
Fターム[4E063KA02]の内容
板、棒、管等の曲げ (4,439) | 曲げ条件、予備処理等 (243) | 温度 (95) | 熱間曲げ (62)
Fターム[4E063KA02]の下位に属するFターム
加熱温度を特定するもの (6)
高周波誘導加熱 (30)
Fターム[4E063KA02]に分類される特許
1 - 20 / 26
金属管の圧縮曲げ加工方法とその装置
【課題】生産性が高く、安価に曲げ加工できる金属管の圧縮曲げ加工方法とその装置を提供する。
【解決手段】曲げ加工すべき金属管1に対し曲げ中心Oから引いた垂線の足を点Aとし、金属管1の先部を点Aより前方の位置に於いて曲げアーム4上に、所定の曲げ半径Rとなるようにクランプする。曲げアーム4に、半径が偏差eだけ大きいr=R+eである圧縮車輪14を固定する一方、テールクランプ装置7に金属管1後部をクランプし、伝導部材11を圧縮車輪14で支持した状態で、金属管1を適宜の駆動装置9を用いて移動すると共に、金属管1を点Aの近傍に於いて加熱装置19により加熱する。金属管1の中心から偏差e点の軸線の伸びを、伝導部材11を用いて抑えることにより、駆動装置9の推力P2と、伝導部材11に生じた反力P1を加えた圧縮力P(=P1+P2)を付与しながら曲げ加工する。
(もっと読む)
金属条材の曲げ加工装置、首折れ防止用支持クランプ装置、および曲部を備えた金属条材の製造方法

【課題】作業の労力・危険を軽減回避し、良好な生産性を確保しつつ曲げ加工時の首折れを防ぐ。
【解決手段】金属条材を加熱する手段と、金属条材を推進させる手段と、金属条材を把持すると共に金属条材の推進に伴い支軸を中心として旋回して金属条材に曲げモーメントを加えるクランプアームとを備えた金属条材の曲げ加工装置で、クランプアームよる把持部より後側の近接位置において金属条材の表面に当接して金属条材の首折れ変形を阻止する支持クランプを備える。支持クランプは、金属条材の曲げ外周側の表面に当接する閉成状態と、当該曲げ外周側表面から離間する開放状態との間で開閉動作可能な外爪と、金属条材の曲げ内周側の表面に当接する閉成状態と、当該曲げ内周側表面から離間する開放状態との間で開閉動作可能な内爪を含む。
(もっと読む)
金属管の曲げ加工装置
【課題】広範な要求圧縮力(減肉率)に高精度に対応でき且つ作業性も良好な曲げ加工装置を得る。
【解決手段】金属管を加熱する加熱手段と、金属管を推進させる推進手段と、金属管を把持して支軸を中心として回動可能なアームを含み、アームによって加熱手段による金属管の加熱部の前方を把持すると共にこの把持点を金属管の推進に伴い支軸を中心として旋回させ、金属管に曲げモーメントを加える案内手段と、金属管の後部を把持して金属管に推進力を伝達するクランプを有し且つ加熱手段に向け進行する台車と、金属管の推進方向と反対方向の引戻力を、支軸を支点としてアームを介し金属管に加える圧縮手段とを備え、圧縮手段が、大出力の第一圧縮駆動手段と小出力の第二圧縮駆動手段を含み、第一及び第二圧縮駆動手段の一方又は双方により引戻力を金属管に付与する。
(もっと読む)
板材成形方法、板材成形装置、板材成形装置の成形条件決定方法および板材成形装置の成形条件決定装置
【課題】板材を局所的に加熱して成形する際に、板材を精度良く加工することが可能な板材成形方法、板材成形装置、板材成形装置の成形条件決定方法および板材成形装置の成形条件決定装置を提供することを目的とする。
【解決手段】本発明に係る板材成形方法は、チタン製またはチタン合金製の板材10に引張り力を負荷した状態で、引張り力が負荷された板材10の成形部分を、成形目標の曲率を有する金型2に押し当てる押圧ステップと、板材10のうち少なくとも成形部分を、互いに平行な複数のライン上で連続的または断続的に加熱する加熱ステップとを含む。
(もっと読む)
金属管曲げ加工装置および方法
【課題】引張力を金属管に作用させて圧縮曲げを行う際に増肉率・減肉率を安定させる。
【解決手段】金属管8を環状加熱機構11で加熱しながら直進機構20で移動させるととも旋回機構30で旋回させて金属管8に圧縮力(Pn)を掛けつつ曲げ加工する際に引張力付与機構50にて金属管8の両端部を引っ張ることによっても金属管8に圧縮力(Pc)を付与する金属管曲げ加工装置60において、引張力付与機構50の引張力Pbを可変調整する引張力調整部材63と、直進機構20の推力Psを検出する推力検出部材62と、通常圧縮力Pnと付加圧縮力Pcとの合計圧縮力Paに対応した制御目標値PAから推力検出値Psを引いて引張力Pbを算出しこの引張力算出値Pbに基づいて引張力調整部材63を制御する制御部65とを備える。また、連結部61を傾動許容形にする。
(もっと読む)
曲げ加工装置及び曲げ部材の製造方法
【課題】装置全体の設置スペースの小型化及び設備コストの抑制と、動作速度の抑制とを図ることができ、これにより、寸法精度が優れた曲げ部材を高い生産性でかつ低コストで製造できる曲げ加工装置及び曲げ部材の製造方法を提供する。
【解決手段】(i)鋼管25の一端側を固定するクランプ22と、(ii)鋼管25を加熱し、加熱された部分を冷却する加熱冷却ユニット23と、(iii)少なくとも6自由度を有し、鋼管25の他端部を保持しながら並進3自由度及び回転3自由度の荷重を与えることにより、鋼管25における高温部分に曲げモーメントを与える第1マニピュレータ24と、(iv)加熱冷却ユニット23を保持し、第1マニピュレータ24が曲げモーメントを与える際に、加熱冷却ユニット23の位置を鋼管25の多端側から一端側に接近する位置へ変更する第2マニピュレータ29とを有する曲げ加工装置20である。
(もっと読む)
ロールベンダ及びロール曲げ加工方法
【課題】小さな駆動力で曲げ加工が可能で曲げ品質に優れた多点式ロールベンダ及びそれを用いたロール曲げ加工方法の提供を目的とする。
【解決手段】曲げ加工する被加工材の、R曲げ外側に位置する外側ロールと、R曲げ内側に位置する内側ロールとを備え、前記外側ロールと内側ロールとが、それぞれ3つ以上有し、且つ、それぞれが回転駆動制御されていることを特徴とする。
(もっと読む)
加工製品の製造装置
【課題】生産性が高いために省エネルギーおよびコストダウンを図ることができる加工製品の製造装置を提供する。
【解決手段】被加熱部形成機構14と、第1の鋼管12−1および第2の鋼管12−2を支持しながら第1の鋼管12−1および第2の鋼管12−2それぞれの被加熱部12−1a、12−2aを変形させるための被加熱部加工機構15とを備える加工製品11の製造装置10であって、被加熱部加工機構15が、第1の鋼管12−1を支持するとともに被加熱部12−1aを変形させる機能を有する第1の支持手段19と、第2の鋼管12−2を支持するとともに被加熱部12−2aを変形させる機能を有する第2の支持手段20とを少なくとも有する。
(もっと読む)
プレス成形法
【課題】被加工材を加熱してプレス加工するプレス成形法に関し、金型への位置決め精度の悪化や金型の保持不良が発生しないプレス成形法を提供することを課題とする。
【解決手段】それぞれプレス方向に独立して移動可能で、少なくとも一方は複数ある第1電極5a−5dと第2電極7a−7dとを前記被加工材1の単一の折り曲げ線3を挟んで配置し、第1電極5a−5d、第2電極7a−7dが被加工材1に対して接触し、第1電極5a−5d、第2電極7a−7d間に通電して、折り曲げ線3を加熱し、折り曲げ線3に沿ってプレス加工する。
(もっと読む)
曲げ加工装置
【課題】
高い生産性、省設置スペース性及び良好なメンテナンス性を有し、鋼管17の曲げ部材35を高い寸法精度で製造する曲げ加工装置10を提供する。
【解決手段】
鋼管17を長手方向へ送る送り機構11と、鋼管17を送りながら支持する第1の支持機構12と、送られる鋼管17の一部または全部を加熱する加熱機構13と、送られる鋼管17における加熱機構13により加熱された部分を冷却する冷却機構14と、送られる鋼管17の少なくとも一箇所を支持しながら二次元または三次元の方向へ移動することによって、鋼管17における加熱された部分に曲げモーメントを与えて、鋼管17を所望の形状に曲げ加工する第2の支持機構25と、鋼管17の変形を防止する変形防止機構16とを備える曲げ加工装置である。送り機構11は、軸数が7軸の垂直多関節ロボットである第1の産業用ロボット18により構成される。
(もっと読む)
チタン合金細長素材曲げ成形装置
【課題】従来より小型で使用熱量が少なく短時間に所望の曲率及び厚さにチタン合金細長素材を湾曲成形できるチタン合金細長素材曲げ成形装置を提供することである。
【解決手段】チタン合金細長素材曲げ成形装置10は:チタン合金細長素材間欠送出機構14と;この送出機構により送り出された素材12の湾曲加工領域の一部を素材送り出し停止中に素材の長手方向と交差する方向から挟持するとともに素材を湾曲可能温度まで加熱する一対の挟持部材16f,16mを含む素材挟持加熱機構16と;そして、この加熱機構に隣接し、湾曲加工領域の一部が湾曲される曲率を有した湾曲加工面18Pを夫々が有し上記湾曲可能温度まで加熱された一対の湾曲成形型部材18f,18mを含み、上記加熱機構から送り出された素材の湾曲加工領域の加熱された一部を素材の送り出し停止中に湾曲加工面により挟持し湾曲加工面に沿わせる素材加熱湾曲加工機構18と;を備える。
(もっと読む)
ダイクエンチ加工製品とその製造方法及び製造装置
【課題】曲げ部の稜線に断面S字状の屈曲部が形成された軽量で高強度化なダイクエンチ加工製品を生産性良く且つ低コストで得ることができる製造方法を提供すること
【解決手段】ダイクエンチ加工によって曲げ部の稜線に断面S字状の屈曲部が形成されたハット形状のダイクエンチ加工製品を製造する方法として、加熱された金属板W1の曲げ部Waを除く平坦部(側面部Wbとフランジ部Wc及び天面部Wd)を上型1と下型2でプレス成形することによって曲げ部Waを形成し、該曲げ部Waを上型1と下型2に接触させないで高温状態を維持したまま、該曲げ部Waを上下の上型1と下型2間に形成された空間S内で圧縮して曲げ部Waの稜線に断面S字状の屈曲部を形成する。
(もっと読む)
閉断面金属部材の製造方法
【課題】凹溝を挟んで平行に延びる2つの閉断面部を有する閉断面金属部材を矩形平板状ワークから製造する場合に、ワーク中央部の重合部を良好にスポット溶接する。
【解決手段】矩形平板状ワークW0の対向縁部S0,S0を切り欠き、一方の縁部の切欠き部mと他方の縁部の非切欠き部nとが対応して並ぶ中間部材W1を形成し、該部材W1の非切欠き部nを折り返し、両縁部S1,S2にワークが2層の積層部Aと1層の単層部Bとが交互に並設された中間部材W2を形成し、該部材W2の両縁部S1,S2を該部材W2の中央部に集めるように該部材W2を一方の面側に折り曲げると共に両縁部S1,S2を他方の面側に折り曲げ、該部材W2の中央部と一方の縁部の積層部A端部と他方の縁部の単層部B端部とが重合した中間部材W3を形成し、該部材W3の重合部Lを接合する。
(もっと読む)
鋼管曲げ加工装置及び鋼管曲げ加工方法
【課題】ワイヤロープの曲げ直径を十分に大きくすることができ、ワイヤロープの疲労寿命の向上ができる、更に加工後の管の減肉率や曲げ半径の制御が容易な鋼管曲げ加工装置及び鋼管曲げ加工方法を提供することを目的とする。
【解決手段】鋼管1の外周面の一部を環状に加熱する加熱手段12と、前記加熱部に圧縮力を付加する圧縮力付加手段7、9と、前記加熱手段により加熱される加熱部近傍を環状に冷却する冷却手段17と、前記圧縮力の方向を前記加熱部の軸方向と平行に保つとともに、前記圧縮力付与手段の力点の位置を前記鋼管の加熱部の軸を挟んでその両側に保つための圧縮力案内部材4と、曲げられた鋼管が所定の曲げ半径を保つように前記鋼管を拘束する拘束部材6と、前記曲げられた鋼管と前記加熱手段と前記冷却手段とを、未だ曲げられていない鋼管の軸方向へ相対移動させる駆動手段とからなることを特徴とする鋼管曲げ加工装置。
(もっと読む)
車体閉断面構造部材の製造方法
【課題】曲げ成形時におけるワーク各部の強度差を小さくし、また加熱されたワークに曲げ成形を行なうことで、曲げ成形性の向上を図り、かつ、曲げ成形後にワークを冷却して焼入れを行ない、強度差を付与することで、車体に要求される必要部位の強度を確保して、衝突変形対応の構造部材を簡単に製造し得る車体閉断面構造部材の製造方法を提供する。
【解決手段】軸方向の所定部位に配置される第1ブランク材に隣接して、強度、板厚が第1ブランク材と略等しく、かつ、焼入れ性が第1ブランク材より高い第2ブランク材を配置し、軸方向に対しての斜めのみで構成される両ブランク材同士の溶接線にて両ブランク材同士を溶接しS1、溶接された溶接ブランク材の端面部同士を溶接して、筒状ワークを形成しS2、次に、ワークを焼入れ温度以上に加熱S3してワークに曲げ成形を行ないS4、曲げ成形S4後にワークを冷却して焼入れを行なうS5ものである。
(もっと読む)
金属管の曲げ加工装置および曲管部を備えた金属管の製造方法
【課題】金属管の圧縮曲げ加工における圧縮駆動力の増大を招くことなく減肉量を一層低減する。
【解決手段】加工対象である金属管の一部を環状に加熱する加熱手段と、加熱手段に向け金属管を推進させる推進手段と、金属管を把持すると共に支軸を中心として回動可能なクランプアームを含み、クランプアームによって加熱手段による金属管の加熱部の前方部分を把持すると共にこの把持点を推進手段による金属管の推進に伴い支軸を中心として旋回させ、これにより金属管に曲げモーメントを加える案内手段と、推進手段による金属管の推進方向とは反対方向への力である引戻力を、支軸を支点としてクランプアームを介し金属管に加えることにより金属管に圧縮力を作用させる圧縮手段とを備える金属管の曲げ加工装置で、前記引戻力の印加点と支軸との距離がクランプアームによる金属管の把持点と支軸との距離より大きくなるように圧縮手段を配置する。
(もっと読む)
高強度鋼材の製造方法
【課題】プレス加工された鋼材部位の硬度も高く維持することができ、かつ、プレス加工後の打抜き加工も容易であって、製造歩留まりを低下させることのない高強度鋼材の製造方法を提供する。
【解決手段】熱間プレス成形時に鋼材内の炭素が脱炭するのを防止するための脱炭防止剤Dを鋼材(ワークW)の打抜き加工されない箇所に塗布する第1の工程と、ワークWを熱間プレス成形する第2の工程と、脱炭防止剤が塗布されていない箇所Waを打抜き加工する第3の工程と、からなる高強度鋼材の製造方法である。
(もっと読む)
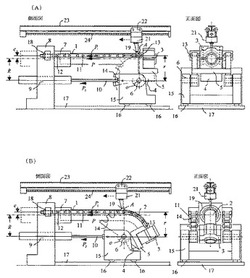
管を曲げ加工するための装置および方法
本発明は、管を曲げ加工するための装置および方法であって、管(2)を長手方向に連続的に送る、該管(2)のための送り装置(4)と、送り方向に配置された、管(2)の所定の領域を加熱するための加熱装置(5)と、管(2)のための保持装置(6)を備えた、回動軸線(D)を中心として旋回可能な曲げ加工アーム(7)とが設けられており、管(2)が、保持装置(6)内に解離可能に位置固定可能である形式のものに関する。それぞれ異なる曲げ加工方向への管の曲げ加工が可能となる、管を曲げ加工するための装置および方法を提供するためには、送り装置(4)と曲げ加工アーム(7)とが、互いに相対的に運動可能であり、これによって、送り装置(4)と曲げ加工アーム(7)の回動軸線(D)とが、互いに擦違い可能であることが提案されている。 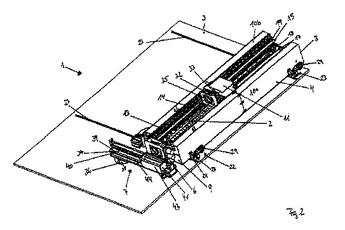 (もっと読む)
(もっと読む)
板状ワークの加工方法及び加工装置
【課題】板状ワークの加工性を向上させるとともに焼入れすることができ、且つ、ブランキング性が損なわれることを抑制することができる板状ワークの加工方法及び加工装置を提供する。
【解決手段】成形型10、20を用いた板状ワークW1の加工では、板状ワークに電極41を接触させて通電し、通電により加熱される内部領域と該内部領域の外側に位置する周縁部領域とを形成するとともに前記内部領域のみを焼入れ温度まで加熱し、前記内部領域が焼入れ温度に加熱された後に、前記成形型により前記板状ワークを所定の形状に加工するとともに前記内部領域を焼入れし、前記板状ワークが加工された後に、前記周縁部領域を少なくとも一部含んで前記板状ワークをブランキングする。
(もっと読む)
金属材の熱間曲げ加工装置の制御方法及び制御装置、並びにこれらを用いた熱間曲げ加工製品の製造方法、熱間曲げ加工製品
【課題】目標形状等の目標品質が得られるように精度良く曲げ加工することができると共に、熟練者に頼らなくても作業能率を高めることができる金属材の熱間曲げ加工装置の制御方法等を提供する。
【解決手段】金属材1をその長手方向に間欠的に又は連続的に送り出す送出手段3と、送り出された金属材を案内支持する支持手段2と、金属材を局部的に加熱する加熱手段5と、加熱された金属材の部位を冷却する冷却手段6と、金属材の長手方向に沿って回転可能なロールにより金属材を挟持して前記加熱された金属材の部位に曲げモーメントを付与する挟持手段4とが配置された熱間曲げ加工装置の制御方法であって、熱間曲げ加工後の金属材が目標品質となるように予め決定された制御パターンに基づいて、送出手段及び挟持手段を制御すると共に、支持手段、加熱手段及び冷却手段の内、少なくとも1以上の手段を制御する。
(もっと読む)
1 - 20 / 26
[ Back to top ]