
Fターム[4E067AA02]の内容
Fターム[4E067AA02]の下位に属するFターム
Fターム[4E067AA02]に分類される特許
21 - 40 / 290
複合金属管の摩擦肉盛方法及び摩擦肉盛により形成した複合金属管
【課題】金属管に摩擦肉盛を行うに際し、形成した摩擦肉盛金属の希釈率を最小に抑え、しかも、肉盛対象物である金属管の変形も実用に支障のない程度に抑えることが可能な複合金属管の摩擦肉盛方法及び摩擦肉盛により形成した複合金属管を提供する。
【解決手段】複合金属管の摩擦肉盛方法は、母材となる金属管10の内部11に金属管10の凹みを防止する出し入れ可能な支持部材12を配置し、耐食性又は耐摩耗性を有し母材とは異なる摩擦肉盛材料13を、高速で回転させながら金属管10の外側表面に高圧力で押付け、かつ一定速度で金属管10の外側表面を移動させて、摩擦肉盛する。摩擦肉盛により形成した複合金属管14は、摩擦肉盛材料13により形成した摩擦肉盛金属20の母材に対する希釈率が2質量%以下である。
(もっと読む)
溶接方法の設計方法、溶接方法及び溶接接合体

【課題】一定の条件を満たす金属ガラス及び結晶金属を選択することにより十分な強度を持つ接合体が得られる溶接方法を提供する。
【解決手段】金属ガラス1と結晶金属2とを接触させた界面又はその界面近傍の前記金属ガラスにエネルギーを加え、前記金属ガラスを加熱して溶融させた溶融層を形成して溶接する溶接方法であって、前記金属ガラスと前記結晶金属とが接合された後の前記溶融層はガラス形成能を有し、前記金属ガラスは、前記金属ガラスの固体を再加熱するときのTTT曲線のノーズ時間が0.2秒以上のガラス形成能を有し、前記金属ガラス及び前記結晶金属は、溶融していない前記結晶金属と溶融した前記金属ガラスとの濡れ率が25%以上となる前記金属ガラスの温度と、前記結晶金属の融点との温度範囲が100K以上である。
(もっと読む)
金属材の製造方法及び金属材
【課題】金属母材の所望の部位を所望の組成の金属とすることが可能な金属材の製造方法及びこの方法で製造された金属材を提供する。
【解決手段】金属母材1a,1bとは異なる組成であり、且つ金属母材1a,1bとの化学反応を生じる添加材10を、金属母材1a,1bの一部である攪拌部20に配置し、攪拌部20に棒状の回転ツール100の先端を当接させつつ回転させる。これにより、摩擦攪拌接合の手法を利用した一つの方法で、金属母材1a,1bの所望の部位に対して添加材10の分散、拡散及び析出あるいは分散、拡散及び変態といった合金を製造する3つの過程を実現することができる。そのため、金属母材1a,1bの所望の部位を所望の組成の金属とすることが可能となる。
(もっと読む)
鋳ぐるみ用金型
【課題】スチール部品(つなぎ部品及び周辺部品)同士の溶接品質の向上を図ることを可能にするとともに、アルミニウムなどの軽金属のバリを除去する手間を軽減することを可能にする。
【解決手段】軽合金のダイキャスト部品を成形するときに、このダイキャスト部品51にスチール製若しくはアルミニウム製の部品(つなぎ部品)53を鋳ぐるみ、一体的に成形する鋳ぐるみ用金型40において、鋳ぐるまれる側のスチール製若しくはアルミニウム製の部品53へ向け、鋳ぐるむ側の軽合金のダイキャスト部品の外縁から発生するバリを防止するために、溶湯をオーバーフローさせるオーバーフロー部44を設けた。
(もっと読む)
異材継手構造及び異材継手構造の製造方法
【課題】アンカ部の径を大きく設定する場合にも、アンカ孔のアンカ孔間破断の破断荷重の低下を防止することを可能にするとともに、総合的に、アルミニウム等の軽金属のダイキャスト部品とスチール(鉄部材)の継手部品との強度のバランスを確保することを可能にする。
【解決手段】鉄部材23を軽合金により鋳包む異材継手構造40において、鉄部材23にアンカ孔41を設け、このアンカ孔41をバーリング孔に形成し、バーリング孔(アンカ孔)41を、千鳥状に配置する。
(もっと読む)
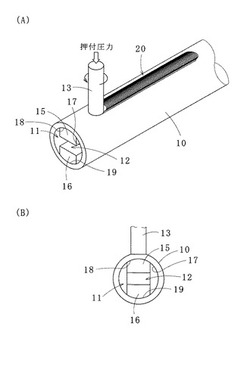
管状部品を溶接する方法
【課題】管状部品を接合する簡易化された方法を提供する。
【解決手段】2つの管状部品10、14に一体型端部蓋11、15が提供される。端部蓋11、15は当接する関係で配置され、圧力を加えられて密着状態に保持され、その間管状部品10は回転される。圧力が加えられ、そのことにより摩擦熱が発生する。2つの端部蓋11、15の間の接触面に摩擦溶接接合部18が生じる。溶接工程を完了すると、つぎに機械加工工具が管状部品のいずれかの内部穴(12または16)を通過する。機械加工工具は接合された端部蓋11、15を切削して貫通させ、接合した部品を貫通した単一の均一な穴を形成する。さらなる後処理作業で、押し出されたばり20は外面13、17から取り除かれる。
(もっと読む)
車両用部品の鋳ぐるみ構造
【課題】アルミニウムダイキャスト部品のスチール製のつなぎ部品とスチール部品とを溶接するときに、十分な溶接強度を確保することを可能にする。
【解決手段】ダイキャスト部品21をスチール部品12に接合するために、ダイキャスト部品21の成形時にスチール製のつなぎ部品23を一体的に鋳ぐるむ車両用部品の鋳ぐるみ構造40において、鋳ぐるまれ側のスチール製のつなぎ部品23のダイキャスト部品21側との境界近傍に、段差48が設けられた。
(もっと読む)
摩擦撹拌接合の接合制御方法
【課題】接合対象物の高さ変動が大きい場合であっても接合速度を低下させることなく狙いのツール挿入量を得ることができる摩擦撹拌接合の接合方法を提供する。
【解決手段】摩擦撹拌接合の接合制御方法は、回転するツール32を接合対象物22に挿入した状態でツール32と接合対象物22とを相対的に移動させている間に、ツール32に生じる負荷を検出し、その検出された負荷(検出負荷)に基づいてツール32の軸線方向の移動速度を算出し、その算出された移動速度でツール32をその軸線方向に移動させる。また、本接合制御方法は、検出負荷が所定の負荷範囲内にあるか否かを判定し、検出負荷が所定の負荷範囲外であると判定された場合に、ツール32をその軸線方向に移動させ、検出負荷が所定の負荷範囲内であると判定された場合に、ツール32をその軸線方向に移動させない。
(もっと読む)
鉄筋の接続方法とガス圧接装置
【課題】ガス圧接による鉄筋の接合における酸化膜の影響の発生を少なくし、圧接の品質と信頼性を向上させることができ、しかも、鉄筋の軸方向の縮み量を少なくすることができる鉄筋の接続方法を提供する。
【解決手段】互いに接続せんとする鉄筋aとbを圧接装置1の固定クランプ3と移動クランプ4で同軸芯状の配置に固持し、両鉄筋aとbの互いに対向する接合面を、軸方向の圧力によって圧接させると同時にバーナー14によって加熱し、両鉄筋aとbを圧接させる主加圧時に、少なくとも一方の鉄筋aに相手鉄筋bに対するねじり回転を加える。
(もっと読む)
風力タービン塔及び摩擦鍛造を利用した組立方法
【課題】摩擦鍛造接合を用いた格子型風力タービン塔を提供すること。
【解決手段】本開示の実施形態は、塔部材(16)に接続するために摩擦鍛造接合部(54)を用いて格子型構造体(20)を生成するためのシステムを含む。本システムは、ファスナー(36)を係合及び回転させて、ファスナー(36)と2以上の加工物(16)との間の鍛造境界面66で摩擦熱を発生させるための回転アクチュエータ(38)を含む。本システムはまた、接合されることになる加工物(16)にファスナー(36)を押し付けるプレス機(66)と、ファスナー(36)及び開口(56)を付加的に加熱することができるヒーター(42)とを含む。
(もっと読む)
接合治具
【課題】作業負担や作業時間の増大を防止して、簡単な作業により正確な圧接準備が行える構成を備えた接合治具を提供する。
【解決手段】中空部材を用いた支持基材2の長手方向一方側の外周面に固定されて棒鋼の一方側を把持可能な固定チャック3と、支持基材2の長手方向他方側に位置して該支持基材2の長手方向に沿って往復動可能な可動チャック101とを備え、上記可動チャック101は、上記支持基材2側に設けられている不動部を支点として梃子作用により梃子部材106により上記支持基材2の長手方向に移動可能に設けられ、上記不動部の支点107は、上記支持基材に設けられて上記梃子部材を挿通可能な形状の挿通部材で構成され、上記可動チャック101側には、上記支持基材2の長手方向に沿って複数設けられて上記梃子部材106を挿入可能な孔107Aが設けられていることを特徴とする。
(もっと読む)
ガス圧接用の環体及びその確認部材を具備する保持部材並びにその環体使用確認方法
【課題】本発明はガス圧接用の環体を使用してガス圧接が行われたことを、圧接後に確認できると共に、ガス圧接作業が安全に行われ、その接合強度が確実で且つ安定して得られるガス圧接用の環体及びその確認部材を具備する保持部材並びにその環体使用確認方法を提供することを目的とする。
【解決手段】2本の鋼材Wを対向させてガス圧接する際に、環体2が接合する端面w間に挟み込んで使用されたことを確認可能にするものであって、底面側に環体設置空間Sを有し且つ上部に分離可能な確認部材設置空間Pを有すると共に凸部を突設させた合成樹脂製の保持体1と、環体設置空間Sに収納する環体2と、環体設置空間Sに冠着する環体用蓋体3と、確認部材設置空間Pに収納する確認部材4と、確認部材設置空間Pに冠着する確認部材用蓋体5とから構成する保持部材と成す。
(もっと読む)
摩擦撹拌接合方法
【課題】鋼板を撹拌接合する場合に、良好な継手強度を得ることができる摩擦撹拌接合方法を提供する。
【解決手段】二枚以上の鋼製部材を重ね合わせ、その片側から回転工具を回転させつつ圧入して、該鋼製部材を加熱・撹拌することにより接合を行うに際し、接合部の周囲を、酸素濃度が1vol%以下の保護ガスで覆いつつ摩擦接合を行う。
(もっと読む)
摩擦攪拌接合方法及び摩擦攪拌接合装置
【課題】鉄鋼等の高融点金属材料を摩擦攪拌接合にて接合する場合において、ツ−ルの消耗を低減し長寿命化を図るとともに、複雑形状部材でも低コストで接合できるようにする。
【解決手段】少なくとも2つの被接合物を突き合せ状態で設置するとともに、それらの間の突き合わせ部において凹部を形成し、前記凹部内に肉盛層を形成して充填する。次いで、前記被接合物の少なくとも前記凹部に近接した領域と前記肉盛層とを同時に摩擦攪拌し、記少なくとも2つの被接合物を接合する。
(もっと読む)
ガス圧接方法
【課題】本発明は逆火の発生を防止し、且つアセチレンガスの使用量が減少できると共に加熱時間を短縮させてガス代が削減でき、特にSD490などの高硬度の鉄筋コンクリート用棒鋼の接合に対しても、本来の曲げ強度が確保出来るガス圧接方法を提供することを目的とする。
【解決手段】2本の鋼材Wを対向させて接合する端面1間に、該端面1と略同形状で且つ鋼材Wと略同材料の環体2を挟み込み、該環体2の空間部Aに合成樹脂製シ−ト3を入れ、端面1部の接合箇所をアセチレンガスの炎5によって初期加熱と後期加熱が連続して行われるガス圧接方法と成す。また突状の外周縁11を有した端面1が突き合されて形成する空間部Aに合成樹脂製シ−ト3を入れ、或は外周縁11に合成樹脂製キャップ4を被せ、端面1の突合箇所が炎5で初期加熱と後期加熱を連続させるガス圧接方法と成すと良い。
(もっと読む)
摩擦圧接用治具、せん断補強鉄筋の製造方法及びせん断補強鉄筋
【課題】適用範囲の広い摩擦圧接用治具を提供する。
【解決手段】回転装置3を使って摩擦圧接をおこなう際に使用される摩擦圧接用治具1である。そして、回転装置に装着されるベース部11と、摩擦圧接の一方のワークであるプレートの外形に合う凹部12aが形成されるとともに、ベース部に取り付けられキャップ部12とを備えている。また、ベース部11は、回転装置の主軸チャック部31のチャック爪31a,・・・によって把持可能な脚部11aを有している。
(もっと読む)
金属部品の組立て装置および方法
【課題】エンジンのコンロッドのように、複数の部材が締結部材で締結されることで1つの環(リング)状の部品となり、その複数の部材にクラッキングによって分割されたものを用いることで、破断面の凹凸を利用して、簡単に接合面の面ずれを防止し、コストダウンや軽量化を実現するようにした金属部品の組立てにあたって、該金属部品がスチール等の延性を有する材料から成る場合でも、分離荷重の低下を抑え、疲労限界を大きくする。
【解決手段】分割されたロッド本体4とキャップ5とを、仕上げ加工にあたって仮組みする際に、超音波振動手段13によって超音波振動を与えつつ、ナットランナー12でナットの締付けを行う。したがって、ブラハ効果および部材間の摩擦の低減によって、僅かな押圧力で部材同士を押圧するだけで、接合面は発熱して軟化し、完全一致に近い状態で締結でき、部材間の接触面積の低下による分離荷重の低下を抑え、疲労限界を大きくできる。
(もっと読む)
母材の強度を超過する接合強度を有する、中間層を使用した鋼系合金とチタンまたはチタン系合金との高強度異種金属接合方法及び該方法で接合された鋼系合金及びチタンまたはチタン系合金を含む高強度接合合金
【課題】中間層を使用した鋼系合金とチタンまたはチタン系合金との間の高強度異種金属接合方法を提供する。
【解決手段】鋼系合金母材A1とチタンまたはチタン系合金母材A2との間に、鋼系合金母材から第1中間層B1としてニッケル層、第2中間層B2としてクロム層及び第3中間層B3としてバナジウム、モリブデンまたはタングステン層の順に積層される中間層と、該中間層のバナジウム、モリブデンまたはタングステン層とチタンまたはチタン系合金母材との間に、チタン系またはジルコニウム系挿入材Cを挿入させた後、前記チタン系またはジルコニウム系挿入材の溶融温度以上、前記母材の溶融点以下の温度で加熱して、鋼系合金及びチタンまたはチタン系合金を接合する。
(もっと読む)
異種金属材料のスポット摩擦攪拌接合方法
【課題】スポット摩擦攪拌接合方法を用いて、金属材料を変形させることなく、安定した高い接合強度で異種金属材料を接合することができる異種金属材料のスポット摩擦攪拌接合方法を提供することを課題とする。
【解決手段】裏当て材3上に、融点が高い金属材料1から順に下から重ね合わせて、その上方から回転する摩擦ツール5を用いてスポット摩擦攪拌接合するにあたり、裏当て材3と融点の高い金属材料1との間に、上面から見て摩擦ツール5の平面視と同心円状をなす空気層4aを設け、その空気層4aの径を摩擦ツール5のツール径の0.6〜1.4倍、厚みを0.20mm以上とする。
(もっと読む)
圧接方法及びそれに用いる環体保持部材並びに環体を入れた環体保持部材
【課題】環体のセット作業が極めて簡単でより確実で且つ安全に行える圧接方法及びそれに用いる環体保持部材並びに環体を入れた環体保持部材を提供する。
【解決手段】鋼材Wの外形及び端面1に接触して取付ける合成樹脂製の内筒4と、該内筒4を内設させると共にその内筒4の底面よりも突出する環体設置空間Sを有する合成樹脂製の外筒5とから構成する環体保持部材Aを用い、2本の鋼材Wを対向させて接合する端面1間に、該端面1の外形と略同形状で且つ鋼材Wと略同材料の環体2を、合成樹脂製の環体保持部材Aが介在されて挟み込み、端面1部の接合箇所を加熱手段3によって初期加熱と後期加熱を連続して行う。
(もっと読む)
21 - 40 / 290
[ Back to top ]