手段】金属板10を、金属板10の幅方向に曲げるプレス成形により加工して、長手方向に直交する断面形状の各々が円形の円筒軸20を製造する方法であって、金属板10の幅の50%以上を円弧状に曲げる予備工程と、互いに接近し予備工程上がりの金属板10を円筒状に成形する一対の金型50を用いて、長手方向に直交する断面における金型50の合わせ方向に平行な径が軸製品の仕上がり径よりも短く、金型50の合わせ方向と直交する金属板10の径が軸製品の仕上がり径よりも長い段階で加工を止める仕上げ前工程と、長手方向に直交する各断面において、軸製品の仕上がり径と同じ内径を有する半円形の内面形状を有して長手方向に延在する溝の内面を加工曲面とする一対の金型60を用い、金属板10の表面に溝の内面が接した状態で加工を終える仕上げ工程とを含む。
(もっと読む)
プレス曲げ加工用工具
【課題】曲げ加工し得る加工物の長さの拡大を図り、加工物にキズをつきにくくする。
【解決手段】各矢弦1、2(刃先の角度は例えば90°に設定)の刃先分割線L1、L2と断面外側のエッジ辺13、23とのなす角度(例えば55°に設定)を、刃先分割線L1、L2と断面内側のエッジ辺14、24とのなす角度(例えば35°に設定)よりも大きくして、各矢弦1、2は、一方の矢弦1又は2の刃先分割線L1又はL2が他方の矢弦2又は1の刃先分割線L2又はL1と加工ブロック26又は16の内側端縁との間の中心位置よりも他方の矢弦2又は1の刃先分割線L2又はL1に寄せた位置を取る。
(もっと読む)
板金製物品の曲げ加工装置及びその方法並びに曲げ加工製品
【課題】板金製物品の端部をパンチと協働して曲げ加工するためのダイの構造の簡単化と製造コストの低減を図ることができる板金製物品の曲げ加工装置及びその方法並びに曲げ加工製品を提供すること。
【解決手段】板金製物品の端部17は、板金製物品の内側に配置されたダイ21の窪み部28と、この窪み部28に侵入するパンチとによって板金製物品の内側へ曲げ加工される。ダイ21は、窪み部28が形成されたダイ本体24と、窪み部28のために板金製物品の外側へ向かって突出した突出部29の一部を形成する分離ダイ部材25とを含んで形成され、端部17が曲げ加工されて曲げ加工製品になった車両のサイドパネルアウター1をダイ21から取り外すときに、分離ダイ部材25はダイ本体24からサイドパネルアウター1と共に取り外される
(もっと読む)
プレス加工装置
【課題】折り曲げ面の一部にバーリング加工やエンボス加工などの突起状となる既加工部を施した金属部材であっても、折り曲げ加工精度が良好で、量産性に適した金属部材のプレス装置を提供する。
【解決手段】上金型1が下降すると、上金型1の揺動型曲刃4の摺動面4cが下金型5の能動機構部7の規制面7aに適切な押圧力で接触しながら摺動するので、揺動型曲刃4は、その規制面7aに沿って揺動動作し、下金型5に設けられた固定型曲刃8に向かって挟み込んでプレスする。プレスの際、折り曲げ面に設けられた突形状の加工部は揺動型曲刃4のプレス面4bに設けられた逃げ部4dに納められる。
(もっと読む)
細長い金属棒を熱成形するための方法および装置
熱延伸巻付け成形装置は、熱的および/または電気的に絶縁性の材料で形成された作業面を有するダイと、メタルフォームを延伸させて当該メタルフォームを当該作業面の周囲に巻付けるための、間隔をあけて配置された掴み具の組とを含む。好ましい絶縁性材料は、織られたセラミック繊維の可撓性ブランケットである。延伸および巻付けの前に、熱源を用いて当該メタルフォームを加熱する。好ましくは、メタルフォームを抵抗加熱して、当該メタルフォームの全体にわたり均一な温度を維持する。ダイは一般に、主として金属で形成されているため、絶縁性材料は、ダイの金属から当該メタルフォームを熱的に絶縁し、絶縁性材料がなければ双方の間に生じるであろうホットスポットの発生を防止する。また、絶縁性材料は、ダイの金属から当該メタルフォームを電気的に絶縁し、それらの間の分流を防止する。  (もっと読む)
(もっと読む)
円筒軸の整形方法および整形金型
【課題】金属板の曲げ加工により全長にわたって均一に高い真円度を有する円筒軸20を製造する。
【解決手段】長手方向に対して直交する断面の各々において円筒軸20の外径と同じ内径の半円形の加工面61を有し、且つ、円筒軸20の長手方向と平行な断面の各々において直線状の内面形状を有する直線溝を備えたダイ52、62と、長手方向に対して直角な断面の各々において円筒軸20の外径と同じ内径の半円形の加工面53、63を有し、且つ、円筒軸20の長手方向と平行な断面の各々において、長手方向にの中央に近づくほど円筒軸20に対する圧下率が高くなる凸曲線状の加工面53、63を有する曲溝を備えたパンチ54、64とを用い、円筒軸20における金属板10の接合部に対して曲金型の溝の最も深い部分が当接するように、曲溝および直線溝の間に円筒軸20を挟んで円筒軸20を整形する。
(もっと読む)
円筒軸の製造方法
【課題】曲げ加工により全長にわたって高い真円度を有する円筒軸20を製造する。
【解決手段】金属板10を、金属板10の幅方向に曲げるプレス成形により加工して、長手方向に直交する断面形状の各々が円形の円筒軸20を製造する方法であって、金属板10の幅の50%以上を円弧状に曲げる予備工程と、互いに接近し予備工程上がりの金属板10を円筒状に成形する一対の金型50を用いて、長手方向に直交する断面における金型50の合わせ方向に平行な径が軸製品の仕上がり径よりも短く、金型50の合わせ方向と直交する金属板10の径が軸製品の仕上がり径よりも長い段階で加工を止める仕上げ前工程と、長手方向に直交する各断面において、軸製品の仕上がり径と同じ内径を有する半円形の内面形状を有して長手方向に延在する溝の内面を加工曲面とする一対の金型60を用い、金属板10の表面に溝の内面が接した状態で加工を終える仕上げ工程とを含む。
(もっと読む)
異形断面管の製造方法、製造装置、および出来た異形断面管
【課題】異形断面を有する管を成形するための装置および方法、および結果として生じる異形断面管を提供する。
【解決手段】本発明は、異形断面を有する管を成形するための装置および方法、および出来た異形断面管に向けられる。方法は、所望の大きさの金属ブランクを、協働する頂部および底部を有するダイの中に、前記底部が前記ブランクに対向するように、操作可能に配置して、実質的に前記ブランクを所望の管状構造に成形するステップを含む。
(もっと読む)
フィルム付き塗装鋼板の曲げ加工方法
【課題】表面保護フィルムを使用して鋼板に曲げ加工を施す際に、フィルム切れを抑制して表面欠陥を発生させることのなくフィルム付き鋼板を曲げ加工する。
【解決手段】表面保護フィルムを貼着した塗装鋼板に曲げ加工を施す際、表面保護フィルムとして引張強さが12.5N/cm以上、引張破断伸びが150%以下の特性を有するフィルムを用いるとともに、33%以上のクリアランスと4.6t(ただし、tは被加工鋼板の厚さ)以上のパンチRの金型条件で曲げ加工を施す。
(もっと読む)
厚板成形品およびそのプレス成形方法
【課題】 底板から上方に折り曲げられたフランジ部を有し、フランジ部の上端面の一部が底板より低位置に配置されるため、フランジ部の側面に底板の延長線と交差する部分が生ずる厚板成形品をプレスで一体成形可能にするプレス成形方法、およびその成形方法により成形した厚板成形品を提供すること。
【解決手段】 厚板素材の展開状態でベース部21とフランジ予定部31との間に余肉部29を設けて、該余肉部29をプレス型により押圧して、ベース部21とフランジ部30との間に凹状の溝27を成形する。
また、成形後に凹状の溝27となる部分の長手方向の一部に、溝27となる部分と平行な細長孔22bと、細長孔22bの長手方向両端にフランジ部30と反対方向に延在する切込み部22cとを設け、細長孔22bと切込み部22cとで囲まれる部位に舌部26bを設けるとともに、パンチ60bの下面61bの、ベース部21bの細長孔22bに対応する位置に、溝成形突起62を形成しない部位63bを設けたプレス型6bでプレス成形する。
(もっと読む)
1 - 20 / 23
[ Back to top ]