
Fターム[4E067AA02]の内容
Fターム[4E067AA02]の下位に属するFターム
Fターム[4E067AA02]に分類される特許
1 - 20 / 290
摩擦加工用ツール、これを用いた摩擦加工装置及び摩擦加工方法
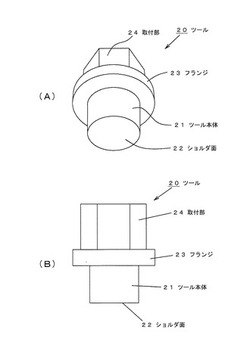
【課題】ツール寿命が向上され、製造の手間や製造コストを抑えることができる摩擦加工用ツール、これを用いた摩擦加工装置及び摩擦加工方法を提供する。
【解決手段】金属材料の被加工材に対して回転させながら押し当てて発生する摩擦熱により被加工材W1,W2を軟化させて加工するための摩擦加工用ツール20であって、円柱状のツール本体21を備え、被加工材W1,W2に接触させるツール本体の先端面が平坦なショルダ面22のみで形成されている。摩擦加工用ツール20の材質は、Ni基2重複相金属間化合物合金からなる。
(もっと読む)
摩擦攪拌加工装置及び摩擦攪拌加工方法

【課題】加工操作の繰り返しによるツールの摩耗に対応することができ、欠陥の発生を抑制して良好な加工を可能とする摩擦攪拌加工装置及び摩擦攪拌加工方法を提供する。
【解決手段】摩擦攪拌加工装置1は、ツール20を上下に移動させて被加工材に対して上から押し付けるツール高さを設定するための昇降駆動手段32を備える。そして摩擦攪拌加工装置1は、同じツール20により同じ材質の被加工材を順次に複数回摩擦攪拌加工するときの上記ツール高さは、最初に加工する被加工材に対して設定したツール高さを基準ツール高さとし、2回目以降に加工する被加工材に対しては、加工操作によるツール20の摩耗に対応して、ツール20のショルダ面と被加工材との間で必要な接触面積を確保するために予め定められた下げ幅だけ上記基準ツール高さより低く設定されるように上記昇降駆動手段32を制御するツール高さ調節手段88を備える。
(もっと読む)
鉄筋のガス圧接器
【課題】本発明は収納された環体のセット作業が極めて簡単で且つ安全に行うことが可能となる鉄筋のガス圧接器を提供することを目的とする。
【解決手段】従来のガス圧接器に対して、可動クランプ部3とラム受4の間に隙間Lを設ける構造と成す。また可動クランプ部3に引掛部6を固着し、ラム受4の外周に支点用固定棒7を固着させると良く、前記隙間Lは圧接器本体1の内部に設けたコイルバネ5の長さを短くして得るのが好ましい。又、その隙間Lとして10mm〜50mmとするのが良い。
(もっと読む)
回転円板を使用して得られる薄板の摩擦接合体及び摩擦接合方法
【課題】接合しようとする金属板を二枚重ね合わせ、従来の摩擦接合で見られたバリが発生せず、また接合部に酸化皮膜が発生せず、二枚の金属板が十分に強固な接合された新規な接合体及び接合方法を提供。
【解決手段】接合しようとする融点が同じである二枚の金属板、又は上部の金属板の融点が下部の融点が下部の金属板の融点より低い二枚の金属板について、上部の金属板と下部の金属板の接合しようとする部分の上部の金属板の表面に回転している円柱形回転部材の周側部を押し付けることにより、上部の金属板とした下部金属板を接合した接合体。
(もっと読む)
ガス圧接用環体を内蔵した環体保持部材
【課題】本発明は環体のセット作業が極めて簡単で安全に行え、環体が収納された新商品として販売でき、更にガス抜き部の位置を確実に上方にして環体が極めて簡単にセット出来る環体保持部材を提供することを目的とする。
【解決手段】接合する鋼材の端面と略同形状で且つ略同材料で形成すると共にガス抜き部11を有した環体1と、底面21側に環体1が収納される環体設置空間Sを有する突出部22及びそれに連結する凸部23を有した合成樹脂製の保持容器2と、該保持容器2の環体設置空間Sを冠着すると共に環体1のガス抜き部11の回転を止める合成樹脂製の蓋体3とから成す。また環体1として、コイルスプリング状に形成した材料から略1周分を切断して作られると共にその両端にスキ間を空けてガス抜き部11を設けると良く、保持容器2の凸部23の接触部分を面とするのが良い。
(もっと読む)
回転円板を使用して得られる薄板の摩擦接合体及び摩擦接合方法
【課題】接合しようとする金属板を二枚重ね合わせ、従来の摩擦接合で見られたバリが発生せず、また接合部に酸化皮膜が発生せず、二枚の金属板が十分に強固な接合された新規な接合体及び接合方法を提供。
【解決手段】接合しようとする融点が同じである二枚の金属板1、11、又は上部の金属板の融点が下部の融点が下部の金属板の融点より低い二枚の金属板について、上部の金属板と下部の金属板の接合しようとする部分の上部の金属板の表面に回転している円柱形回転部材8の周側部を押し付けることにより、上部の金属板とした下部金属板を接合した接合体。
(もっと読む)
ピール接合法による軽量構造体の製造法
【課題】
低密度合金と高密度金属との異材接合界面をピール接合法によって接合し、流体軸受のような高回転部材に適した軽量化構造を提供すること。
【解決手段】
選択図は、ピール接合法によって異材継手を製作する過程を示す。同図(a)は、この異材継手を上方から見た図であり、(b)は、(a)のX−X線の矢視図であって、側方断面を示す。9Aはスラスト部素材4Aを保持する治具であって、この治具9A内に保持したスラスト部素材4Aには、あらかじめジャーナル部素材3Aの外径に対応した内径の貫通穴を設ける。そして、ジャーナル部素材3Aの端面に荷重Wを負荷することで、ジャーナル部素材のエッジ3Bでスラスト部4素材の内表面層4Bをピールしながら、新生面を生成させる。さらに、スラスト部素材4Aを拘束することによって荷重Wを側圧として作用するように工夫した治具9Aを用いることで、新生面を保持するものである。
(もっと読む)
レールの加熱圧接方法及び装置
【課題】接合すべきレール同士をクランプすると共に、接合部位をガスバーナーで加熱しながら一方側から加圧して圧接を行うレールガス圧接機において、目標圧接量が正確に得られるようにする。
【解決手段】レール同士の接合部位を加熱しながら圧接するレールの加熱圧接方法において、加熱により前記接合部位の塑性変形が始まる迄は、該接合部位に加わる圧接力が目標値となるように圧力制御を行い、加熱により前記接合部位の塑性変形が始まった後は、該接合部位の圧接量が目標値となるように変位制御を行う。
(もっと読む)
金属部材の接合方法及び金属部材の接合装置並びにこれらを用いた金属接合部材の製造方法
【課題】金属部材の接合面の選択的な加熱を実現できる金属部材の接合方法及び金属部材の接合装置並びにこれらを用いた金属接合部材の製造方法を提供する。
【解決手段】金属部材の接合方法は、複数の金属部材を固相状態で接合する金属部材の接合方法であって、金属部材の接合面に誘電体微粒子を配置する工程(1)と、該工程(1)の後に実施され、該誘電体微粒子が接合面に配置された該金属部材と他の金属部材とを、該誘電体微粒子を挟むように配置し、これらの金属部材自体に塑性変形が生じない程度の圧力を付与する条件下、該誘電体微粒子にミリ波を照射して、これらの金属部材の接合面を加熱する工程(2)と、を含む。
(もっと読む)
フレア加工後の面が良好な鍛接鋼管
【課題】フレア加工後の継手接触箇所において、鋼管の接合部の筋深さが著しく浅いか、あるいは平坦である鍛接鋼管を提供する。
【解決手段】鍛接して接合し、あるいはさらに絞り圧延を行って、仕上げた鋼管において、鋼管の接合部肉厚方向長さ12を鋼管肉厚20以上とされたことを特徴とするフレア加工後の面が良好な鍛接鋼管である。
(もっと読む)
フィンチューブの製造方法
【課題】フィンチューブの製造工数を低減して効率化を図るとともに、製造コストを低減したフィンチューブの製造方法を提供すること。
【解決手段】前記伝熱チューブの外周面を対向する前記板状フィンの対により挟むことにより複数対の前記板状フィンを前記伝熱チューブの軸線方向に所定間隔にて配列させた状態で各前記板状フィンを伝熱チューブに接触させ一定圧力以上に加圧する工程と、前記伝熱チューブを回転駆動することにより、前記板状フィンと前記伝熱チューブとの接触面において摩擦熱を発生させ溶融させて溶着する工程と、前記伝熱チューブの回転駆動を停止すると同時に該伝熱チューブの惰性回転中に前記板状フィンを前記伝熱チューブに押しつけ、さらに高圧のアプセット圧力を加えることにより、前記伝熱チューブの回転にブレーキをかけ、前記板状フィンと前記伝熱チューブの接触面とを密着させる工程とを備えたフィンチューブの製造方法を提供する。
(もっと読む)
複合材料とその製造方法および前記複合材料を用いた接合体
【課題】超硬合金やサーメットの基材と鋼等の相手材との接合において、基材と相手材とが強固に接合した接合体を得ることが可能な接合技術を提供する。
【解決手段】超硬合金またはサーメットの基材の少なくとも一表面に、カーボンナノチューブからなる層が形成されている複合材料であって、前記の複合材料は、超硬合金またはサーメットの成形体からなる基材を準備する基材準備工程と、基材の表面にカーボンナノチューブからなる層を形成するカーボンナノチューブ形成工程と、カーボンナノチューブを成形した基材を加熱して焼結する焼結工程とを有する製造方法により製造される。
(もっと読む)
ピストンロッドの製造方法
【課題】摩擦圧接にて接合されたロッド本体とロッドヘッドとの接合強度を向上させることができるピストンロッドの製造方法を提供すること。
【解決手段】ロッド本体2とロッドヘッド3との互いの端面2c,3cを接合してピストンロッド1を製造するピストンロッドの製造方法であって、ロッド本体2及びロッドヘッド3の軸心部を端面2c,3cからくり抜き、中心偏析による不純物10を除去する工程と、ロッド本体2とロッドヘッド3との互いの端面2c,3cを摩擦圧接にて接合する工程と、を備える。
(もっと読む)
金属管と樹脂製保持部材との接合方法及び該接合方法により製作された接合体
【課題】保持部材の管内部にバリ等を発生させる心配がなく、金属管と保持部材とを短時間で簡便かつ確実に接合する方法及びその接合方法により製作された接合体を提供する。
【解決手段】本発明は、管保持孔5を内部に有する樹脂製保持部材2と金属管1との接合方法であって、金属管1の基端部に外方に突出した係合部3を設けておき、この金属管1を保持孔5に挿入して係合部3を保持孔5の壁部6に係合させる工程と、係合している壁部6を軟化させる工程と、壁部6を軟化させた状態で樹脂製保持部材2と金属管1との相対位置を変化させて、係合部3を壁部6内に埋設する工程と、壁部6を固化させる工程とを有することを特徴とする。
(もっと読む)
ボルトの製造方法及びボルト
【課題】非溶融プロセスである摩擦攪拌技術を用い、従来に比べて強度、耐食性及び耐照射性に優れたボルトを製造することのできるボルト製造方法及びボルトを提供する。
【解決手段】ボルト形状の型1の中に粉末金属2を充填し、攪拌ツール3を用いて前記ボルト形状の型1の中の前記粉末金属2の摩擦攪拌を行い、摩擦攪拌によって発生した摩擦熱と前記粉末金属の流動により、前記粉末金属をボルト形状に固相成型する。容器11内に粉末金属12を充填し、攪拌ツール13を用いて前記容器11内の前記粉末金属12の摩擦攪拌を行い、摩擦攪拌によって発生した摩擦熱と前記粉末金属12の流動により生成した固相成型材料に上部から圧力を負荷し、下部に設置したボルト形状の型15へ圧縮された前記固相成型材料を移動させてボルト形状に成型しても良い。
(もっと読む)
摩擦圧接に適した機械構造用鋼材およびその製造方法、摩擦圧接部品
【課題】疲労強度、衝撃強度などの部品特性を向上させた、摩擦圧接に適した機械構造用の低炭素鋼材およびその製造方法、摩擦圧接部品を提供することを目的とする。
【解決手段】固溶[Ti]を含む特定組成の低炭素鋼材の組織を、特定の熱処理によって、フェライト粒をパーライト粒よりも大きくなるような新規な混相組織として、この低炭素鋼材が他の鋼材と摩擦圧接された複合鋼材あるいは複合鋼部品の疲労強度、衝撃強度などの部品特性を向上させる。
(もっと読む)
接合用の合金
【課題】合金組成を最適化することで、接合層の強度劣化と靭性向上を同時に実現する接合用の合金を提供する。
【解決手段】原子%で、B:6%以上18%以下、C:0.1%以上10%以下を含有し、残部がFeおよび不可避的不純物からなることを特徴とする接合用の合金箔である。さらに、Al:0.1以上5%以下、Cr:0.1以上20%以下、V:0.1以上10%以下、Ni:0.1以上40%以下の少なくとも1種を含有する接合用の合金箔である。
(もっと読む)
接合用合金
【課題】接合材の合金組成を最適化することで、安価で低融点の接合用合金を提供する。
【解決手段】原子%で、B:4%以上18%以下、P:0.1%以上10%以下、Si:4%以上8%以下、C:0.1%以上10%以下を含有し、残部がFe及び不可避的不純物からなることを特徴とする接合用合金である。さらに、Cr:0.1〜20%以下、V:0.1〜10%以下、Ni:0.1〜40%以下の少なくとも1種を含有する接合用合金である。
(もっと読む)
車両用強度部材
【課題】 高次元での高強度と衝撃エネルギー吸収能を兼ね備えた高強度鋼板を、エネルギー吸収効率と接合性の両方に優れたものとし、車両用強度部材に好適なものとする。
【解決手段】引張り試験で求められた真歪み3〜7%の間における応力歪み線図の傾きdσ/dεが5000MPa以上の高強度鋼板と、その高強度鋼板の引張り強度に対する引張り強度比が0.3〜0.85となる鋼板とを、所定方向に延在する空間を挟んで両端において接合したものであり、前記所定方向側から荷重がかかるように使用される。
(もっと読む)
金属管の接合方法
【課題】金属管同士の接合工程において、両管の接合面間の適切な位置にインサート材を挿入することなく接合を行うとともに、接合部の耐食性の低下を抑制する、安価で効果的な接合方法を提供する。
【解決手段】本発明の接合方法に用いられる少なくとも一方の管の外周面には、金属管母材と共晶反応を示す金属または合金からなるコーティング層が形成されている。コーティング層を外周面に有する一方の管の端部に先細状のテーパ部を形成し、テーパ部の一部を他方の管の端部に挿入し、ついで両管の接合部を加熱しながら両管を互いに押し付け、一方の管のテーパ部の少なくとも一部の外周面に他方の管の端部を重ね合わせた状態で両管を冶金的に接合する。
(もっと読む)
1 - 20 / 290
[ Back to top ]