
Fターム[4E063FA08]の内容
Fターム[4E063FA08]に分類される特許
1 - 20 / 45
ワーク保持装置
【課題】ワークに曲げ加工を施すこと等によってワークの形状が変化した場合であっても、ワークを保持することができるワーク保持装置を提供する。
【解決手段】ワークWの異なる複数の部位でワークを保持する複数のワーク保持部43と、ワークに加工を施したことによってワークの形状が変化したときに、この形状の変化に応じて、各ワーク保持部の位置を変更するワーク保持部位置変更部45とを有するワーク保持装置39である。
(もっと読む)
加工機の板材供給装置

【課題】マニピュレータで搬送されるワークの垂れ量を高精度に検出することが可能な加工機の板材供給装置を提供する。
【解決手段】
プレスブレーキ100の上方にカメラ17、及び赤外線照射器18を設け、ロボットハンド15にて把持されるワーク13に赤外線を照射した状態で、該ワーク13を撮影する。そして、撮影した画像に基づいて、ワーク13先端部の垂れ量Dを求め、更に、ワーク13先端部の、水平方向に対する傾斜角度θを求める。そして、マニピュレータ14の角度を調整してワーク13先端部の角度が略水平となるように調整し、更に、ロボットハンド15の位置を昇降させて、ワーク13を所望の加工位置に搬送する。このような制御を行うことにより、ロボットハンド15でワーク13を把持した際に、該ワーク13の先端部に撓みが発生した場合でも、確実にワーク13を搬送することが可能となる。
(もっと読む)
整列されずに積載された長方形の被加工材の折曲げ加工機への供給方法
【課題】ワークが整列不要でワーク1枚を確実に曲げ加工機へ供給する方法の提供。
【解決手段】ロボット7と姿勢計測手段36と板厚計測手段を有するローディング装置5と掴換え装置29とを備えた曲げ加工システムにおいて、1.積載姿勢計測手段により、ローディング装置の最上部のワークのY軸基準辺を表す直線の式とX軸基準辺を表す直線の式を求め、Y軸基準辺のX軸に対する傾きαと新しい原点O’を求める。2.傾きαと原点O’に基づいてロボットハンドの把持姿勢を修正する共に、ロボットハンドの吸着手段を上下動させて2枚目以降のワークを落下させる。3.板厚計測手段により板厚を計測する。4.複数枚が保持されている場合掴み換え装置に一時保持させ、最上層から1枚ずつローディング装置へ返送積載する。5.返送されたワークに対して行程1から行程3を実施する。6.行程3において複数枚保持されていなければそのワークを折曲げ加工機へ供給する。
(もっと読む)
曲げ部材の製造装置
【課題】安全かつ効率的に稼働しながら、曲げ部材を量産することができる曲げ部材の製造装置を提供する。
【解決手段】長手方向へ送られる鋼管16の外周面から離間して配置される誘導加熱コイル12aと、誘導加熱コイル12aを冷却するコイル冷却機構とを備える金属材加熱機構12と、金属材加熱機構12により加熱された高温部の外面に冷却水13bを吹き付けることによって、鋼管16の軸方向へ向けて移動する高温部16dを形成する金属材冷却機構13と、第1の支持機構14−1および第2の支持機構14−2からなり、高温部16dを境としてその両側に位置する二つの部分を支持するとともに、第2の支持機構14−2により支持される部分の位置を二次元または三次元で変更することにより、高温部16dに曲げモーメントを与える金属材支持機構14と、一の鋼管の曲げ加工時に、全停止、送り完了後停止、および、警報出力のうちのいずれか一の動作を選択し、選択した動作を実行する信号を出力する制御機構15を備える製造装置10である。
(もっと読む)
金属加工装置及び金属部材の製造方法
【課題】ダイレス成形であっても、製造される曲げ部材の加工精度のばらつきをきわめて小さく抑制する。
【解決手段】長尺の素材41に、素材41の軸方向へ移動する高温部41aを部分的に形成しながら、高温部41aを境として素材41の一方の端部側及び/又は他方の端部側を支持する産業用ロボットのマニピュレータを、予め設定した目標移動軌跡に基づいて移動させて高温部41aに曲げモーメントを与えることによって、曲げ部材を製造する際に、移動時におけるマニピュレータの軌道の測定値あるいは推定値と、目標移動軌跡との偏差を求め、この偏差が予め定めた閾値を超える場合に素材1の次以降の素材の加工における目標移動軌跡を修正して設定する。
(もっと読む)
金属加工装置及び金属部材の製造方法
【課題】ダイレス成形であっても、製造される金属部材の加工精度のばらつきを極めて小さく抑制する。
【解決手段】長尺の素材1に、素材1の軸方向へ移動する高温部1aを部分的に形成しながら、高温部1aを境として素材1の一方の端部側及び/又は他方の端部側を支持する産業用ロボット11のマニピュレータ10を、予め設定した移動軌跡の目標値に基づいて移動させて高温部1aに曲げモーメントを与えることによって、金属部材8を製造する際に、移動時におけるマニピュレータ10に作用する荷重及び/又は加速度の測定値と、予め設定した荷重及び/又は加速度の目標値との偏差を求め、偏差が予め定めた閾値を超えた場合には、金属部材8の製造の中止、又は警告の出力を行う。
(もっと読む)
熱処理鋼材又は曲げ部材の製造装置及び製造方法
【課題】閉じた横断面形状を有するとともに軸方向へ搬送される鋼材を、長手方向及び/又は周方向への加熱温度の変動を抑制しながら加熱して、熱処理鋼材を製造する。
【解決手段】長手方向の第1の端部17aを先頭として長手方向へ送られる鋼管17の外面17cから離間して第1の位置Aに配置され、鋼管17をAc3点以上に加熱する誘導加熱コイル12aと、第1の位置Aよりも鋼管17の送り方向の下流の第2の位置Bで鋼管17の外面17cに冷却水13bを吹き付けることによって、誘導加熱コイル12aによる鋼管17の加熱位置P1と冷却水13bの鋼管17への吹き付け位置P2との間に赤熱部17dを形成しながら、鋼管17を焼入れる冷却機構13と、赤熱部17dの温度測定機構14と、温度測定機構14の測定結果に基づいて、誘導加熱コイル12aへの電力の投入量をフィードバック制御する投入電力制御機構15とを備える製造装置10である。
(もっと読む)
長尺材曲げ加工用のロボットハンドおよび長尺材曲げ加工システム
【課題】吸着手段とグリッパとを備えたローディングが可能な長尺材用ロボットハンドの提供と、このロボットハンドを使用した長尺板材曲げ加工システムの提供。
【解決手段】1.ロボットハンド15に吸着手段31とワークの長手方向両端部を把持するグリッパ51とを設け、前記吸着手段をワークの前後方向に移動位置決め可能に設けたことを特徴とする長尺板材曲げ加工用ロボットハンド。2.板材折曲げ加工機へワークを供給するロボットと、掴み換え装置とを備えた長尺板材曲げ加工システムにおいて、前記ロボットハンドがロボットハンド15に吸着手段31とワークの長手方向両端部を把持するグリッパ51とを設け、吸着手段をワークの前後方向に移動位置決め可能に設けてなるこ長尺板材曲げ加工システム。
(もっと読む)
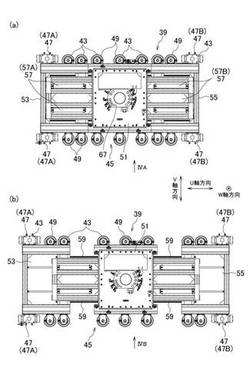
曲がりパイプ製造装置
【課題】角パイプ素材の自動供給技術を提供することを課題とする。
【解決手段】図(b)に示すように、中子芯金31が傾いているとする。中子芯金31の傾きに対応して(a)に示すように、ブロック部材34が傾いている。対策として、(c)に示すように、シリンダ37を作動させ、ピストンロッド37aを前進させる。弾性体39及びディスク38を介してピストンロッド37aで平坦面34aが押され、この平坦面34aが水平になる。(d)に示すように、中子芯金31は水平になる。
【効果】中子芯金を所定の姿勢に合致するように姿勢補正する芯金姿勢補正機構が、備えられている。材料台車上の角パイプ素材と中子芯金の姿勢が合っているため、角パイプ素材を材料台車からパイプベンダーへ移動するだけで、角パイプ素材を中子芯金に被せることができる。角パイプ素材の自動供給が可能となる。
(もっと読む)
金属管の熱間加工装置
【課題】 金属管の熱間加工装置において、高周波加熱コイルを曲げ支点部材に接近させながら曲げ支点部材の加熱を防止する。
【解決手段】 曲げ装置による曲げモーメントは曲げ支点部材12の位置において最大になるため、高周波加熱コイル13を曲げ支点部材12に接近させて曲げモーメントが最大になる位置を加熱することが望ましいが、そのようにすると高周波加熱コイル13によって曲げ支点部材12が加熱されてしまい、曲げ支点部材12の変形や耐久性の低下が懸念される。しかしながら、高周波加熱コイル13の曲げ支点部材12に対向する面に磁束の通過を遮断するシールド部材16を設けたので、磁束が曲げ支点部材12に作用するのを防止することで、高周波加熱コイル13を曲げ支点部材12に接近させながら、曲げ支点部材12の加熱を確実に防止することができる。
(もっと読む)
曲げ加工システム及びその方法
【課題】曲げ加工機3においてワークWの把持手段5に対するずれを補正する機能を有し製品の加工不良を低減させる。
【解決手段】ワークWを把持する把持手段とワークWに曲げ加工を行う曲げ加工機3とを備えた曲げ加工システム1である。そして、把持手段5がワークWを把持してから、所定の加工を終了するまで、把持手段5とワークWとの位置関係にずれが存在する場合に、当該ずれの存在を検出する検出手段17と、検出手段17での検出結果に応じて、ずれを補正する補正手段35とを備える。さらに、検出手段17は、曲げ加工機に備えられたバックゲージであり、把持手段5がワークWを把持し当該バックゲージに突き当てることにより、ずれの生成を検出する。
(もっと読む)
曲げ加工用金型、これを用いた自動車用サスペンションアームの製造装置およびその製造方法
【課題】装置構成が簡単で安価であり、装置の設置面積を小さくできると共に、製造の自動化が可能な曲げ加工用金型、これを用いた自動車用サスペンションアームの製造装置およびその製造方法を提供する。
【解決手段】自動車用サスペンションアームの製造装置に用いられ、丸棒状素材20を曲げ加工して曲げ加工材21を作製するための曲げ加工用金型1であって、丸棒状素材20を載置する載置部3を備える曲げ下金型2と、曲げ下金型2に載置された丸棒状素材20を垂直方向に押圧する押圧部5を備える曲げ上金型4とからなり、載置部3および押圧部5は、曲げ加工材21の曲げ形状に沿った形状に形成され曲げ加工材21と接触する下金型接触部6および上金型接触部7を備え、下金型接触部6は、その中央部に曲げ加工材21と非接触で移動手段が曲げ加工材21を把持できる大きさに形成された溝部8を備える。
(もっと読む)
曲げ加工品の検査装置
【課題】導電体材料で構成された長尺金属体から成る曲げ加工品の割れの有無を自動的に、かつ簡単に検査できるようにした曲げ加工品の検査装置を提供する。
【解決手段】導電体材料で構成された長尺金属体からなる曲げ加工品1が搬送される検査台2を有し、この検査台2には曲げ加工品1の基準部位1Aを位置決めする位置決め部材4と、曲げ加工品の比較部位の位置ずれを検知する検知部材5、6とが設けられ、この検知部材5、6が曲げ加工品1の比較部位1Bの位置ずれを検知したときに警報を発する制御手段12を備えたことを特徴とし、曲げ加工装置による曲げが強すぎて割れが発生して比較部位1Bの位置が公差から外れたときには検知部材5、6でこれを検出し、制御手段12で警報を発することにより、曲げ加工品1の割れの有無が自動的に、かつ簡単に検査できるようにしている。
(もっと読む)
曲げ部材の自動ハンドリング方法およびその装置
【課題】ワークのツカミ換えを最小回数に抑えることでワーク1枚当たりの加工タクトを大幅に短縮することにより、作業能率を高めて加工コストを低減できる曲げ部材の自動ハンドリング装置を提供する。
【解決手段】ワーク1の大きさと形状に応じて予めプログラムされたXY軸座標上の原点をハンドリング開始点として操作台テーブル11に設定する。自動ハンドリング装置30のワークグリップ機構31は搬入テーブル12上のワークの長辺1cを把持し、クランプ状態でハンドリング開始点まで移動させる。ハンドリング開始点から今度はクランプ状態でY軸方向をパネルベンダー本体10(の金型)に向けて前進させる。ワーク1の長辺1bを曲げ加工後にハンドリング開始点まで後退させる。自動ハンドリング装置30のグリップ保持板38を反時計廻り方向に90°旋回させ、短辺1eを曲げ加工する。そのようにして長短4つの辺を曲げ加工する。
(もっと読む)
加工製品の製造方法及び製造装置
【課題】自重補正装置を設ける必要なく、冷却水が高周波加熱コイルに接触することなく、高寸法精度の製品、例えば曲げ製品を製造することが可能な加工製品の製造方法および製造装置を提供する。
【解決手段】鋼管13の軸方向の一部に、鋼管13の第1の端部13aから第2の端部13bへ向けて移動する被加熱部13cを部分的に形成しながら、第1の端部13a及び/又は第2の端部13bと被加熱部13cとの間に存在する鋼管13の一部を変位させて被加熱部13cを変形させることによって、鋼管13を素材とする加工製品を製造する。この際、被加熱部13cが略上下方向を指向するようにする。
(もっと読む)
曲げ加工装置及び曲げ部材の製造方法
【課題】装置全体の設置スペースの小型化及び設備コストの抑制と、動作速度の抑制とを図ることができ、これにより、寸法精度が優れた曲げ部材を高い生産性でかつ低コストで製造できる曲げ加工装置及び曲げ部材の製造方法を提供する。
【解決手段】(i)鋼管25の一端側を固定するクランプ22と、(ii)鋼管25を加熱し、加熱された部分を冷却する加熱冷却ユニット23と、(iii)少なくとも6自由度を有し、鋼管25の他端部を保持しながら並進3自由度及び回転3自由度の荷重を与えることにより、鋼管25における高温部分に曲げモーメントを与える第1マニピュレータ24と、(iv)加熱冷却ユニット23を保持し、第1マニピュレータ24が曲げモーメントを与える際に、加熱冷却ユニット23の位置を鋼管25の多端側から一端側に接近する位置へ変更する第2マニピュレータ29とを有する曲げ加工装置20である。
(もっと読む)
加工製品の製造装置
【課題】生産性が高いために省エネルギーおよびコストダウンを図ることができる加工製品の製造装置を提供する。
【解決手段】被加熱部形成機構14と、第1の鋼管12−1および第2の鋼管12−2を支持しながら第1の鋼管12−1および第2の鋼管12−2それぞれの被加熱部12−1a、12−2aを変形させるための被加熱部加工機構15とを備える加工製品11の製造装置10であって、被加熱部加工機構15が、第1の鋼管12−1を支持するとともに被加熱部12−1aを変形させる機能を有する第1の支持手段19と、第2の鋼管12−2を支持するとともに被加熱部12−2aを変形させる機能を有する第2の支持手段20とを少なくとも有する。
(もっと読む)
曲げ加工システム及びその方法
【課題】新しい曲げ製品に対し行われる試し曲げ加工等により変化する残加工枚数を修正しながらスケジュール運転を行う。
【解決手段】材料を収納した自動倉庫からブランク材を取り出し、曲げ加工機19により加工を行う曲げ加工システム1である。そして、所定量の加工を自動運転で実行するためのスケジュールデータに基づき、スケジュール運転を制御するスケジュール運転制御手段と、スケジュールデータに基づくスケジュール運転の実行中に、試し曲げ等の特定の曲げ加工処理を実行する試験加工モードに移行する移行制御手段とを備える。そしてスケジュール運転制御手段は試し曲げ等の特定の曲げ加工の結果に応じて変化する後続のスケジュールを管理する。
(もっと読む)
特に自由な形に曲げるための、製造設備
本発明は、自由な形に曲げるための、製造設備1に関する。製造設備1は、工具収容部19、20内に交換可能に保持されている複数の曲げ工具4を有する曲げプレス3と、把持フィンガー31、32を備えた把持トング30を有する、マニピュレータ28と、曲げ工具4を操作するために、互いに離隔したストッパ領域49、50を有する、曲げ工具4内に配置された切欠き35、36とを有している。把持フィンガー31、32の端部38、39において、把持フィンガー31、32の、それぞれ互いに背を向ける側に、さらなる接触面40が形成されている。把持フィンガー31、32の端部38、39が、曲げ工具4を締付け保持するために、切欠き35、36内へ挿入されている。把持フィンガー31、32の接触面40が、形成すべき工作物2を保持するためのクランプ力に関して逆方向に、ストッパ領域49、50に圧接されている。 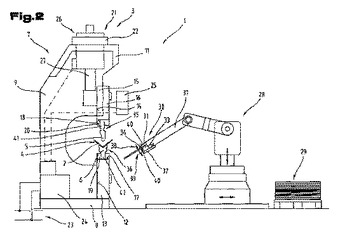 (もっと読む)
(もっと読む)
鉄筋曲げ機及び鉄筋加工装置
【課題】支点ローラの差し替えの伴う力点ローラの位置調整を、簡単に行えるようにする鉄筋曲げ機を提供する。
【解決手段】上下方向に沿った姿勢の曲げ加工基盤1を設けると共に、曲げ加工基盤1上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部2を設け、屈曲加工部2に、支点ローラ3を設けると共に、その支点ローラ3の軸心回りに力点ローラ4を駆動回転するように取付ける駆動回転支持部5を設け、支点ローラ3を径の異なったものと差換え自在に取付け、力点ローラ4の回転支軸を差し込んで支持固定するローラ設置穴9を、駆動回転支持部5上で支点ローラ3の周りに複数配設し、複数のローラ設置穴9は支点ローラ3の軸心との距離を夫々異ならせてある。
(もっと読む)
1 - 20 / 45
[ Back to top ]