
Fターム[4E066CC01]の内容
電子ビームによる溶接、切断 (971) | 溶加材 (33) | インサート材 (16)
Fターム[4E066CC01]の下位に属するFターム
箔 (1)
Fターム[4E066CC01]に分類される特許
1 - 15 / 15
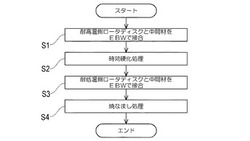
タービン用ロータおよびその製造方法ならびにNi基超合金材と鋼材の接合方法および構造
【課題】Ni基超合金部分と鋼部分とを有するタービン用ロータおよびその製造方法であって、Ni基超合金部分と鋼部分との接合部分がタービン用ロータとして十分な機械的特性を備え得るものを提供する。また、上記タービン用ロータのために好適な、Ni基超合金材と鋼材の接合方法および構造を提供する。
【解決手段】タービン用ロータの製造方法が、析出硬化型Ni基超合金より成る第1のロータディスクと固溶強化型Ni基超合金より成る中間材とを電子ビーム溶接により接合するステップと、この接合体について前記析出硬化型Ni基超合金を時効硬化させるために適した第1の温度で時効硬化処理を行うステップと、中間材と鋼より成る第2のロータディスクとを電子ビーム溶接により接合するステップと、この接合体について鋼を焼なますために適した第2の温度で焼なまし処理を行うステップとを含む。
(もっと読む)
耐脆性破壊発生特性に優れた電子ビーム溶接継手

【課題】降伏強度が355MPaクラス以上で、板厚が50mm超の電子ビーム溶接用高強度鋼板を突合せ溶接して、破壊靭性値δcが十分に高い溶接継手を形成する。
【解決手段】溶接構造体の突合せ溶接継手において、(a)溶接金属部の硬さが母材の硬さの110%以上220%以下であり、かつ、(d)溶接溶融線と接する溶接影響部(HAZ)の旧オーステナイト粒径が100μm以下であり、必要に応じ、(b)溶接金属部の幅が母材板厚の20%以下であり、及び/又は、(c)熱影響を受けていない母材部の硬さの95%以下の硬さに軟化している溶接影響部領域の幅が3mm以上であることを特徴とする耐脆性破壊発生特性に優れた電子ビーム溶接継手。
(もっと読む)
高エネルギー密度ビームを用いた突合せ溶接継手
【課題】ギガサイクル域の振動に対しても耐えることが可能な疲労特性を有し、かつ十分な破壊靱性を有する溶接継手を提供する。
【解決手段】この溶接継手は、一対の鋼材と;前記一対の鋼材間の突合せ溶接部に、高エネルギー密度ビームにより溶接されて形成された溶接金属と;を備え、前記一対の鋼材のCの含有量が0.01〜0.08質量%の範囲であり、前記溶接金属の質量%の組成を用いた下記数式(a)により算出される変態開始温度Msが、250℃以下であり、前記突合せ溶接部に圧縮残留応力が付与されている。
Ms(℃)=371−353C−22Si−24.3Mn−7.7Cu−17.3Ni−17.7Cr−25.8Mo・・・(a)
(もっと読む)
複数の熱源を用いてハイブリッド溶接するための方法および装置
接続部(120a,120b)を溶接する方法は、接続部の第1の側(114a)に対してレーザーなどの高エネルギー密度熱源(110)から第1の出力(110’)を導くことを含む。この方法はさらに、接続部の第2の側(114b)に対してガスメタルアーク溶接トーチなどのアーク溶接熱源(112)からの第2の出力(112’)を導くことを含む。第1の出力(110’)は、接続部の第1の側(114a)から第2の側(114b)に向かって延在する、溶融金属プールに囲まれたキーホールを生成する。いくつかの実施形態では、さらに、接続部の第1の側(114a)において第2のアーク溶接熱源から第3の出力が導かれてもよい。アーク溶接熱源により生成された第2の溶融金属プールは、第1の溶融金属プールおよび第3の溶融金属プールと一緒になって共通の溶融金属プールを形成する。これが凝固して溶接部を形成する。 (もっと読む)
マグネシウム合金と鋼との異種金属接合方法及び接合構造
【課題】Fe−Mg系合金状態図が二相分離型を示し、冶金的な接合が直接的には困難なマグネシウム合金材と鋼材との組合せにも拘わらず、強固な接合が可能なマグネシウム合金と鋼との異種金属接合方法と、このような方法による異種金属接合構造を提供する。
【解決手段】マグネシウム合金材1と鋼材2を接合するに際して、接合界面にAlを介在させた状態、例えばマグネシウム合金にAlを添加したり、鋼材にAl含有亜鉛めっきを施したりした状態で両材料1,2を重ね合わせ、高エネルギービームBを鋼材2の表面に照射しつつ両材料を加圧して、鋼材側からの伝熱によりマグネシウム合金材1を加熱し、接合界面にAl3Mg2とFeAl3とが混在する複合組織を有する化合物層Lを介して両材料1,2を接合する。
(もっと読む)
シャフトと回転部品の接合
本発明は、シャフトと回転部品、特にシャフト(10)とエグゾーストターボチャージャ(16)のタービンホイール(12)との接合に関し、この場合、シャフト(10)と回転部品(12)とを間接的に接合している中間部品(18)が設けられている。その際、回転部品(12)と中間部品(18)との接合は、ポジティブ結合及び/又は摩擦結合、特にリベット接合として行われる。さらに、本発明は、このような種類の接合を行う方法に関する。 (もっと読む)
異種金属の接合方法及び接合装置
【課題】継手重量の増加や、新たな設備投資によるコストの増加を招くことなく、シール材による耐食性の確保と、シール材の残存による継手強度低下の防止とを両立することができる異種金属の接合方法と、このような方法に用いる接合装置を提供する。
【解決手段】接合部Wの近傍位置に熱硬化性樹脂から成るシール材Sを塗布した状態で重ね合わせた異種金属材料10,20に高エネルギービームBwを照射して両材料を重ね接合するに際して、例えばダイオードレーザビームBdによって、塗布されたシール材Sの少なくとも接合部側の端部を加熱することによりシール材Sを硬化あるいは、その流動性を低下させた後、高エネルギービームBwを接合部Wに照射して両材料10,20を接合する。
(もっと読む)
フランジにおける開口および隣接欠陥を補修する方法および装置
【課題】前側インナーノズルサポートなどの部品のフランジに位置する小径孔を補修する方法、装置を提供する。
【解決手段】部品14の開口および隣接欠陥を補修する方法は、まず母材の開口に隣接する1つまたは複数の欠陥が除去される。母材の除去は、開口の高応力集中領域を超えて延びる溶接シームを生成するようになされる。開口に隣接して除去された母材の輪郭に対応する輪郭を有するインサート材34と、インサート材34を取り囲む組合せトップ・ランオフ板24とが設けられる。裏当て板36が、溶接中に組合せ板24が裏当て板36に融着するのを防ぐ空隙48が裏当て板36と組合せ板24との間に生じるように、組合せ板24およびインサート材34の下方に挿入される。インサート材34が母材に溶接され、裏当て板36が取り外される。補修開始前の開口の輪郭と本質的に同一の輪郭を有する開口を得るためにインサート34から余分の材料が除去される。
(もっと読む)
耐脆性破壊発生特性に優れた電子ビーム溶接継手
【課題】降伏強度が355MPaクラス以上で、板厚が50mm超の電子ビーム溶接用高強度鋼板を突合せ溶接して、破壊靭性値δcが十分に高い溶接継手を形成する。
【解決手段】鋼材を用いて電子ビーム溶接した溶接構造体の突合せ溶接継手において、溶接継手の溶接金属中にNiを1〜4質量%含有させ、かつ、母材のNi含有量よりも0.2質量%以上多く含有させるとともに、溶接金属部の硬さを母材の硬さの110%超220%以下とする。
(もっと読む)
異種材料溶接のための構成および方法
異種材料の中間位置にアダプタを使用する、異種材料を溶接するための装置および方法が考察される。最も好ましいアダプタは、一体に溶接される異種材料と同一または類似の2つの異種材料から摩擦攪拌溶接により製造される。したがって、現場におけるアダプタを介する異種材料の結合は、現在採用できる従来の溶接方法に比べて大幅に簡略化される。 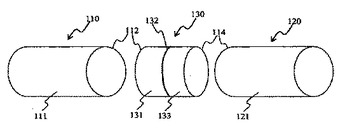 (もっと読む)
(もっと読む)
異種金属パネルの接合方法、接合装置及び接合構造
【課題】例えば、自動車車体構造の接合に適用した場合に、車体の外側からの高エネルギービーム照射によって、金属間化合物の生成や、重量、コストの増加を来たすことなく異種金属を接合することができる異種金属パネルの接合方法と、このような接合に用いる接合装置、さらにはこのような方法による異種金属パネルの接合構造を提供する。
【解決手段】互いに融点の異なる高融点金属パネル17と低融点金属パネル21を接合するに際し、これら両パネル17,21の間にこれらの材料とは異なる第3の材料を介在させた状態で、デフォーカスさせた高エネルギービームBを高融点金属パネル側の表面、又は高融点金属パネル及び低融点金属パネルの両方に照射しながら、両パネル17,21を相対加圧し、上記両パネルの少なくとも一方と第3の材料との間で共晶溶融を生じさせて両パネル17,21を連続的又は断続的な線状にフレア接合する。
(もっと読む)
バッキングプレート付きターゲットの製造方法
【課題】CuまたはCu合金製ターゲットにバッキングプレートを接合してなるバッキングプレート付きターゲットの製造方法を提供する。
【解決手段】片面に窪みを形成したCuまたはCu合金製ターゲット板状素材1とCuまたはCu合金製バッキングプレート板状素材2を重ね合わせて形成された隙間にAlまたはAl合金製インサート板状素材3を挿入して積層体を作製し、この積層体の周囲を真空中で電子ビーム溶接することにより全周電子ビーム溶接積層体13を作製し、この全周電子ビーム溶接積層体13を温度:400〜570℃、圧力:100〜350MPaの条件にて熱間静水圧プレスすることにより拡散接合積層体14を作製し、ついで、この拡散接合積層体14の電子ビーム溶接部分を含む十分な強度を持った拡散接合とならない部分を切削除去する。
(もっと読む)
Bを含有するステンレス鋼材およびその製造方法
【課題】高能率の溶接条件であっても、B含有ステンレス鋼片を、施工時の溶接割れおよび圧延後の耳割れを発生させることなく熱間加工する方法、および加工後の鋼材を提供。
【解決手段】Bを0.3〜2.5質量%含有するステンレス鋼片の加工面を除く少なくとも対向する2面に、Bを0.3質量%以下含有するステンレス鋼からなるプロテクト材がステンレス鋼溶接金属により接合され一体化されており、前記ステンレス鋼溶接金属の化学組成が下記(1)〜(3)の基本式で表される関係を満足し、かつ溶接ビード断面中央部でのビード幅Wcmおよび入口部でのビード幅Wnの比で示される溶接ビード断面における形状係数Q(Wcm/Wn)が0.8〜1.4であることを特徴とするB含有ステンレス鋼片および製造方法。(1)15≦Creq≦30、(2)4≦Creq−Nieq≦17、(3)Px≧0
(もっと読む)
圧力センサ
【課題】高い精度と信頼性を確保し、耐食性に優れ、かつ安価な圧力センサを提供すること。
【解決手段】圧力センサ1は、底部が薄肉部210とされたダイアフラム21と圧力導入継手10とを備えており、ダイアフラム21には機械強度の高いオーステナイト系の析出硬化型Fe−Ni耐熱鋼が用いられ、圧力導入継手10には比較的安価なオーステナイト系ステンレス鋼が用いられる。ダイアフラム21と圧力導入継手10とは溶接により一体的に形成され、このとき溶接部のNi含有量は適宜調整される。これにより圧力センサ1は高い精度と信頼性を確保することができ、圧力センサ1の製造においては高価なオーステナイト系析出硬化型Fe−Ni耐熱鋼の使用量を必要最小限に節約できる。また、オーステナイト系のステンレス鋼は耐食性に優れているため、圧力センサ1は腐食性の高い流体の圧力をも測定できる。
(もっと読む)
過度の硬化を起こす傾向のある同じ材料どうしをあるいは互いに異なる材料をフィラー材料として銅または銅合金を使用することによってプラズマやレーザーや電子ビームにより溶接するための方法
本発明は、過度の硬化を起こす傾向を有しているような例えば鋳鉄や鋳鋼や可鍛鉄や焼結材料や表面焼入鋼や高C含有鋼や焼鈍鋼や高張力鋼などといったような同じ材料(1,2)どうしをあるいは互いに異なる材料(1,2)を高エネルギービームを使用して溶接するための方法に関するものである。本発明の目的は、精密なかつ脆弱なかつ仕上げ加工済みの部材(1,2)を、溶接によって組み立て可能とすることであり、これにより、コスト的な有利さをもたらすことである。この目的のため、銅、または、銅を大きな含有量で含有している銅合金と;互いに溶接すべき複数の基本材料でありかつ溶接シームを形成している複数の基本材料と;を、高エネルギービームを使用して、溶接シーム内において溶融させ、その溶融によって形成された溶融物を固化させることによって、複数の基本材料を溶接する。 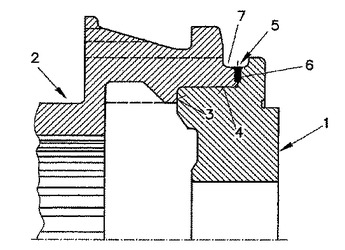 (もっと読む)
(もっと読む)
1 - 15 / 15
[ Back to top ]