
Fターム[4E066CB09]の内容
電子ビームによる溶接、切断 (971) | 材質 (160) | 銅・銅合金 (12)
Fターム[4E066CB09]に分類される特許
1 - 12 / 12
ビーム溶接方法、真空包装方法、及びその真空包装方法により製造した真空断熱材及びそれを用いた加熱調理器
【課題】 金属箔同士をより確実にかつ容易に溶接することができるビーム溶接方法、真空包装方法、及びその真空包装方法により製造した真空断熱材及びそれを用いた加熱調理器を得る。
【解決手段】 第1の金属箔と、第1の金属箔上に重ねた第2の金属箔とを、支持台の互いに隣り合う主載せ面及び従載せ面のそれぞれに載せる金属箔積層工程と、従載せ面に載せられた第1及び第2の金属箔の部分を解放した状態で、主載せ面に載せられた第1及び第2の金属箔の部分同士を溶接想定線に沿って密着させる密着工程と、密着工程後、所定の真空環境下で、電子ビームの集中照射によって第1及び第2の金属箔を加熱することにより、主載せ面に載せられた第1及び第2の金属箔の部分同士を溶接想定線に沿って溶接しながら、従載せ面に載せられた第1及び第2の金属箔の部分を切り離す溶接溶断工程とを備える。
(もっと読む)
金属部材と成形樹脂部材との複合成形体および金属部材の表面加工方法

【課題】製造工程を煩雑にすることなく、金属と樹脂との異種材料間の充分な密着性と気密性を有する樹脂複合成形体を、安価に製造する方法を提供する。
【解決手段】金属部材の表面に、レーザー光や電子ビームなどの高密度エネルギーを照射することによって、金属表面が溶融飛散して形成するクレーター状の複雑に入り組んだ窪みを設ける。このクレーター状の窪みが、一部重複する領域を持つ照射条件を用いる事によって、金属表面が溶融飛散して形成する廂状の隆起部と、隆起部の先端に生ずる球状の金属飛沫、及び加工の際に生じる粒状のスパッタを固着させた粗面形状を形成する。これにより、樹脂成形された樹脂が粗面により形成した括れ空間に入り込み、樹脂が金属部材表面から剥がれる方向の体積変化に対しアンカー効果を発生させる。
(もっと読む)
半導体装置
【課題】接続端子が素地よりも高い電気抵抗率を有する被膜材で被膜されている場合であっても、接続端子と接地プローブとの導通性を確保するようにした半導体装置を提供する。
【解決手段】半導体装置において、半導体素子と、素地よりも高い電気抵抗率を有する被膜材で被膜され、前記半導体素子に接続されると共に溶接によって外部部材と接続される接続端子26,28と、接続端子26,28が溶接される際に生じる溶接電流Iを接地側に流すための接地プローブと接続端子26,28の素地とが接触するように、接続端子26,28の接地プローブ46と接触させる部位に形成される、被膜材が部分的に除去された被膜材除去部38とを設ける。
(もっと読む)
超電導ビレットの真空溶接部の仮止め方法及び仮止め構造体
【課題】突き合わせ部の金属パイプと金属プラグとの仮止め部の隙間を経由して水分が侵入するのを抑制することで、真空引時間の大幅な短縮及び品質向上の可能な真空溶接部の仮止め方法及び仮止め構造体を提供する。
【解決手段】超電導材1が収容された金属パイプ2の両端に金属プラグ3,4を突き合わせて突き合わせ部5,6を形成し、真空チャンバ内で金属パイプ2内を真空引すると共に突き合わせ部5,6を高エネルギ密度溶接により接合することで、金属パイプ2の両端を金属プラグ3,4により真空封止して超電導ビレットを形成するに際し、高エネルギ密度溶接に先立って突き合わせ部5,6の金属パイプ2と金属プラグ3,4とを仮止めする真空溶接部の仮止め方法において、突き合わせ部5,6に、水分透過率が10g/(m2・24hr・0.1mm)以下の樹脂テープ7を包帯巻きして、金属パイプ2と金属プラグ3,4とを仮止めする方法である。
(もっと読む)
接合体、接合体の製造方法および電池パック
【課題】接合強度に優れ、信頼性の高い接合体、接合体の製造方法及び電池パックを提供すること。
【解決手段】実施形態に係る接合体10は、第1金属部材1と、第2金属部材2と、接合部3とを含む。第1金属部材1は、Alを含み、Cuの含有量が5.7重量%未満である。第2金属部材2は、Cuを含み、Alの含有量が9.4重量%未満である。接合部3は、第1金属部材1と第2金属部材2とを接合する。また、接合部3は、Si、Ni、Mn、Co、Zn、Ge、Au、AgおよびPdからなる群より選択される少なくとも1種の元素を含む。
(もっと読む)
金属の接合方法
【課題】ロウ付けやはんだ付けの接合強度や信頼性の向上を、金属部材の表面形状を制御することで実現する。
【解決手段】金属101の表面に電子ビーム111を照射することで、金属101の表面形状を加工し、ビーム照射領域123で、ロウ付け又ははんだ付けにより他の金属と接合する。上記加工では、例えば、金属101の表面粗さの値を減少させる、または、金属101の表面に、直径及び深さが500μm以下の複数のディンプルを形成する、または、上記金属の表面に、幅及び深さが500μm以下の互いに平行な複数の溝を形成する。
(もっと読む)
要求される形状を一体で削り出して形成し補助部品の接合を電子ビーム溶接で行う高周波焼入れ用加熱コイルの製作方法
【課題】高周波焼入れ用の加熱コイルを1個の銅塊から切削加工と補助的に電子ビーム溶接することにより製作する。
【解決手段】1加熱コイルの外寸法を包括する大きさの銅塊から切削加工により加熱コイルを形成すること。2加熱コイルの外寸法を包括する大きさの銅塊とするため数個の小銅塊を切削加工に先立ち電子ビーム溶接により1個の銅塊とすること。3加熱コイルの冷却の目的で加熱コイル内に水路を設けるため切削加工により溝、穴を形成し必要な箇所に蓋、ホース口を電子ビーム溶接で固着すること。4電子ビーム溶接を行うことによる温度上昇を所定の範囲に収めるために加熱コイル以外の部材を接触させておくこと。
(もっと読む)
異種材料溶接のための構成および方法
異種材料の中間位置にアダプタを使用する、異種材料を溶接するための装置および方法が考察される。最も好ましいアダプタは、一体に溶接される異種材料と同一または類似の2つの異種材料から摩擦攪拌溶接により製造される。したがって、現場におけるアダプタを介する異種材料の結合は、現在採用できる従来の溶接方法に比べて大幅に簡略化される。 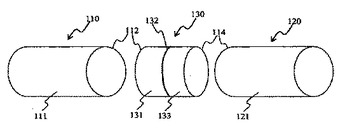 (もっと読む)
(もっと読む)
バッキングプレート付きターゲットの製造方法
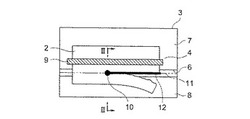
【課題】CuまたはCu合金製ターゲットにバッキングプレートを接合してなるバッキングプレート付きターゲットの製造方法を提供する。
【解決手段】片面に窪みを形成したCuまたはCu合金製ターゲット板状素材1とCuまたはCu合金製バッキングプレート板状素材2を重ね合わせて形成された隙間にAlまたはAl合金製インサート板状素材3を挿入して積層体を作製し、この積層体の周囲を真空中で電子ビーム溶接することにより全周電子ビーム溶接積層体13を作製し、この全周電子ビーム溶接積層体13を温度:400〜570℃、圧力:100〜350MPaの条件にて熱間静水圧プレスすることにより拡散接合積層体14を作製し、ついで、この拡散接合積層体14の電子ビーム溶接部分を含む十分な強度を持った拡散接合とならない部分を切削除去する。
(もっと読む)
爆発溶接で形成される中間片を備えた材料複合体
【課題】 特に強度、耐熱疲労性および耐食性に関して、十分な機能を持つ材料複合体を提供する。
【解決手段】 本発明は、鋼鉄又はチタンをベースにした材料からなる部分と、銅又はアルミニウムをベースにした材料からなる部分とを備えた材料複合体を製造するプロセスに関し、材料複合体の両部分が、中間片を介して継ぎ合わされる。その中間片も、同様に爆発溶接によって互いに接合された、鋼鉄又はチタンをベースにした材料からなる領域と、銅又はアルミニウムをベースにした材料からなる領域とを有する。材料複合体のそれら両部分は、融接プロセス又は拡散溶接プロセスによって、いずれの場合においても、同じタイプの中間片領域に接合される。
(もっと読む)
構造化タングステン要素を有する複合部材
【課題】特に熱疲労に関して充分な機能性を示し、また安価に製造することが可能な、少なくとも部分的にタングステン又はタングステン合金と、銅又は銅合金とからなる、複合部材を提供する。
【解決手段】本発明は、タングステンから製造される一つの部材と、銅から製造される一つの部材とを含み、それらが接合加工方法により一体的に接合されている複合部材を製造するための加工方法に関し、ここで、そのタングステンから製造された部材は、接合加工の前に、より大きな表面積を得る目的で、その接合表面の領域が構造化されている。
(もっと読む)
溶接方法、および、その方法を用いて製造される流路切換装置
【課題】 異種金属の部品がレーザ溶接または電子ビーム溶接等により、接合される場合において、その溶融部における割れの発生を回避できること。
【解決手段】 接合部における溶融部Wfのビード幅Wbが1.5mm以下となるように電子ビーム溶接装置における出力、照射時間が設定されるもの。
(もっと読む)
1 - 12 / 12
[ Back to top ]