
Fターム[4E067AA02]の内容
Fターム[4E067AA02]の下位に属するFターム
Fターム[4E067AA02]に分類される特許
201 - 220 / 290
機械要素接合方法
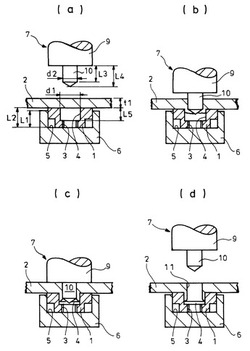
【課題】対象部材への孔の穿設と機械要素の接合を同一工程で行なえるようにする。
【解決手段】ねじ孔3に同軸に連なり且つこのねじ孔3に装着すべきボルトの外径よりも内径d1が大きいツール逃げ孔4が形作られているナット1を、ツール逃げ孔4開口端が対象部材2の表面に向き合うように配置し、ツール逃げ孔4に挿入可能な形状で且つ軸線方向長さL4が対象部材2の厚さt1を上回るピン部10を有するツール本体7を、回転させながら対象部材2裏面のナット1中心に重なっている個所へ押し付け、摩擦熱により軟化した対象部材2にピン部10を突き通し、ナット1を対象部材2に密着させて、この双方を拡散接合する。
この後、接合ツール7を対象部材2から引き抜いて、ピン部10に見合う孔11が形成された対象部材2の塑性変形部位を硬化させる。
(もっと読む)
異種材料の接合方法、接合装置及び接合構造

【課題】接合界面に緻密な酸化皮膜が介在していたとしても、大きな入熱を投与することなく、比較的容易に接合部から除去することができ、接合強度の向上が可能な異種材料の接合方法と、このような異材接合に好適に使用することができる異種材料の接合装置、さらにはこのような方法による異種材料の接合構造を提供する。
【解決手段】互いに異なる融点を有する高融点材料1と低融点材料2を重ね合わせて接合するに際して、これら両材料の間にこれら材料とは異なる第3の材料を介在させた状態で、高エネルギービームBを高融点材料表面に照射しつつ、両材料を相対加圧し、上記両材料の少なくとも一方と第3の材料との間で共晶溶融を生じさせて両材料を線状に接合する。
(もっと読む)
接合方法
【課題】接合強度及び接合部品の品質が確保される接合方法を提供する。
【解決手段】電磁バルブ17を所定時間だけ開いて、第2の油圧ポンプP2 の油圧を油圧シリンダ15に供給し、シャフト2に衝撃荷重を負荷させる。これにより、衝撃荷重の撃力によってシャフト2が下方へ押込まれ、ロータ1がシャフト2によって打抜かれ、該ロータ1に形成される打抜き穴4にシャフト2が圧入される。この時、圧入に使用される仕事の、接合面の単位面積当りの仕事率 E4 を、1.0×107 W /m2 以上に確保する。これにより、圧入に伴う高速度摩擦時に、接合面の最表面に、高い密度のエネルギが集中的に付与され、当該接合面に金属的な結合に相当する接合層が形成され、ロータ1とシャフト2とが金属接合される。これにより、ロータシャフト3(接合部品)の接合強度が確保され、品質が確保される。
(もっと読む)
材料の接合方法
【課題】設計上の制約となるような突起物の張り出し及び緩みや脱落等の心配がなくて済み、薄板から厚板まで広範な範囲で接合が可能で且つ割れや変形等の品質欠陥の発生を回避でき、作業性や作業環境を良好に維持したままリサイクル性に優れた接合を行うことができる材料の接合方法を提供する。
【解決手段】接合孔3を予め穿設してある第一材料1に接合孔3を被覆するように第二材料2を重ね合わせ、接合孔3に対応させて配置した接合ツール8を回転しながら第二材料2に押し付け、摩擦熱で第二材料2を固相状態のまま局所的に軟化させて第一材料1の接合孔3へ入り込ませ、該接合孔3に入り込ませた第二材料2に第一材料1側との幾何学的な係合部(山部5’とアンカー部6’)を形成せしめてから接合ツール8を引き抜き、係合部を硬化させて第一材料1と第二材料2とを接合する。
(もっと読む)
材料の接合方法
【課題】設計上の制約となるような突起物の張り出し及び緩みや脱落等の心配がなくて済み、薄板から厚板まで広範な範囲で接合が可能で且つ割れや変形等の品質欠陥の発生を回避することができ、作業性や作業環境を良好に維持したままリサイクル性に優れた接合を行うことができる材料の接合方法を提供する。
【解決手段】接合孔4を予め穿設してある第一材料1を第二材料2と第三材料3とで挟み、接合ツール8を回転しながらピン部7を第二材料2に押し付け、摩擦熱で第二材料2を固相状態のまま局所的に軟化させて第一材料1の接合孔4へ入り込ませると共に、ピン部7を第三材料3にも押し付けて該第三材料3を摩擦熱により固相状態のまま局所的に軟化せしめ、接合孔4に入り込ませた第二材料2と第三材料3との境界部分10を撹拌してから接合ツール8を引き抜いて境界部分10を硬化させる。
(もっと読む)
インサートドライブ式摩擦圧接法及び装置
【課題】 ブレーキ動作によらず低入熱でインサート材と被接合材との間の接合を完了する。
【解決手段】 被接合材3、4の間に被接合材3、4の接合面よりも大径のインサート材2を介設し、インサート材2の中心部分Xを各被接合材3、4で挟持した状態で加圧すると共にインサート材3、4の外周部分Yに回転動力を伝達して回転運動させ、被接合材3、4とインサート材2との間の接合面に接合可能な温度の摩擦熱を発生させる摩擦圧接方法であって、インサート材2の回転軸線方向の肉厚tを、摩擦トルクが初期最大値を示す時点以降にインサート材2が中心部分Xと外周部分Yとに分離される捩りせん断破壊を生じる厚さに設定した。
(もっと読む)
部品結合方法
【課題】金属製の筒部材31の内周に金属製の軸部材2の端部を嵌合した状態で一体的に結合する方法において、比較的簡単に十分な強度の結合構造を提供する。
【解決手段】軸部材2として、その端部の外周を当該端部側へ向けて漸次縮径するテーパ面2aとするとともに当該端部の中心部分に中空部2cを設けかつ当該端部の外周テーパ面を未硬化状態にしたものを用意する。筒部材31として、その内周を軸部材の端部の外周テーパ面2aと合致するテーパ面31cとしかつ当該内周テーパ面を未硬化状態にしたものを用意する。筒部材31の内周テーパ面に軸部材の端部の外周テーパ面を嵌合して摩擦溶着させてから、軸部材2の中空部内から摩擦溶着部分を強制的に冷却する。つまり、摩擦溶着時に発生する摩擦熱で軸部材と筒部材との摩擦溶着部分およびその周辺が焼入れされ、その後の強制冷却で硬度が管理される。
(もっと読む)
抵抗溶接による異種金属の接合方法及び接合構造
【課題】抵抗溶接により異種金属を接合するに際して、接合過程における金属間化合物の生成を抑制しながら、接合界面における酸化被膜を除去することができ、強固な接合が可能な異種金属の接合方法と、抵抗溶接による異種金属の強固な接合構造を提供する。
【解決手段】亜鉛めっき鋼材1とアルミニウム合金材2とを重ね合わせ、亜鉛めっき鋼材1のめっき層中の亜鉛とアルミニウムとの共晶溶融を生じさせて抵抗溶接するに際し、酸化皮膜や亜鉛、共晶溶融金属、反応生成物などの接合部からの排出を容易なものとする排出促進手段として、湾曲部Cを上記被接合材の少なくとも一方に形成しておく。
(もっと読む)
異種金属材料の接合方法及び異種金属材料の接合構造
【課題】新たな設備を必要とせず、簡易な手法で、異なる二種類の金属材料の新生面同士を強固に接合させ、継手強度の向上を実現することができる異種金属材料の接合方法及び異種金属材料の接合構造を提供する。
【解決手段】亜鉛めっき鋼板1と、この亜鉛めっき鋼板1とは種類の異なるアルミニウム合金2とを重ね合わせて接合するに際し、超音波振動により、アルミニウム合金2と亜鉛めっき鋼板1の亜鉛層3との間の界面に共晶溶融を生じさせて、亜鉛めっき鋼板1とアルミニウム合金2の新生面同士を接合する。
(もっと読む)
工具
【課題】ハンドル部と係合部とが各々最適な異種の金属材料で形成されたものであって、安定した強度を有する工具を提供する。また、工具の用途に応じた最適な設計が可能な工具を提供する。
【解決手段】把持される部分であるハンドル部1と、ハンドル部1と一体とされた、ボルト・ナットなどの締結体に対して係合する係合部2とを備えた工具であって、ハンドル部1と係合部2とは異種の金属材料からなるものであり、ハンドル部1と係合部2との間の接合部3が、摩擦圧接法により形成されたことを特徴とする工具を提供する。
(もっと読む)
金属部材の固相接合方法
【課題】ミリ波を用いて金属部材の接合部分を集中的に加熱し、金属部材全体を高温に加熱せずに金属部材同士を拡散接合できるようにした金属部材の固相接合方法を提供する。
【解決手段】金属部材W,W´を断熱材9で覆い、更に、金属部材W,W´同士の接合面から所定範囲内の部分を加熱対象部分Waとして、加熱対象部分Waから外れた断熱材9の部分を高熱伝導率の金属製のカバー10により覆う。そして、金属部材W,W´同士を塑性変形を生じないように加圧接触させ、この状態でミリ波を照射して加熱対象部分Waを加熱する。
(もっと読む)
高エネルギビームによる異種金属の接合方法および装置
【課題】デフォーカスさせた高エネルギビームを高融点材料の材料表面に照射し、高融点材料からの伝熱によって密着状態の低融点材料のみを溶融させ、材料の拡散を利用して接合する異材重ね接合において、接合界面に低融点金属のめっき層や、油や防錆剤などの異物が介在していたとしても、ブローホールなどの欠陥のない健全な接合が可能であると共に、金属間化合物の生成を抑制することができる異種金属の接合方法を提供する。
【解決手段】融点が互いに異なる高融点材料と低融点材料を重ね合わせ、高融点材料側の表面にデフォーカスされた高エネルギビームをスポット状に照射すると共に、高エネルギビームの照射面と反対側の面からこれら両材料の接合部位を局部的に加圧して上記材料同士を重ね接合するに際して、高エネルギビームの照射開始後、所定時間経過した後に接合部位の局部加圧を開始する。
(もっと読む)
抵抗溶接による異種金属の接合方法及び接合構造
【課題】抵抗溶接により異種金属を接合するに際して、接合過程における金属間化合物の生成を抑制しながら、接合界面における酸化被膜を除去することができ、強固な接合が可能な異種金属の接合方法と、抵抗溶接による異種金属の強固な接合構造を提供する。
【解決手段】亜鉛めっき鋼材1とアルミニウム合金材2とを重ね合わせ、亜鉛めっき鋼材1のめっき層1p中の亜鉛とアルミニウムとの共晶溶融を生じさせて抵抗溶接するに際し、上記鋼材1及びアルミニウム合金材2の一方又は両方、望ましくはアルミニウム合金材2の接合部位に、被接合面が曲面をなす厚肉部Tを形成しておく。
(もっと読む)
段付き重合せ材料の摩擦撹拌接合製品
【課題】複数の被接合部材の板状部を段付き形状において重ね合わせ、その重合せ部分を摩擦撹拌接合して得られる接合製品において、その疲労破壊の問題を解消して、強固な接合部を実現した、信頼性の高い接合製品を提供すること。
【解決手段】金属板12、14を、その端部12a、14aが重合せ部16の両側に位置するようにした段付き形状において、重ね合わせて、その重合せ部16の所定部位を摩擦撹拌接合することにより得られる、段付き重合せ材料の摩擦撹拌接合製品10において、摩擦撹拌接合部位18と金属板の端部12a、14aとの間に、少なくとも3mm以上の長さにおいて位置する接着剤層20を、重合せ部20の重合せ界面において、それら摩擦撹拌接合部位と金属板端部との間を遮断するように介在せしめると共に、かかる重合せ部20を、摩擦撹拌接合部位と接着剤層とによって接合せしめた。
(もっと読む)
液相拡散接合における被接合材のクランプ装置
【課題】 被接合材の両端部に他の2つの被接合材の端部をそれぞれ接合する接合作業の総合的な効率を向上させ、接合作業コストの低減を可能とする、液相拡散接合における被接合材のクランプ装置を提供する。
【解決手段】 第1の被接合材22を把持する第1把持部10dと、第2の被接合材21を把持する第2把持部10aと、第3の被接合材23を把持する第3把持部10bと、これら第1把持部〜第3把持部を支持する連結部10cとを備えている。第1把持部10dは連結部10cに沿って往復移動可能に支持されている。第3把持部10bは連結部10cとの間の距離を可変となす距離調整機構部10eを介して連結部10cにより支持されている。距離調整機構部10eは、一端部を第3把持部10bに接続されたアーム10e’と、アーム10e’の位置を固定するために連結部に取り付けられたアーム固定手段10e”とを含む。
(もっと読む)
液相拡散接合の方法及び装置
【課題】 加熱加圧処理を適正な時期に終了することで欠陥が少なく且つ強度が高い接合部分を効率的に形成し得る接合方法および接合装置を提供する。
【解決手段】 クランプ装置10により、被接合管材23と被接合管材22とをこれらの接合端部23Eと接合端部22E’とが隔てられて対向するように保持し、その間にアモルファスシート25を配置する。クランプ装置10に付設された付勢部10’xを用いて、接合端部23E及び接合端部22E’に付勢力を作用させてアモルファスシート25を挟持させ、更に、アモルファスシート25、接合端部23E及び接合端部22E’を加圧下にて高周波加熱コイル2cにより加熱して溶融させ、しかる後に凝固させて接合部分を形成する。膨出センサ7を用いて接合端部23E,22E’の横方向膨出率が所定値に到達したことを検知して、接合部分の温度及び加圧力を低下させる。
(もっと読む)
金属の接合方法
【課題】工具への機械的負荷を低減し、接合時間を短縮できる接合技術の提供。
【解決手段】第1金属部材W1と第2金属部材W2とを重ね合わせ、融点の低い方の金属部材の表面部位に軸心周りに回転する円筒状の回転工具1を押圧し、回転工具1の回転により第1及び第2金属部材の接合部分を非溶融の状態で摩擦により撹拌させて非溶融撹拌層を形成することにより、第1及び第2金属部材をスポット接合する。
(もっと読む)
円筒状部材の接合構造及びその接合方法
【課題】アルミ系金属部材及び鉄系金属部材からなる各円筒状部材の摩擦圧接接合部における鉄系金属部材側の耐食性を向上させる。
【解決手段】プロペラシャフト1は、鉄系金属材料からなる中空円筒状に形成され、外周面に保護層13を有するスタブシャフト11と、アルミ系金属材料からなる中空円筒状の第1チューブ12と、を有しており、両者は摩擦圧接によって接合されている。両者の接合の際、スタブシャフトの接合端部から拡径してほぼ反り返り状に折曲したバリ16を形成すると共に、接合面側には非保護部14を形成し、最大拡径部16aを境界として、軸方向逆端側へ縮径する縮径部17には保護層を形成した。これにより、スタブシャフト単体の腐食が防止されることは勿論、露出面積の微小な非保護部の外周部14bは、電食しても酸化生成物の生成によって腐食の促進が抑制される。
(もっと読む)
摩擦点接合装置の回転工具処理方法およびその処理装置
【課題】 回転工具のショルダ部にワークの一部が凝着したとき、適切な処理を行って効率良く凝着物を除去する。
【解決手段】 複数の金属部材を重ね合わせ、回転工具16を回転させながら金属部材に押圧してスポット接合させる摩擦点接合装置の回転工具処理装置60であって、回転工具16を回転させながら金属部材に押圧する駆動手段と、回転工具16を接合位置に移動させる移動手段と、ショルダ部16bへの金属部材の凝着状態を検知する検知手段と、上記検知手段による検知信号が、所定値以上の凝着状態であることを示したとき、上記移動手段で回転工具16を処理用金属部材W3に対向して位置させ、上記駆動手段で回転工具16を回転させながらピン部16cおよびショルダ部16bを処理用金属部材W3に押圧して凝着物W1aを除去する動作を行わせる制御手段とを備えるように構成する。
(もっと読む)
摩擦攪拌接合用の金属材
【課題】 摩擦攪拌接合後の接合強度に優れた金属材を提供する。
【解決手段】 本発明の一実施形態にかかる金属材は、摩擦攪拌接合用の金属材であって、当該金属材が、JIS H 4000に規定のA1050のアルミニウム材であり、当該アルミニウム材の平均粒径が、0.95μm以上2.3μm未満であることを特徴としている。また、本発明の別の実施形態にかかる金属材は、摩擦攪拌接合用の金属材であって、当該金属材が、JIS H 4000に規定のA6N01のアルミニウム材であり、当該アルミニウム材の平均粒径が、1.76μm以下であることを特徴としている。
(もっと読む)
201 - 220 / 290
[ Back to top ]