
Fターム[4E066CA03]の内容
電子ビームによる溶接、切断 (971) | 被溶接材 (258) | 被溶接部材の形状 (32) | 板の溶接 (14)
Fターム[4E066CA03]の下位に属するFターム
積層体 (4)
Fターム[4E066CA03]に分類される特許
1 - 10 / 10
接合体、接合体の製造方法および電池パック
【課題】接合強度に優れ、信頼性の高い接合体、接合体の製造方法及び電池パックを提供すること。
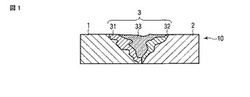
【解決手段】実施形態に係る接合体10は、第1金属部材1と、第2金属部材2と、接合部3とを含む。第1金属部材1は、Alを含み、Cuの含有量が5.7重量%未満である。第2金属部材2は、Cuを含み、Alの含有量が9.4重量%未満である。接合部3は、第1金属部材1と第2金属部材2とを接合する。また、接合部3は、Si、Ni、Mn、Co、Zn、Ge、Au、AgおよびPdからなる群より選択される少なくとも1種の元素を含む。
(もっと読む)
耐脆性破壊発生特性に優れた電子ビーム溶接継手

【課題】降伏強度が355MPaクラス以上で、板厚が50mm超の電子ビーム溶接用高強度鋼板を突合せ溶接して、破壊靭性値δcが十分に高い溶接継手を形成する。
【解決手段】溶接構造体の突合せ溶接継手において、(a)溶接金属部の硬さが母材の硬さの110%以上220%以下であり、かつ、(d)溶接溶融線と接する溶接影響部(HAZ)の旧オーステナイト粒径が100μm以下であり、必要に応じ、(b)溶接金属部の幅が母材板厚の20%以下であり、及び/又は、(c)熱影響を受けていない母材部の硬さの95%以下の硬さに軟化している溶接影響部領域の幅が3mm以上であることを特徴とする耐脆性破壊発生特性に優れた電子ビーム溶接継手。
(もっと読む)
異種材料の接合装置
【課題】接合界面に緻密な酸化皮膜が介在していたとしても、さほど大きな入熱を投与することなく、比較的容易に接合部から除去することができ、接合強度の向上が可能な異種材料の接合装置を提供する。
【解決手段】被接合材料1,2に対して相対移動可能に配設され、相対移動しながら上記被接合材料の接合部に高エネルギービームBを照射する照射ヘッド11と、該照射ヘッドによる高エネルギービーム照射点の進行方向後方に配設され、高エネルギービーム照射後の接合部を加圧する加圧ローラを備えた接合装置において、複数個の加圧ローラ13a、13bを進行方向に沿って配設する。
(もっと読む)
複数の熱源を用いてハイブリッド溶接するための方法および装置
接続部(120a,120b)を溶接する方法は、接続部の第1の側(114a)に対してレーザーなどの高エネルギー密度熱源(110)から第1の出力(110’)を導くことを含む。この方法はさらに、接続部の第2の側(114b)に対してガスメタルアーク溶接トーチなどのアーク溶接熱源(112)からの第2の出力(112’)を導くことを含む。第1の出力(110’)は、接続部の第1の側(114a)から第2の側(114b)に向かって延在する、溶融金属プールに囲まれたキーホールを生成する。いくつかの実施形態では、さらに、接続部の第1の側(114a)において第2のアーク溶接熱源から第3の出力が導かれてもよい。アーク溶接熱源により生成された第2の溶融金属プールは、第1の溶融金属プールおよび第3の溶融金属プールと一緒になって共通の溶融金属プールを形成する。これが凝固して溶接部を形成する。 (もっと読む)
溶接部でのポロシティを防ぐためのワークピース及び溶接プロセス
【課題】溶接部ポロシティを低減又は排除するためのワークピース及び溶接プロセスを提供すること。
【解決手段】電子ビーム(700)又はレーザ(800)溶接のための物品(100)は、溶接表面(114)を有する第1のワークピース(102)を備え、該溶接表面(114)が、形成される溶接部(112)内でポロシティを低減するよう構成される。
(もっと読む)
耐脆性破壊発生特性に優れた電子ビーム溶接継手
【課題】降伏強度が420MPaクラス以上で、板厚が50mm超の電子ビーム溶接用高強度鋼板を突合せ溶接して、破壊靭性値δcが十分に高い溶接継手を形成する。
【解決手段】Niを2.5質量%以上含有する鋼材を用いて電子ビーム溶接した溶接構造体の突合せ溶接継手において、溶接継手の溶接金属中に含まれるNiの含有量を質量%で4%超8%以下とし、溶接金属部の硬さが母材部の硬さの110%超220%以下とする。
(もっと読む)
耐食性及び加工性を有する金属薄板の製造方法
本発明は、塗装されていない鋼板(1,1´)からなる耐食性及び加工性を有する金属薄板の製造方法に関し、下記のステップを備える;鋼板(1,1´)を突き合せた状態で配置し、各接合溶接開先(14)に沿った溶接部(2)を形成するために、溶接ビーム(13)による突合せ溶接により、一方の溶接開先又は両方の溶接開先(14)を溶接し、溶接部(2)の形成中又は溶接部(2)が形成された直後に、焼きなましビーム(15)により、一方の溶接部(2)又は両方の溶接部(2)を熱処理し、接合された鋼板(1,1´)の一方の溶接部(2)又は両方の溶接部(2)を含む全表面をメタリック塗装により塗装する。 (もっと読む)
少なくとも1つの押圧要素が2つ以上の異なる圧力レベルを加えるのに適している締圧装置を使用して、薄い金属シートを溶加材料なしで突合せ溶接するための方法及び装置
本発明は、移動可能な溶接ヘッドと、搬送台(1)と、互いに独立して動作する少なくとも2つの押圧要素(4、5)を有する締付け装置(3)とを含み、押圧要素(4、5)の少なくとも1つは2つ以上の異なる圧力レベルを加えるのに適している、薄い金属シートを溶加材料なしで突合せ直線溶接するための装置に関する。溶接されるための金属シートを、変形を受ける際に、他の金属シートに対して、互いに突合せる金属シート縁部の全面積接触が達成されるまで押圧するために、追加の水平押圧要素(11)をさらに備える。本発明はさらに、このような装置を用いた溶接方法にも関する。 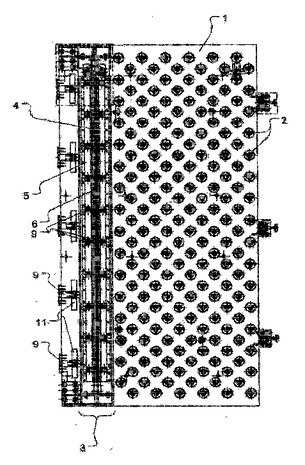 (もっと読む)
(もっと読む)
高エネルギビームによる異種金属の接合方法、接合装置及び接合部材
【課題】接合界面における高融点材料から低融点材料への伝熱を確保することができ、しかも両被接合材の接合界面にガスが発生したとしても、欠陥のない健全な異材重ね接合が可能な異種金属の接合方法及び接合装置、さらにこのような方法によって接合された異種金属の接合部材を提供する。
【解決手段】融点が互いに異なる高融点材料2と低融点材料3を重ね合わせ、高融点材料側の表面にデフォーカスされた高エネルギビームをスポット状に照射することによってこれら材料同士を重ね接合するに際して、加圧手段である圧子9によって、高エネルギビームの照射面と反対側の面から、接合部位を局部的に加圧すると共に、例えば圧子及びベースプレート6に溝9a,6aを形成することによって加圧力の低い部分を形成して、接合界面に発生したガスを両材料の間から排除する。
(もっと読む)
少なくとも1つの高さにおいて位置調節可能な、板金の下方に設けられた緊張ローラーを有する、異なる厚さの板金を突合わせ溶接するための方法、および装置
【解決手段】 本発明は、板金1、2、有利には、異なる厚さの板金ストリップ、または板金プレートを突合わせ溶接するための方法であって、この方法が、これら板金1、2の上方および下方に、対の状態で、互いに間隔をもって溶接継ぎ目の直ぐ横に設けられた緊張ローラー4、5、10でもって、これら板金1、2の接触ライン、即ち製造されるべき溶接継ぎ目に沿って、レーザー光11または電子ビームと、板金1、2との間の相対的な移動によって行なわれ、その際、これら板金1、2の上方に設けられたこれら緊張ローラー10が、高さ移動可能に及び/またはばね作用を行なうようにこれら板金1、2の上で転動する様式の上記方法に関する。少なくとも溶接継ぎ目の一方の側で、これら板金1、2の下方に設けられた、緊張ローラー4、5が、高さにおいて位置調節される。 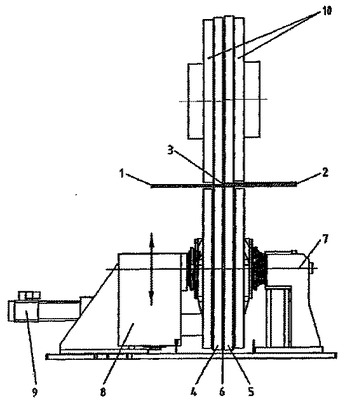 (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]