
Fターム[4E066AB09]の内容
電子ビームによる溶接、切断 (971) | 溶接方法 (101) | 溶接特性の改善 (27)
Fターム[4E066AB09]に分類される特許
1 - 20 / 27
フレーム構造体の組立方法
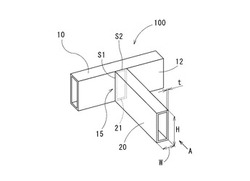
【課題】角筒状のフレーム材同士を突き合わせて溶接を施すにあたり、溶接に伴う変形を抑制するとともに、溶接部の接合強度を確保することができるフレーム構造体の溶接方法を提供する。
【解決手段】角筒状の一方のフレーム材10(サイドフレーム)の側面に、角筒状の他方のフレーム材20(クロスフレーム)の端面を突き当てた状態で、その突き当て部を溶接することにより、フレーム構造体100を組立てるフレーム構造体の組立方法であって、クロスフレーム20の端面21の周縁を構成する辺のうち、長さの長い長辺S1を溶接する際には、その長辺S1の長さを二つ以上に分割して溶接する。
(もっと読む)
異種金属の接合方法

【課題】鋼に代表される鉄系合金板材とアルミニウム合金板材の重ね接合において、アルミニウム合金側からの高エネルギービーム照射によって高強度の接合が可能な異種金属の接合方法を提供する。
【解決手段】鉄系合金から成る第1の板材1とアルミニウム系合金から成る第2の板材2とを金属間化合物層4を介して重ね接合するに際して、第2の板材2の端からデフォーカスさせた高エネルギービームBの照射中心までの距離をWとし、高エネルギービームBのデフォーカス径をDとするとき、照射位置Wをデフォーカス径の2分の1以上(W≧D/2)とすると共に、接合界面温度が第2の板材(アルミニウム系合金)2の融点を超えないようにする。
(もっと読む)
半導体装置
【課題】接続端子が素地よりも高い電気抵抗率を有する被膜材で被膜されている場合であっても、接続端子と接地プローブとの導通性を確保するようにした半導体装置を提供する。
【解決手段】半導体装置において、半導体素子と、素地よりも高い電気抵抗率を有する被膜材で被膜され、前記半導体素子に接続されると共に溶接によって外部部材と接続される接続端子26,28と、接続端子26,28が溶接される際に生じる溶接電流Iを接地側に流すための接地プローブと接続端子26,28の素地とが接触するように、接続端子26,28の接地プローブ46と接触させる部位に形成される、被膜材が部分的に除去された被膜材除去部38とを設ける。
(もっと読む)
耐脆性破壊発生特性に優れた電子ビーム溶接継手
【課題】降伏強度が355MPaクラス以上で、板厚が50mm超の電子ビーム溶接用高強度鋼板を突合せ溶接して、破壊靭性値δcが十分に高い溶接継手を形成する。
【解決手段】溶接構造体の突合せ溶接継手において、(a)溶接金属部の硬さが母材の硬さの110%以上220%以下であり、かつ、(d)溶接溶融線と接する溶接影響部(HAZ)の旧オーステナイト粒径が100μm以下であり、必要に応じ、(b)溶接金属部の幅が母材板厚の20%以下であり、及び/又は、(c)熱影響を受けていない母材部の硬さの95%以下の硬さに軟化している溶接影響部領域の幅が3mm以上であることを特徴とする耐脆性破壊発生特性に優れた電子ビーム溶接継手。
(もっと読む)
高エネルギー密度ビームを用いた突合せ溶接継手
【課題】ギガサイクル域の振動に対しても耐えることが可能な疲労特性を有し、かつ十分な破壊靱性を有する溶接継手を提供する。
【解決手段】この溶接継手は、一対の鋼材と;前記一対の鋼材間の突合せ溶接部に、高エネルギー密度ビームにより溶接されて形成された溶接金属と;を備え、前記一対の鋼材のCの含有量が0.01〜0.08質量%の範囲であり、前記溶接金属の質量%の組成を用いた下記数式(a)により算出される変態開始温度Msが、250℃以下であり、前記突合せ溶接部に圧縮残留応力が付与されている。
Ms(℃)=371−353C−22Si−24.3Mn−7.7Cu−17.3Ni−17.7Cr−25.8Mo・・・(a)
(もっと読む)
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手
【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、タービン翼車4のNi基超合金及びロータ軸2の鉄鋼材料を溶け合わせた溶接金属6と、タービン翼車4との境界部分に対して、電子ビームEBを周期的に偏向させつつ照射する。
(もっと読む)
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手
【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、電子ビームEBの照射位置を制御して、タービン翼車4のNi基超合金とロータ軸2の鉄鋼材料との境界部で互いに溶け合わせて成る溶接金属6の混合比を0.5〜0.8とする。
(もっと読む)
電子ビーム溶接方法
【課題】大入熱で施工しても靭性を回復させることができる電子ビーム溶接方法を提供することを目的とする。
【解決手段】電子ビーム溶接方法は、2つの母材1の突き合わせ部に設けられた開先2を含むよう第1溶接ビード3を形成する工程と、第1溶接ビード3よりも幅が狭い第2溶接ビード4及び第3溶接ビード5を、開先2を外し、且つ、第1溶接ビード3の一部を含むよう突き合わせ部を中心として対称な所定位置に、第1溶接ビード3形成時よりも小入熱で形成する工程と、を備える。
(もっと読む)
電子ビーム溶接継手及び電子ビーム溶接用鋼材とその製造方法
【課題】洋上風力発電用鉄塔の基礎部分を建設するのに最適な、母材、熱影響部、及び、溶融金属部の破壊靱性値が適度にバランスした電子ビーム溶接用鋼材と、該鋼材に形成した電子ビーム溶接継手を提供する。
【解決手段】所定の成分組成を有し、下記(1)式で定義する電子ビーム溶融部焼入れ性指標CeEBWが0.42〜0.65であり、かつ、インサートメタルを溶接部に挟持して形成した電子ビーム溶接継手の溶融金属部のCTOD値δWM、熱影響部のCTOD値δHAZ、及び、母材のCTOD値δBMが、下記(2)式と(3)式を満足することを特徴とする電子ビーム溶接用鋼材。CeEBW=C+1/4Mn+1/15Cu+1/15Ni+1/5Cr+1/5Mo+1/5V・・・(1)、0.8≦δBM/δWM≦1.25・・・(2)、0.15≦δHAZ/δWM≦1.1・・・(3)
(もっと読む)
電子ビーム溶接継手及び電子ビーム溶接用鋼材とその製造方法
【課題】洋上風力発電用鉄塔の基礎部分を建設するのに最適な、母材、熱影響部、及び、溶融金属部の破壊靱性が適度にバランスした電子ビーム溶接用鋼材と、該鋼材に形成した電子ビーム溶接継手を提供する。
【解決手段】所定の鋼成分を有し、下記(1)式で定義する電子ビーム溶融部焼き入れ性指標CeEBWが0.42〜0.65であり、かつ、インサートメタルを溶接部に挟持して形成した電子ビーム溶接継手の溶融金属部のCTOD値δWM、熱影響部のCTOD値δHAZ、及び、母材のCTOD値δBMが、下記(2)式と(3)式を満足することを特徴とする電子ビーム溶接用鋼材。CeEBW=C+1/4Mn+1/15Cu+1/15Ni+1/5Cr+1/5Mo+1/5V・・・(1)、0.8≦δBM/δWM≦1.25・・・(2)、0.15≦δHAZ/δWM≦1.1・・・(3)
(もっと読む)
電子ビーム溶接継手及び電子ビーム溶接用鋼材とその製造方法
【課題】洋上風力発電用鉄塔の基礎部分を建設するのに最適な、母材、熱影響部、及び、溶融金属部の破壊靱性が適度にバランスした電子ビーム溶接用鋼材と、該鋼材に形成した電子ビーム溶接継手を提供する。
【解決手段】所定の成分組成を有し、下記(1)式で定義する電子ビーム溶接焼入れ性指標CeEBが0.49〜0.60であり、かつ、電子ビーム溶接した後の溶融金属部のCTOD値δWM、熱影響部のCTOD値δHAZ、及び、母材のCTOD値δBMが、下記(2)式と(3)式を満足することを特徴とする電子ビーム溶接用鋼材。CeEB=C+9/40Mn+1/15Cu+1/15Ni+1/5Cr+1/5Mo+1/5V・・・(1)、0.5≦δWM/δBM≦1.1・・・(2)、0.5≦δHAZ/δBM≦1.1・・・(3)
(もっと読む)
電子ビーム溶接継手及び電子ビーム溶接用鋼材とその製造方法
【課題】洋上風力発電用鉄塔の基礎部分を建設するのに最適な、母材、熱影響部、及び、溶融金属部の破壊靱性が適度にバランスした電子ビーム溶接用鋼材と、該鋼材に形成した電子ビーム溶接継手を提供する。
【解決手段】所定の成分組成を有し、下記(1)式で定義する電子ビーム溶接焼入れ性指標CeEBが0.49〜0.60であり、かつ、電子ビーム溶接した後の溶融金属部のCTOD値δWM、熱影響部のCTOD値δHAZ、及び、母材のCTOD値δBMが、下記(2)式と(3)式を満足することを特徴とする電子ビーム溶接用鋼材。CeEB=C+9/40Mn+1/15Cu+1/15Ni+1/5Cr+1/5Mo+1/5V・・・(1)、0.15≦δWM/δBM≦1.1・・・(2)、0.15≦δHAZ/δBM≦1.1・・・(3)
(もっと読む)
電子ビーム溶接継手及び電子ビーム溶接用鋼材とその製造方法
【課題】洋上風力発電用鉄塔の基礎部分を建設するのに最適な、母材、熱影響部、及び、溶融金属部の破壊靱性が適度にバランスした電子ビーム溶接用鋼材と、該鋼材に形成した電子ビーム溶接継手を提供する。
【解決手段】所定の鋼成分を有し、下記(1)式で定義する電子ビーム溶融部焼入れ性指標CeEBWが0.42〜0.65であり、かつ、インサートメタルを溶接部に挟持して形成した電子ビーム溶接継手の溶融金属部のCTOD値δWM、熱影響部のCTOD値δHAZ、及び、母材のCTOD値δBMが、下記(2)式と(3)式を満足することを特徴とする電子ビーム溶接用鋼材。CeEBW=C+1/4Mn+1/15Cu+1/15Ni+1/5Cr+1/5Mo+1/5V・・・(1)、0.8≦δBM/δWM≦1.25・・・(2)、0.3≦δHAZ/δWM≦1.1・・・(3)
(もっと読む)
電子ビーム溶接継手及び電子ビーム溶接用鋼材とその製造方法
【課題】洋上風力発電用鉄塔の基礎部分を建設するのに最適な、母材、熱影響部、及び、溶融金属部の破壊靱性が適度にバランスした電子ビーム溶接用鋼材と、該鋼材に形成した電子ビーム溶接継手を提供する。
【解決手段】所定の成分組成を有し、下記(1)式で定義する電子ビーム溶接焼入れ性指標CeEBが0.49〜0.60であり、かつ、電子ビーム溶接した後の溶融金属部のCTOD値δWM、熱影響部のCTOD値δHAZ、及び、母材のCTOD値δBMが、下記(2)式と(3)式を満足することを特徴とする電子ビーム溶接用鋼材。CeEB=C+9/40Mn+1/15Cu+1/15Ni+1/5Cr+1/5Mo+1/5V・・・(1)、0.3≦δWM/δBM≦1.1・・・(2)、0.3≦δHAZ/δBM≦1.1・・・(3)
(もっと読む)
複数の熱源を用いてハイブリッド溶接するための方法および装置
接続部(120a,120b)を溶接する方法は、接続部の第1の側(114a)に対してレーザーなどの高エネルギー密度熱源(110)から第1の出力(110’)を導くことを含む。この方法はさらに、接続部の第2の側(114b)に対してガスメタルアーク溶接トーチなどのアーク溶接熱源(112)からの第2の出力(112’)を導くことを含む。第1の出力(110’)は、接続部の第1の側(114a)から第2の側(114b)に向かって延在する、溶融金属プールに囲まれたキーホールを生成する。いくつかの実施形態では、さらに、接続部の第1の側(114a)において第2のアーク溶接熱源から第3の出力が導かれてもよい。アーク溶接熱源により生成された第2の溶融金属プールは、第1の溶融金属プールおよび第3の溶融金属プールと一緒になって共通の溶融金属プールを形成する。これが凝固して溶接部を形成する。 (もっと読む)
耐疲労特性に優れた大型溶接鋼管とその高能率製造方法
【課題】超極厚(例えば、厚さ50mm超)の鋼板を加工し、溶接して、大型溶接鋼管ユニットを製造する場合において、(i)大型溶接鋼管ユニットを能率よく製造することができる、鋼板の加工方法、及び、加工した鋼板の溶接方法を確立し、(ii)引張応力が残留しないか、又は、圧縮応力が残留し、ギガサイクル域の振動に耐える疲労特性を有し、かつ、充分な破壊靱性を有する溶接部を備える大型溶接鋼管を提供する。
【解決手段】鋼板の圧延方向に長尺で、圧延方向に垂直な幅方向に円弧状をなす、3つ以上の円弧状長尺鋼材を、圧延方向端面で突き合わせ、該突合せ面を、高エネルギー密度ビーム溶接で溶接したことを特徴とする耐疲労特性に優れた大型溶接鋼管。
(もっと読む)
電子ビーム溶接装置
【課題】溶接時に発生する金属蒸気を積極的に回収し、あるいは、真空室の壁面に付着した金属蒸気等の舞い上がりを抑制し、金属蒸気等が被溶接物に再付着するのを抑制できる電子ビーム溶接装置を提供する。
【解決手段】超伝導加速空洞3を収容する真空室13と、真空室13に収容された超伝導加速空洞3に電子ビームを照射する電子銃17と、真空室13の真空引きを行う真空装置19と、が備えられた電子ビーム溶接装置1であって、負に帯電されえる金属蒸気回収部材37が電子銃17と超伝導加速空洞3との間に設置され、それぞれ正または負に帯電され、間隔を空けて配置される複数の帯電板47によって構成される舞上り抑制部材45が、真空室13の床43に設置されている。
(もっと読む)
皿ばね及びその製造方法
【課題】 帯材から皿ばねを成形する。
【解決手段】 帯材10をリング状に曲げ、端部12と端部14を突き合わせる。帯材10の短手方向に沿って、電子ビーム26をデフォーカスした状態で、溶接部位20に照射する。次に、電子ビーム26の焦点28を溶接溶融部25に合わせ、電子ビーム溶接を実行する。次いで、帯材10の短手方向に沿って、電子ビーム26をデフォーカスした状態で溶接部位20に照射し、さらに冷却する。これによって、溶接溶融部のデンドライト二次アーム間隔の平均値を7μm乃至30μmの範囲内とする。
(もっと読む)
シャフトと回転部品の接合
本発明は、シャフトと回転部品、特にシャフト(10)とエグゾーストターボチャージャ(16)のタービンホイール(12)との接合に関し、この場合、シャフト(10)と回転部品(12)とを間接的に接合している中間部品(18)が設けられている。その際、回転部品(12)と中間部品(18)との接合は、ポジティブ結合及び/又は摩擦結合、特にリベット接合として行われる。さらに、本発明は、このような種類の接合を行う方法に関する。 (もっと読む)
異種金属の接合方法及び接合構造
【課題】継手重量の増加や、新たな設備投資によるコストの増加を招くことなく、シール材による耐食性の確保と、シール材の残存による継手強度低下の防止とを両立することができる異種金属の接合方法と、このような方法による接合構造を提供する。
【解決手段】接合部11の近傍位置にシール材Sを塗布した状態で重ね合わせた異種金属材料10,20に高エネルギービームBを照射して両材料を重ね接合するに際して、シール材Sの塗布位置12と接合部11の間に、例えば、接合面から凸状に立ち上がった形状をなす堤部13のようなシール材の流入阻止手段を設けて、接合部11を接合する。
(もっと読む)
1 - 20 / 27
[ Back to top ]