
Fターム[4E063DA04]の内容
Fターム[4E063DA04]の下位に属するFターム
ロールダイ (30)
Fターム[4E063DA04]に分類される特許
1 - 20 / 28
鋼板の曲げ加工装置、曲げ加工方法、曲げ加工プログラム
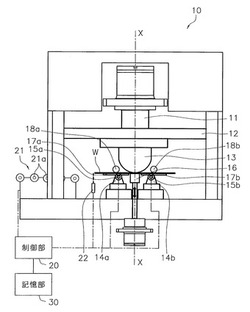
【課題】曲げ加工中に鋼板の板厚を推定して曲げ加工の精度を向上させることが可能な鋼板の曲げ加工装置、曲げ加工方法、曲げ加工プログラムを提供する。
【解決手段】曲げ加工装置10は、油圧シリンダ11とパンチ13と支持部14a,14bと角度センサ15a,15bと記憶部30と制御部20とを備えている。油圧シリンダ11は、ワークWの平面に対して垂直な方向へ押圧する。パンチ13は、油圧シリンダ11によってワークWに当接した状態で前進しワークWの曲げ加工を行う。支持部14a,14bは、パンチ13に対向配置され、曲げ加工が行われるワークWを支持する。角度センサ15a,15bは、ワークWの曲げ角度を検知する。記憶部30は、パンチ13の移動量に対するワークWの曲げ角度と板厚との関係を示すテーブルを保存する。制御部20は、角度センサ15a,15bにおいて検知された曲げ角度とパンチ13の移動量とに基づいてワークWの板厚を推定する。
(もっと読む)
プレス曲げ加工用下型

【課題】曲げ加工により製作されるU字形の金具の深さ寸法を拡大することができ、加工に関わる作業者にとって安全な曲げ加工を実現すること。
【解決手段】上面に左右方向に延びる凹溝を有し曲げ加工装置に固定されるブロック本体と、このブロック本体の前記凹溝内に収容され凹溝の軸の周りに回転動作により揺動運動が可能な回転ブロックとから成り、回転ブロックの上面には、板材の曲げ加工に際して、上型の刃先を受け入れる加工溝が形成されているプレス曲げ加工用下型である。ブロック本体は凹溝の前後両側に前側肩部と後側肩部を有し、前側肩部の高さ寸法は後側肩部の高さ寸法よりも小さく設定されて前側肩部と後側肩部との間で段差が設定されている。
(もっと読む)
曲げ加工装置及び曲げ加工方法
【課題】長尺体の自重による撓みや曲がりを抑制できるとともに、曲げ加工の自由度が高く、かつ設備コストを低減できる曲げ加工装置を提供する。
【解決手段】パイプベンダ(曲げ加工装置)1は、保持部10と、回転板21と、曲げ部40と、駆動部31と、を備える。保持部10は、パイプ8に対して着脱可能に構成される。回転板21には、保持部10を取り付けることができる。曲げ部40は、回転板21の一側に配置される。駆動部31は、パイプ8を曲げ部40に対して移動させることができる。曲げ部40は、回転板21に保持部10を介して取り付けられた状態のパイプ8を曲げることができる。パイプベンダ1は、回転板21に保持部10が取り付けられる向きを変更することにより、パイプ8の長手方向一側の部分を曲げ部40で曲げることができる第1状態と、長手方向他側の部分を曲げ部40で曲げることができる第2状態と、に切り替えることができる。
(もっと読む)
金属板の曲げ加工用金型
【課題】 一対のダイ部材に偏荷重が作用しても互いに先端縁同士が離間することなく接合状態を保持しながら均等に揺動できるようにし、折り曲げ精度の向上を図る。
【解決手段】 金属板Wを受ける受け面11を有しこの受け面11の先端縁12同士が接合しながら基台1に設けた支点部13を支点として揺動させられる一対のダイ部材10を備え、ダイ部材10の平面位置Xにおいて載置された金属板WをポンチPにより押圧することによりダイ部材10を傾斜位置Yに移動させて金属板を折曲形成するもので、各ダイ部材10の裏面側にこのダイ部材10の先端縁12側から基端16側に向けて順次突出する複数の凸部15を設け、基台1には、各凸部15に夫々対応して設けられダイ部材15の揺動時に先端縁12同士の接合が保持されるように凸部15の先端側の外側面が摺接してガイドされるガイド面21を有したガイド凹部20を形成した。
(もっと読む)
曲げ加工装置及び曲げ加工方法
【課題】中空断面を有する管材を曲げ加工するにあたっての加工性を高めることができる曲げ加工装置を提供すること。
【解決手段】曲げ加工装置は、一対の支点2を介して揺動自在に連結される一対のウイング式ダイ3と、管材Wの両端部をそれぞれ把持する一対のチャック4と、管材Wを支持する支持面31と、チャック4を載置する載置面32と、支持面31の反対側に位置する背面33と、背面33を支持面31に向かう方向に付勢するクッションパッド5と、背面33から支持面31に向かう突出方向Aに突出する突出部34と、管材Wを支持面31から背面33に向かう方向Bに選択的に押圧するパンチ6と、パンチ6が管材Wを押圧した場合に、チャック4の管材Wの延在方向Sにおける載置面32に対する相対移動を拘束して管材Wに軸力を付与する拘束面341とを含む。
(もっと読む)
曲げ加工装置
【課題】 材料取り付け部と加工部の両方を回動し、重力に対し最も有利な加工できる。
【解決手段】 支柱の上端に、直線状材料を水平に倒し固定した状態で軸線回りに回動させる材料固定部と、材料固定部から水平に張り出した材料を加工部で案内し、張り出した材料に直交する軸線を持ち、材料固定部の片側または両側に設けられたマンドレルと、マンドレルを軸線回りに回動させるマンドレル回動部と、マンドレルを中心に貫通させ、かつ、その回りに回動可能に嵌挿された円盤状の曲げスリーブと、曲げスリーブに突設された曲げ凸部と、曲げスリーブを軸線回りに回動させる曲げスリーブ回動部と、マンドレルを材料固定部の材料定置空間部の水平軸線の延長上を中心として、鉛直面内で旋回できるようにしたマンドレル公転部と、マンドレルを材料固定部の材料定置空間部の水平軸線に平行に移動させるようにしたマンドレル水平移動部とを備える。
(もっと読む)
プレス曲げ加工用下型及びこれを用いた工具
【課題】曲げ加工し得るU形金具の深さ寸法を拡大することができ、加工に関わる作業者にとって安全な曲げ加工を実現すること。
【解決手段】上面に左右方向に延びる凹溝を有し曲げ加工装置に固定されるブロック本体と、このブロック本体の前記凹溝内に収容され凹溝の軸の周りに揺動運動可能な回転ブロックとから成り、回転ブロックの上面には上型の刃先を受け入れる加工溝が形成されているプレス曲げ加工用下型である。ブロック本体は凹溝の前後両側に前側肩部と後側肩部を有し、前側肩部の高さ寸法は後側肩部の高さ寸法よりも小さく設定されて前側肩部と後側肩部との間で段差が設定されている。
(もっと読む)
鉄筋加工設備
【課題】設備の長大化を防止し、その設備に要する人員を少なく出来るようにする。
【解決手段】鉄筋切断機1と鉄筋曲げ機2を設けて、鉄筋切断機1に未処理鉄筋を供給する鉄筋供給装置5と、鉄筋切断機1から切断後の第1加工鉄筋を取り出して遠ざける第1搬送コンベア7と、第1加工鉄筋を鉄筋曲げ機2に搬送する第2搬送コンベア8と、鉄筋曲げ機2から曲げ加工された第2加工鉄筋を取り出して排出ゾーン10へ排出する第3搬送コンベア11とを設け、鉄筋供給装置5と鉄筋切断機1と第1搬送コンベア7とを鉄筋の長手方向に並べ、鉄筋曲げ機2を鉄筋切断機1の横側に配置し、第1搬送コンベア7から第1加工鉄筋を鉄筋曲げ機2に横搬送するように第2搬送コンベア8を形成し、第2加工鉄筋を鉄筋曲げ機2の横側で第1搬送コンベア7とは反対側に配置した排出ゾーン10へ搬送するように第3搬送コンベア11を形成してある。
(もっと読む)
凹凸状金属薄板の製造方法および装置
【課題】金属薄板を所定の連続凹凸状にプレス加工する際に、ひび割れを防止しつつ、生産性を向上させることができる凹凸状金属薄板の製造方法および装置を提供する。
【解決手段】連続する凹凸状の成形面を互いに組み合うように対向する上プレス型4と下プレス型5のうち、上プレス型4を、連続する凹凸状を分断するように分割した複数の分割型4a〜4cにより構成し、上プレス型4と下プレス型5の間の所定の位置に金属薄板Pを配置して、中央に位置する分割型4aを最初にして、以後、この分割型4aに隣り合う順に連続的に分割型4b、4cを下プレス型5に向かって一度押圧して金属薄板Pをプレスすることにより、所定の連続凹凸状を完成させる。
(もっと読む)
プレス加工機、プレス加工設備及びプレス加工方法
【課題】従来のプレス加工設備では、表押しプレス装置及び裏押しプレス装置が前後方向に隣接して設けられており、成型装置全体が大きくなるという問題がある。
【解決手段】そのために、本発明のプレス加工機は、同一平面内において対峙して配設された第1の押圧板及び第2の押圧板と、前記第2の押圧板の両側に配設されると共に前記第1の押圧板による押圧力を鋼板を介して受ける第1の受圧部材と、前記第1の押圧板の両側に配設されると共に前記第2の押圧板による押圧力を前記鋼板を介して受ける第2の受圧部材とを備えたことを特徴とする。これにより、プレス加工機をコンパクトなものすることができる。
(もっと読む)
金属板の成形装置
【課題】種々の曲げ角度に対応することが容易であり、特にブラインドコーナー部曲げを容易に行うことができ金属板の成形装置を提供する。
【解決手段】金属帯板2を、タンデムに配置された複数の成形スタンド3に設けた成形シュー10を通過させて折り曲げ成形する金属板の成形装置である。各成形スタンド3の成形シュー10は、金属帯板をその曲げ位置より帯板エッジ側部分を除いて受ける凸型8と、金属帯板面に対向して逆V字形に窪む逆V溝11を備えた角度可変凹型9とからなる。角度可変凹型9は回転支軸13を中心として回転して所望の傾斜角度αに角度設定可能である。少なくとも折り曲げの最終段階又は最終に近い段階の成形スタンドにおける成形シュー10は、凸型8の帯板エッジ側端部が金属帯板を角度可変凹型9の逆V溝11内に押し込む態様で折り曲げを行うようになっている。
(もっと読む)
金属板の曲げ加工方法及び装置
【課題】主として薄い金属板を対象として任意の曲げ角度に対応することができる曲げ加工方法又は装置を提供する。
【解決手段】曲げ加工装置1は凸型3と回転凹型7とを有する。凸型3は先端側が薄形縦断面形状又は鋭角縦断面形状である。回転凹型7は、金属板面に対向して逆V字形に窪む逆V溝4を備えるとともに、凸型3の上方で凸型前端近くに位置する回転支軸6を中心として下方に回転可能である。回転凹型7を、回転支軸6を中心として下方に回転させて凸型3の先端部を相対的に回転凹型7の逆V溝4内に入り込ませることにより、金属板2を折り曲げる。
(もっと読む)
折曲加工装置
【課題】金属製帯板状体を高精度に折曲ることができて、高品質の製品を形成できる折曲加工装置装置を提供する。
【解決手段】加工すべき金属製帯板状体4が貫通されるスリット5を有する内方固定型1と、内方固定型1に外嵌されて周方向に所定間隔で対向する折曲線形成用の一対のエッジ2a、2bを有する外方可動型2とを備え、外方可動型2の軸線廻りの回動によって、スリット5を介して突出する金属製帯板状体4にエッジ2a、2bを押圧して金属製帯板状体4の折曲線45を形成する折曲加工装置である。外方可動型2の対向するエッジ2a、2b間の隙間の少なくともいずれか一方の長手方向端部寸法の調整を行って、エッジ2a、2bを軸線に対して所定角度で傾斜させる調整手段Mを設けた。
(もっと読む)
L字型構造部材の製造方法
【課題】溝形鋼や山形鋼を素材としたL字型構造部材を、簡便かつ作業環境を悪化させることなく製造する。
【解決手段】素材溝形鋼7のフランジ部とウェブ部の交線と当該溝形鋼の長手方向に垂直な直線とが交わる点から互いに90度をなす方向に伸びる二つの直線l2とl3を山にして溝形鋼の両フランジ部を、山となる前記二つの直線が互いに当接するまで当該溝形鋼の内側に折り込み、それに伴ってウェブ部をフランジ部形成側に直角に折り曲げる。
素材が山形鋼の場合、一方の辺を山となる前記二つの直線が互いに当接するまで折り込んで他方の辺を一方の辺形成側に直角に折り曲げる。
(もっと読む)
Uプレス機及びUプレス機のロッカーダイ位置調節方法
【課題】鋼板をU成形するUプレス機において、ブラケットとベッドとの間にスペーサを挿入する作業や、ブラケットとベッドとの間からスペーサを取り出す作業を円滑に行える構成にする。ロッカーダイの位置を簡単に調節できるようにする。
【解決手段】複数のスペーサ30をベッド25から上昇させた位置で支持可能なスペーサ支持体51と、スペーサ支持体51に対して昇降可能な昇降体52とを備えた。昇降体52は、スペーサ支持体51に対して下降することにより、複数のスペーサ30のうち1又は2以上のスペーサ30をスペーサ支持体51に対して一括して下降させ、スペーサ支持体51に対して上昇することにより、下降させた1又は2以上のスペーサ51をスペーサ支持体51に対して一括して上昇させる構成とした。
(もっと読む)
プレス型およびプレス方法
【課題】簡単な構成で、シワの発生を抑制しつつ曲げ工程と歪み取り工程とを連続して一工程により行うことができるプレス型およびプレス方法を提供する。
【解決手段】プレス型1は、板状のワークWを負角に曲げ加工するためのものであって、相対向して配置され、相対的に近接・遠退する一対の型10、20を備えており、一方の型10には、ワークWの曲部を押圧する曲刃11と、この曲刃11を揺動可能に支持する支持機構12とを備えており、他方の型20には、プレス方向に対する負角部21aが形成されたダイス21と、ダイス21に対する曲刃11のプレス方向への相対的な近接移動に伴って、支持機構12に支持された曲刃11をダイス21の負角部21aと対応して揺動させるバックアップガイド22と、を備えている。
(もっと読む)
板の曲げ成形装置および曲げ成形方法
【課題】高強度UOE鋼管を製造するに際して、Uプレスによる曲げ(U曲げ)時に、鋼板とパンチの密着性を高めて、素材の高強度鋼板を所定のU字形状に的確に曲げることを可能にする板の曲げ成形装置および曲げ成形方法を提供する。
【解決手段】押し込み部33に鋼板11が接した時に、押し込み部33に作用する反力FAから受ける曲げモーメントMaが、支え部34に作用する反力FBから受ける曲げモーメントMbより大きくなるようにする。
(もっと読む)
管状部材の曲げ加工装置、及び、曲げ加工方法
【課題】プレス成形において芯金を用いずに所望の曲げ形状を得ることができる、新規な曲げ加工装置、及び、曲げ加工方法を提案する。
【解決手段】管状部材2を曲げ加工して製品形状を得る管状部材の曲げ加工装置1であり、前記製品形状の屈曲部内側2aを成形する屈曲部成形部10aを有する第一成形溝10bが形成される第一金型10と、前記第一成形溝10bと対向して前記管状部材2を保持する第二成形溝20bが形成され、前記第一金型10との相対位置の変化に従って支点(支点軸21)を中心に傾動し、前記管状部材2に曲げモーメントを付与する第二金型20と、を具備する管状部材2の曲げ加工装置1とする。
(もっと読む)
折り曲げ重ね部材、折り曲げ重ね部材形成方法、折り曲げ重ね部材形成装置、折り曲げ重ね部材を備える定着装置、及び画像形成装置
【課題】折り曲げ重ね部材を形成する装置の構造が簡単で加工の工程も少なく低コストで、曲げ位置や曲げ角度のずれがなく曲げ位置精度や曲げ角度精度が安定して、ユニットとの位置関係が安定して電源の接続状態や組み立て状態にも優れ高品質の画像形成が行われ低コストである折り曲げ重ね部材、及びその折り曲げ重ね部材形成方法、折り曲げ重ね部材形成装置、折り曲げ重ね部材を備える定着装置、並びに画像形成装置を提供する。
【解決手段】板材1の曲げ位置2の両側を平行に折り曲げて少なくとも部分的に重なる一方側の一方側曲げ部11と、前記板材1の前記曲げ位置2の両側を平行に折り曲げて少なくとも部分的に重なる他方側の他方側曲げ部12と、前記一方側曲げ部11と前記他方側曲げ部12を平行にして所定の折り曲げ方向に折り曲げて重ねるワイヤの外周面で形成する折り曲げ部3を備える。
(もっと読む)
パイプ曲げ器
【課題】圃場現場において農業用パイプを曲げるための軽量で操作が簡単容易で異なる径のパイプに適用できるパイプ曲げ器を提供する。
【解決手段】支持台と、支持台上にその長さ方向に進退可能に支持されたラックと、ラックの一端に着脱可能に取付けたわん曲水平溝を有する曲げ型と、ラック作動歯車と、ラック作動歯車をラックに選択的に噛合離反させる噛合離反機構とで構成し、作業者が支持台を地面に置き、足で踏んで噛合離反機構の直立操作棒を前後に反復傾動操作することにより、ラック作動歯車を回転させてこれに噛み合うラックを曲げ型装備端の方向に動かし、曲げ型の両側に設けたコマによって曲げ型の溝に水平保持したパイプの両側の運動を阻止してパイプを曲げ型の溝に沿ってわん曲させ、操作棒の深い傾動操作により歯車をラックから離反させ、ラックの手動復動によりパイプを曲げ型より離脱させうるようにした。
(もっと読む)
1 - 20 / 28
[ Back to top ]