
Fターム[4E063KA01]の内容
板、棒、管等の曲げ (4,439) | 曲げ条件、予備処理等 (243) | 温度 (95)
Fターム[4E063KA01]の下位に属するFターム
Fターム[4E063KA01]に分類される特許
1 - 3 / 3
チタン部材の曲げ加工方法および曲げ加工具
【課題】チタン部材について、ドライ環境下での曲げ加工が行えるようにしたチタン部材の曲げ加工方法および曲げ加工具を提供する。
【解決手段】曲げ加工具はチタン部材と接する部分の少なくとも一部分に形成された最大表面粗さが3μm以上25μm以下の微細な凹凸を備えた微細凹凸部と、微細凹凸部に含まれる複数の頂上部の一部だけが露出するように微細凹凸部に形成されたフッ素樹脂膜とを有し、フッ素樹脂膜が微細凹凸部の表面に密着している。
(もっと読む)
溶融めっき鋼板の温間加工方法及び温間加工成形品
【課題】溶融めっき層の延性を増加させて下地鋼に近づけ、クラック,剥離等の加工欠陥のない健全な溶融めっき層を有する溶融めっき鋼板の加工製品を得る。
【解決手段】溶融亜鉛めっき鋼板,溶融Zn‐Al系めっき鋼板,溶融Zn‐Al‐Mg系めっき鋼板,溶融アルミニウムめっき鋼板等の溶融めっき鋼板、或いはさらに高延性塗膜を設けた前記溶融めっき鋼板を加工する際、加工温度を50℃以上に加熱保持し、溶融めっき層の延性を増加させる。保持温度は、めっき原板が青熱脆性を起こさないように150℃未満とする。50℃以上で150℃未満の温度域の温間加工であるため、優れた加工性で目標形状に加工でき、熱器具用途にあっては優れた耐熱性も維持される。
(もっと読む)
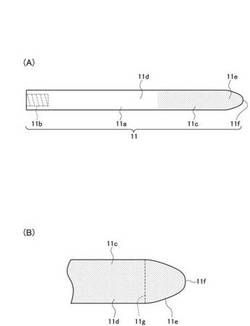
熱交換器用のフラットチューブの曲げ加工法及び曲げフラットチューブ

【課題】フラットチューブ曲げプロセス後、折り返し弓形部分の断面積及び肉厚が減少しないようにする方法を提供する。
【解決手段】フラットチューブの曲げ方法は、フラットチューブ(1)を中央部分(3)の幅の狭い長手方向側部(10)のところで長手方向軸線(11)に対して180°の角度曲げるステップ、フラットチューブ(1)の内側曲げ半径部(12)を加工するステップ及び/又は曲げ中、フラットチューブ(1)の外側曲げ半径部(13)を大きくするステップを有し、フラットチューブ(1)の総断面積(6)及びフラットチューブ(1)の壁(7)の厚さを曲げ半径部(12,13)においても維持し、チューブ頂面(4)及びチューブ底面(15)を平らに維持し且つ互いに対して平行に整列させる。
(もっと読む)
1 - 3 / 3
[ Back to top ]