
Fターム[4E066CA09]の内容
電子ビームによる溶接、切断 (971) | 被溶接材 (258) | 継手形状 (72) | T継手 (3)
Fターム[4E066CA09]に分類される特許
1 - 3 / 3
フレーム構造体の組立方法
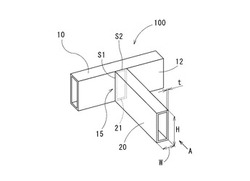
【課題】角筒状のフレーム材同士を突き合わせて溶接を施すにあたり、溶接に伴う変形を抑制するとともに、溶接部の接合強度を確保することができるフレーム構造体の溶接方法を提供する。
【解決手段】角筒状の一方のフレーム材10(サイドフレーム)の側面に、角筒状の他方のフレーム材20(クロスフレーム)の端面を突き当てた状態で、その突き当て部を溶接することにより、フレーム構造体100を組立てるフレーム構造体の組立方法であって、クロスフレーム20の端面21の周縁を構成する辺のうち、長さの長い長辺S1を溶接する際には、その長辺S1の長さを二つ以上に分割して溶接する。
(もっと読む)
複数の熱源を用いてハイブリッド溶接するための方法および装置

接続部(120a,120b)を溶接する方法は、接続部の第1の側(114a)に対してレーザーなどの高エネルギー密度熱源(110)から第1の出力(110’)を導くことを含む。この方法はさらに、接続部の第2の側(114b)に対してガスメタルアーク溶接トーチなどのアーク溶接熱源(112)からの第2の出力(112’)を導くことを含む。第1の出力(110’)は、接続部の第1の側(114a)から第2の側(114b)に向かって延在する、溶融金属プールに囲まれたキーホールを生成する。いくつかの実施形態では、さらに、接続部の第1の側(114a)において第2のアーク溶接熱源から第3の出力が導かれてもよい。アーク溶接熱源により生成された第2の溶融金属プールは、第1の溶融金属プールおよび第3の溶融金属プールと一緒になって共通の溶融金属プールを形成する。これが凝固して溶接部を形成する。 (もっと読む)
ファーネスに使用される内表面を大きくしたチューブ、製造方法および使用
本発明は、ファーネスに使用されるチューブであって、チューブ(1)の壁(2)の内表面(3)に溶接により固定された少なくとも1つの放射状の棒(4a、4b、4c、4d、4e、4f)をもっている。本発明は、また、電子溶接またはレーザービーム溶接するステップを有して、チューブ(1)の壁(2)の内表面(3)上に少なくとも1つの放射状の棒(4a、4b、4c、4d、4e、4f)を接合するチューブの製造方法である。本発明のチューブは、リフォーミングまたはスチームクラッキング、または鉄鉱石の直接還元設備(DRI)ファーネスに使用することができる。 (もっと読む)
1 - 3 / 3
[ Back to top ]